
一种成型件多工位视觉检测控制方法.pdf

努力****弘毅

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种成型件多工位视觉检测控制方法.pdf
本发明公开了种成型件多工位视觉检测控制方法,S1:设置有用于放置成型件的检测载台并在检测载台上设置有旋转平台;S2:在旋转平台的中部设置有用于对成型件进行固定的固定装置;S3:在检测载台的相对两侧以及顶部分别设置有伸缩驱动组件并在伸缩驱动组件的伸缩端固定有视觉检测装置;S4:在每个视觉检测装置的末端均设置光源模块以提高三个视觉检测装置的检测亮度;S5:通过控制系统控制上述三个视觉检测装置对成型件的两个侧边和顶面进行第一次拍摄检测;S6:通过控制系统控制旋转载台转动以使成型件进行两侧侧面对调;S7:通过控制

一种多工位零件成型机.pdf
本发明涉及冷镦机技术领域,尤其是一种多工位零件成型机,包括动力机构、冲模座、夹心机构、切料机构、送料机构、顶料机构和机架,动力机构、冲模座、夹心机构、切料机构、送料机构和顶料机构均安装在机架上,且均由动力机构驱动曲轴来提供动力来源,所述夹心机构内设置六工位的夹料装置,一方面保证了夹料装置的工作效率,另一方面也减少了夹料装置所占用的空间,使得本冷镦机在保持正常工作效率的情况下还能实现结构紧凑占用空间小通过本发明可以使冷镦机在保持正常工作效率的情况下还能实现结构紧凑占用空间小。
多工位视觉检测设备.pdf
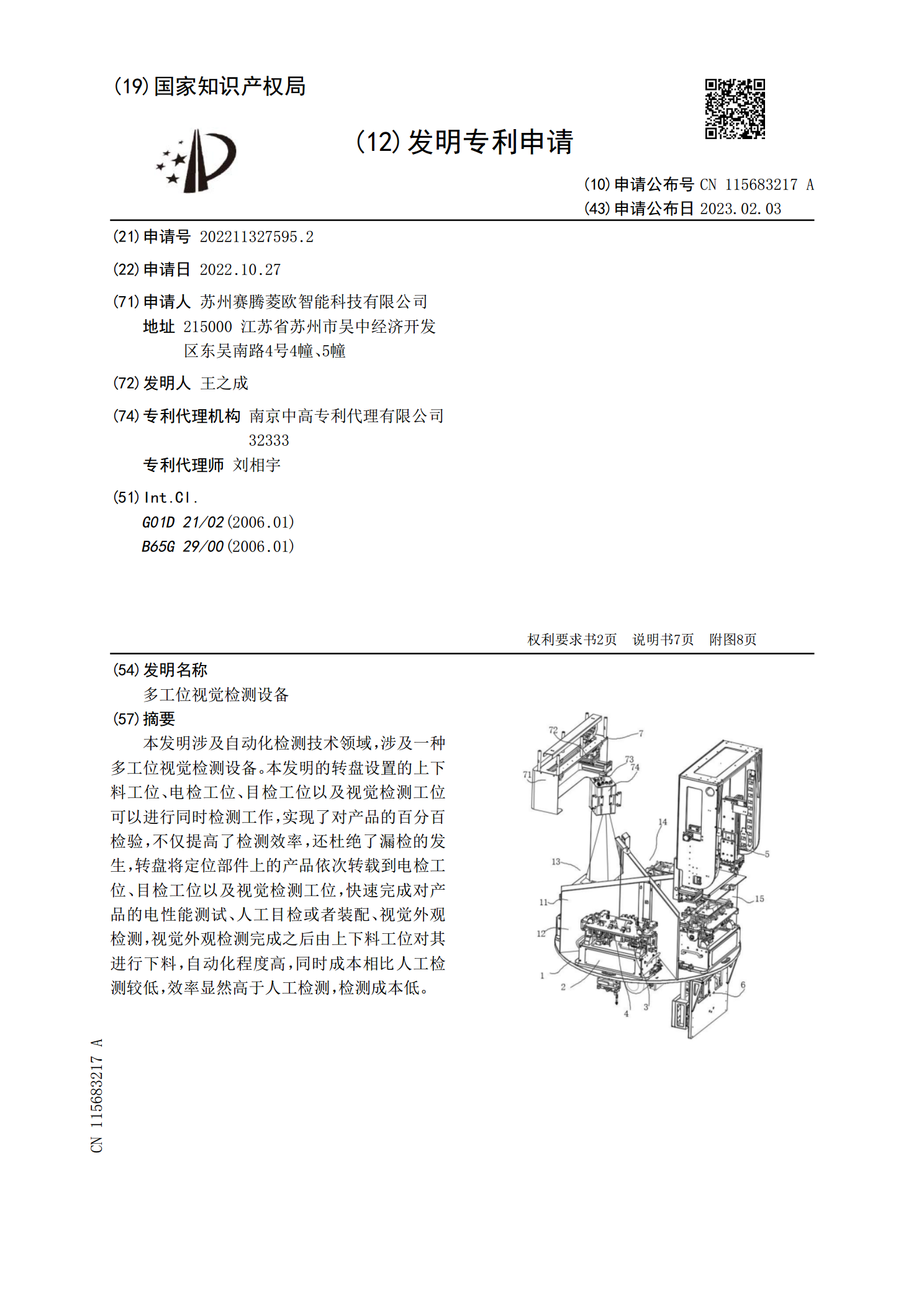
本发明涉及自动化检测技术领域,涉及一种多工位视觉检测设备。本发明的转盘设置的上下料工位、电检工位、目检工位以及视觉检测工位可以进行同时检测工作,实现了对产品的百分百检验,不仅提高了检测效率,还杜绝了漏检的发生,转盘将定位部件上的产品依次转载到电检工位、目检工位以及视觉检测工位,快速完成对产品的电性能测试、人工目检或者装配、视觉外观检测,视觉外观检测完成之后由上下料工位对其进行下料,自动化程度高,同时成本相比人工检测较低,效率显然高于人工检测,检测成本低。

