
一种快速压紧装置及采用该压紧装置的自动压紧工装.pdf

睿达****的的


1/8
2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速压紧装置及采用该压紧装置的自动压紧工装.pdf
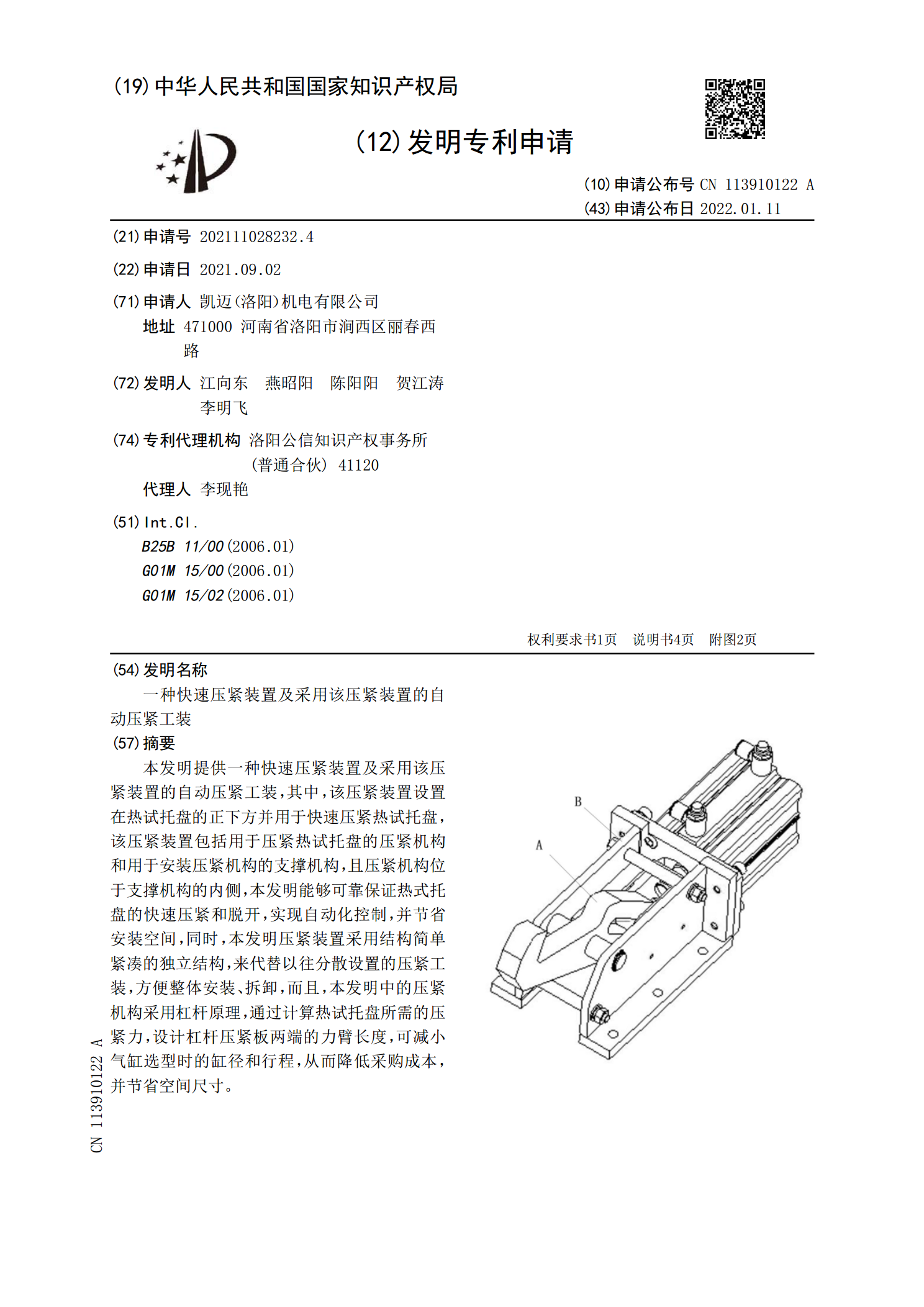
本发明提供一种快速压紧装置及采用该压紧装置的自动压紧工装,其中,该压紧装置设置在热试托盘的正下方并用于快速压紧热试托盘,该压紧装置包括用于压紧热试托盘的压紧机构和用于安装压紧机构的支撑机构,且压紧机构位于支撑机构的内