一种地板加强梁的多工位成型模具及成型方法.pdf
本发明公开了一种地板加强梁的多工位成型模具,包括上模座和下模座,所述上模座和所述下模座于进料方向依次设有三个工位:第一成型工位、第二成型工位和第三成型工位,其中:所述第一成型工位包括第一凸模、第一凹模以及第一压边圈;所述第二成型工位包括第二凸模、第二凹模以及第二压边圈;所述第三成型工位包括第三凸模、第三凹模以及第三压边圈。与现有技术相比,本发明实现了批量冲压件的生产,减少了坯料尺寸,本发明的坯料尺寸为930mm*340mm,大大降低了白车身的开发成本,且避免了产品出现起皱的现象。
多工位视觉检测的夹持定位装置.pdf
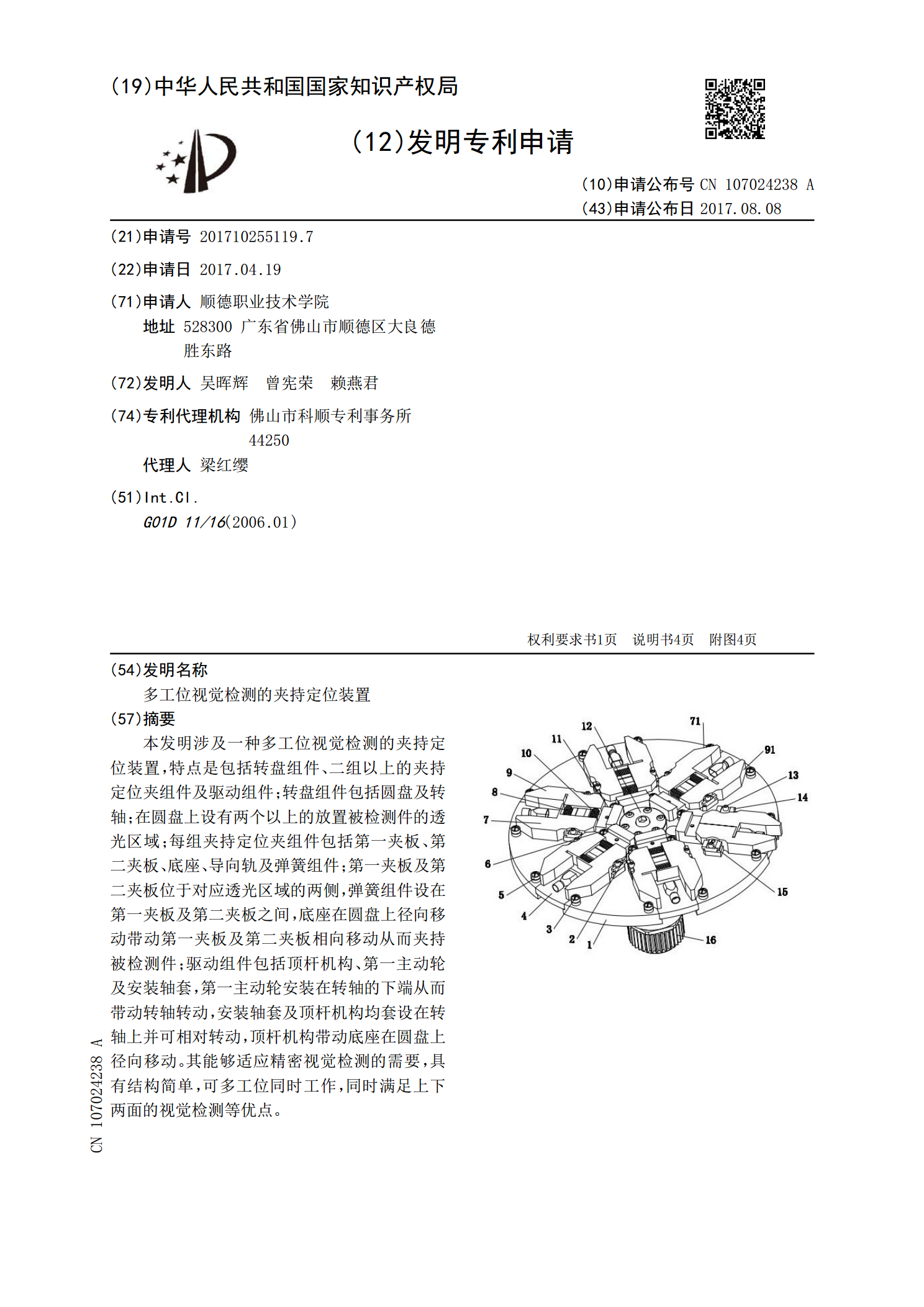
本发明涉及一种多工位视觉检测的夹持定位装置,特点是包括转盘组件、二组以上的夹持定位夹组件及驱动组件;转盘组件包括圆盘及转轴;在圆盘上设有两个以上的放置被检测件的透光区域;每组夹持定位夹组件包括第一夹板、第二夹板、底座、导向轨及弹簧组件;第一夹板及第二夹板位于对应透光区域的两侧,弹簧组件设在第一夹板及第二夹板之间,底座在圆盘上径向移动带动第一夹板及第二夹板相向移动从而夹持被检测件;驱动组件包括顶杆机构、第一主动轮及安装轴套,第一主动轮安装在转轴的下端从而带动转轴转动,安装轴套及顶杆机构均套设在转轴上并可相对