侧,本发明能够可靠保证热式托盘的快速压紧和脱开,实现自动化控制,并节省安装空间,同时,本发明压紧装置采用结构简单紧凑的独立结构,来代替以往分散设置的压紧工装,方便整体安装、拆卸,而且,本发明中的压紧机构采用杠杆原理,通过计算热试托盘所需的压紧力,设计杠杆压紧板两端的力臂长度,可减小气缸选型时的
一种压紧装置及带有压紧装置的瓷砖自动美缝装置.pdf
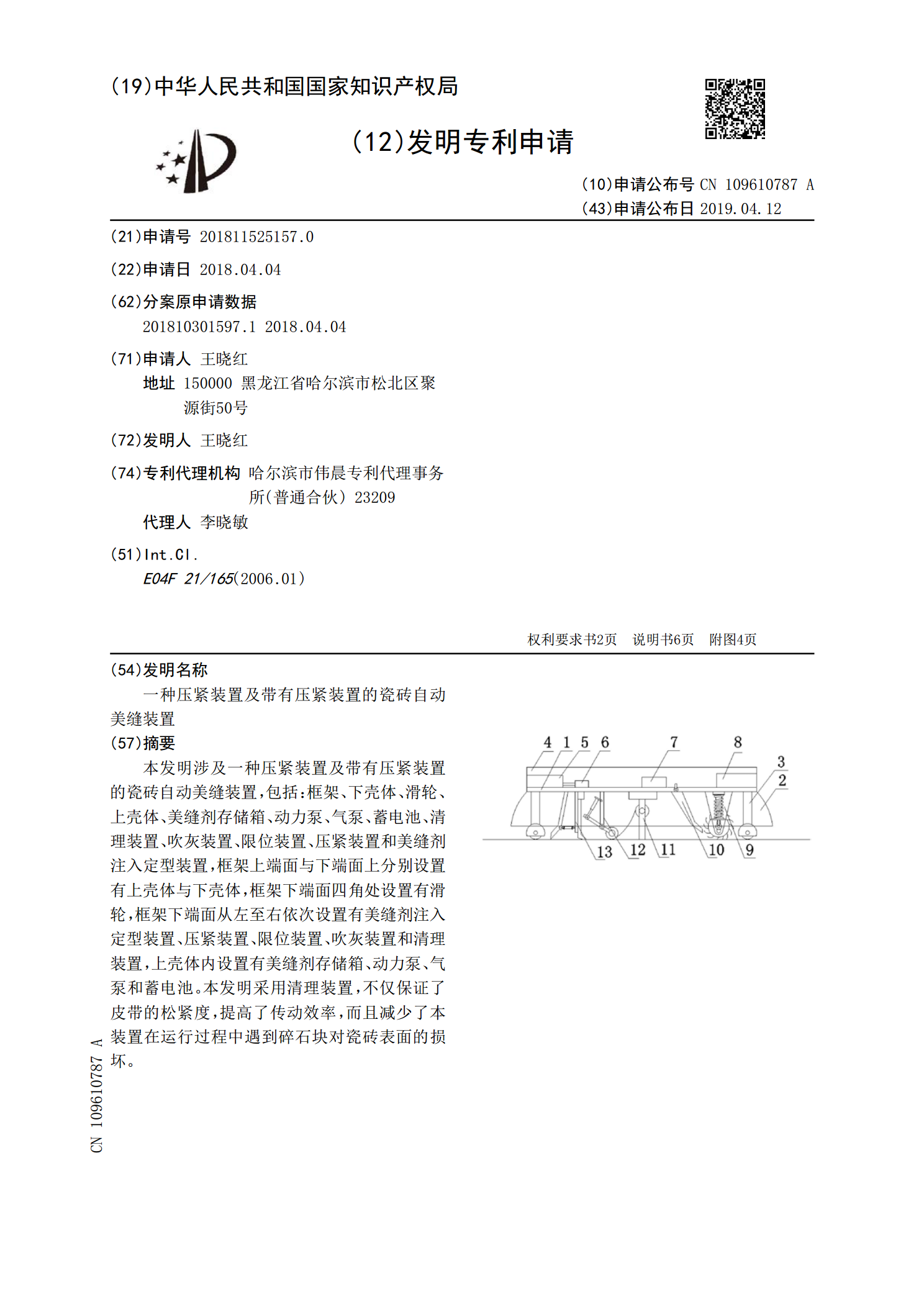
本发明涉及一种压紧装置及带有压紧装置的瓷砖自动美缝装置,包括:框架、下壳体、滑轮、上壳体、美缝剂存储箱、动力泵、气泵、蓄电池、清理装置、吹灰装置、限位装置、压紧装置和美缝剂注入定型装置,框架上端面与下端面上分别设置有上壳体与下壳体,框架下端面四角处设置有滑轮,框架下端面从左至右依次设置有美缝剂注入定型装置、压紧装置、限位装置、吹灰装置和清理装置,上壳体内设置有美缝剂存储箱、动力泵、气泵和蓄电池。本发明采用清理装置,不仅保证了皮带的松紧度,提高了传动效率,而且减少了本装置在运行过程中遇到碎石块对瓷砖表面的损
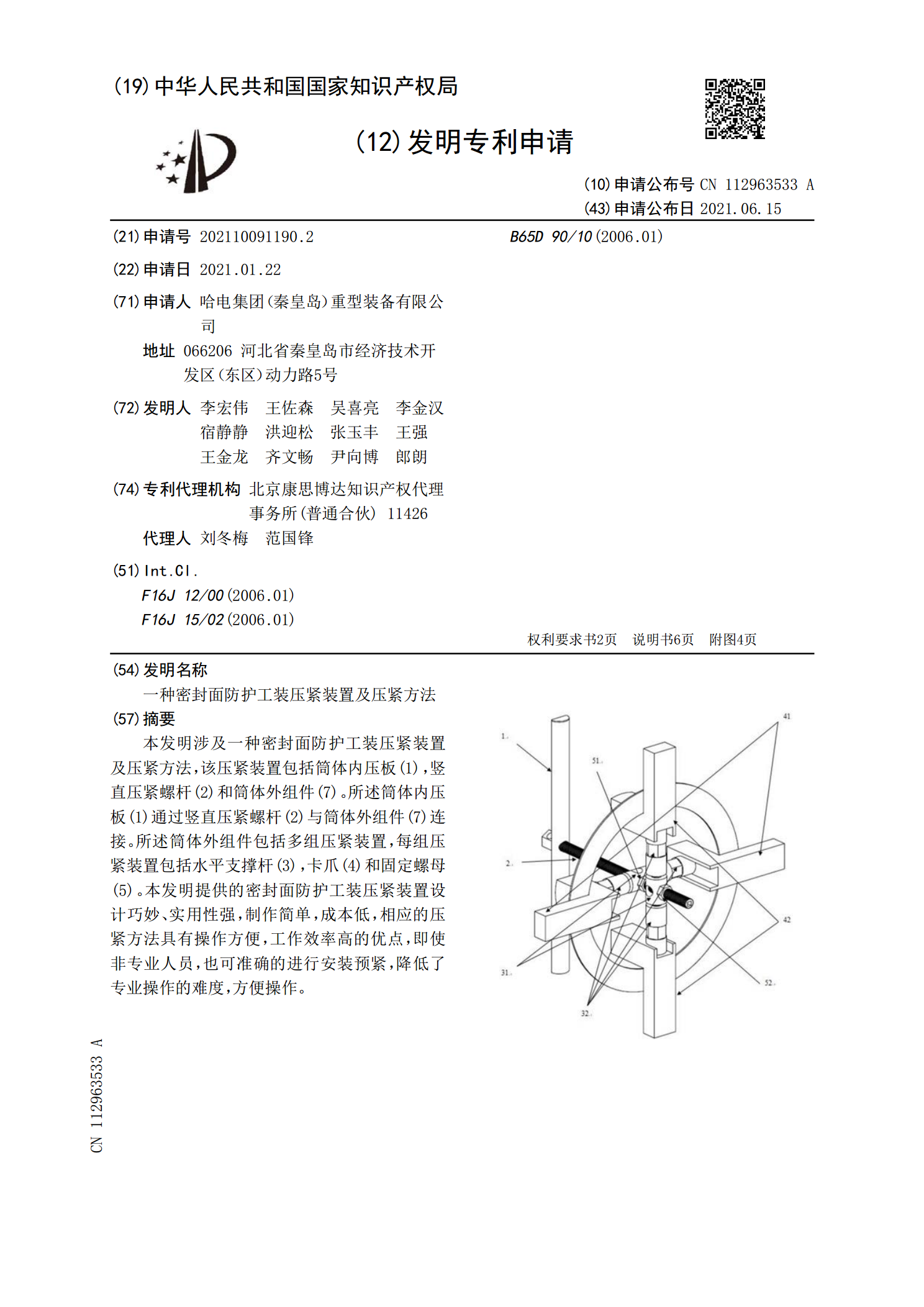
一种密封面防护工装压紧装置及压紧方法.pdf
本发明涉及一种密封面防护工装压紧装置及压紧方法,该压紧装置包括筒体内压板(1),竖直压紧螺杆(2)和筒体外组件(7)。所述筒体内压板(1)通过竖直压紧螺杆(2)与筒体外组件(7)连接。所述筒体外组件包括多组压紧装置,每组压紧装置包括水平支撑杆(3),卡爪(4)和固定螺母(5)。本发明提供的密封面防护工装压紧装置设计巧妙、实用性强,制作简单,成本低,相应的压紧方法具有操作方便,工作效率高的优点,即使非专业人员,也可准确的进行安装预紧,降低了专业操作的难度,方便操作。
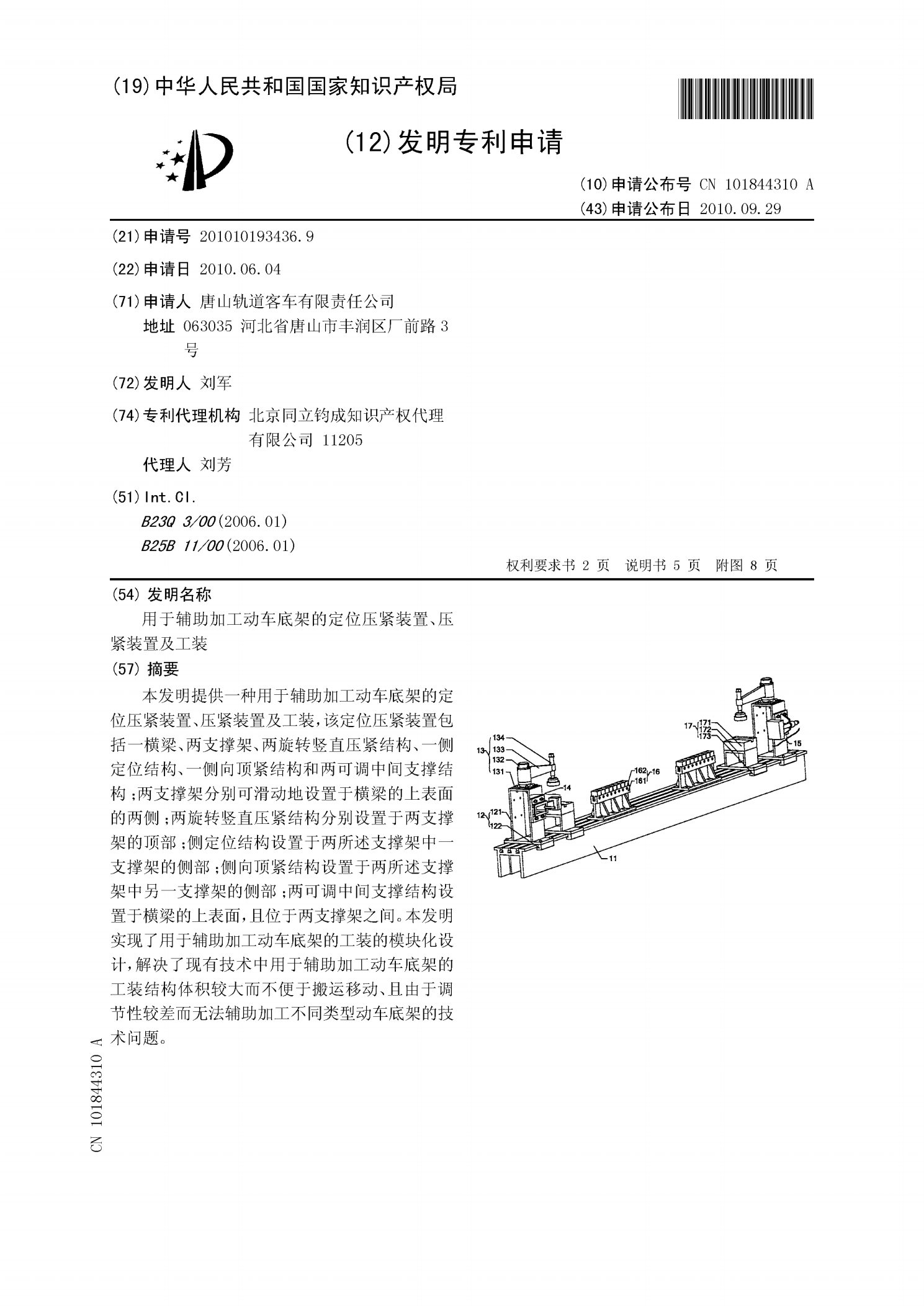
用于辅助加工动车底架的定位压紧装置、压紧装置及工装.pdf
本发明提供一种用于辅助加工动车底架的定位压紧装置、压紧装置及工装,该定位压紧装置包括一横梁、两支撑架、两旋转竖直压紧结构、一侧定位结构、一侧向顶紧结构和两可调中间支撑结构;两支撑架分别可滑动地设置于横梁的上表面的两侧;两旋转竖直压紧结构分别设置于两支撑架的顶部;侧定位结构设置于两所述支撑架中一支撑架的侧部;侧向顶紧结构设置于两所述支撑架中另一支撑架的侧部;两可调中间支撑结构设置于横梁的上表面,且位于两支撑架之间。本发明实现了用于辅助加工动车底架的工装的模块化设计,解决了现有技术中用于辅助加工动车底架的工装
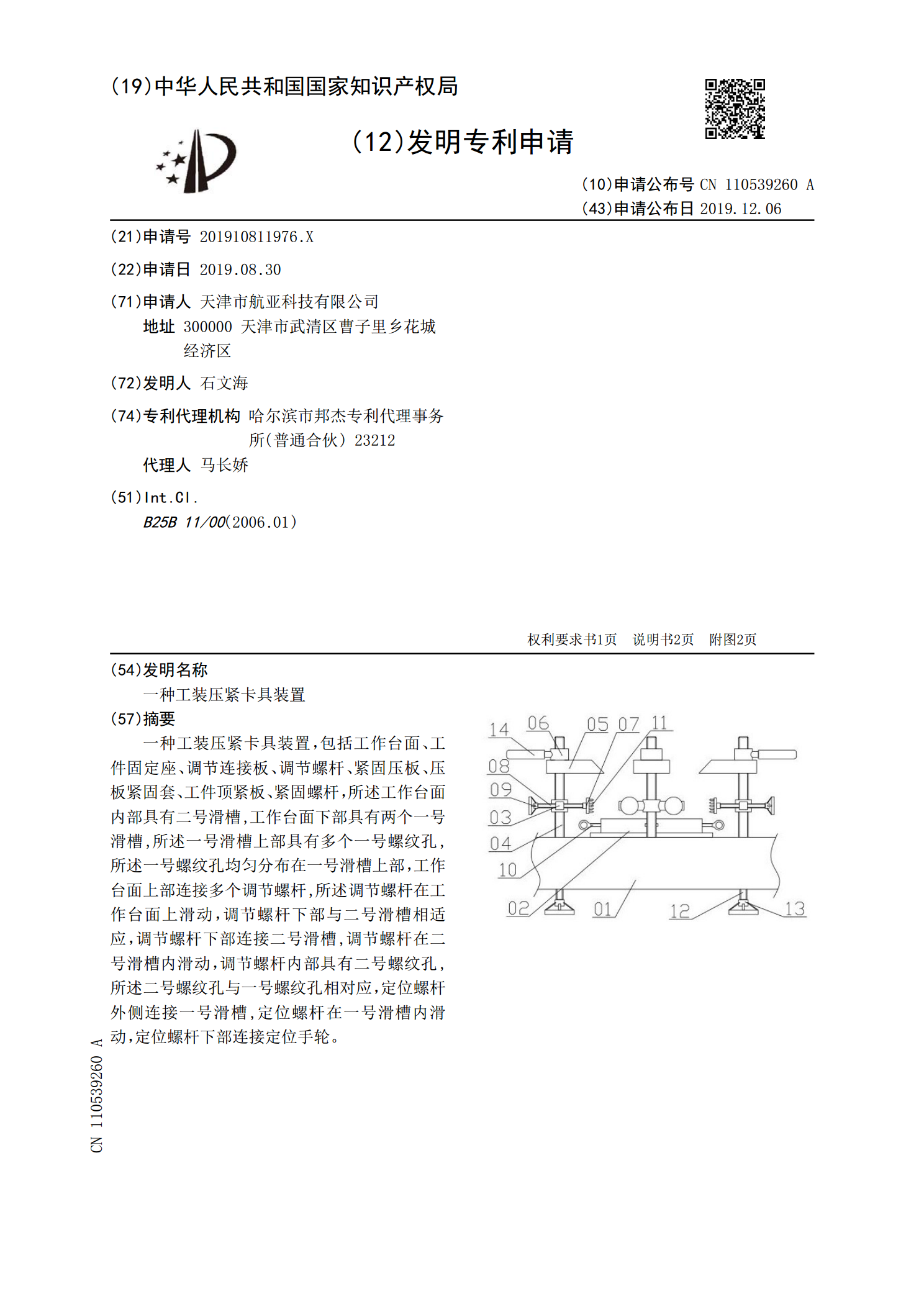
一种工装压紧卡具装置.pdf
一种工装压紧卡具装置,包括工作台面、工件固定座、调节连接板、调节螺杆、紧固压板、压板紧固套、工件顶紧板、紧固螺杆,所述工作台面内部具有二号滑槽,工作台面下部具有两个一号滑槽,所述一号滑槽上部具有多个一号螺纹孔,所述一号螺纹孔均匀分布在一号滑槽上部,工作台面上部连接多个调节螺杆,所述调节螺杆在工作台面上滑动,调节螺杆下部与二号滑槽相适应,调节螺杆下部连接二号滑槽,调节螺杆在二号滑槽内滑动,调节螺杆内部具有二号螺纹孔,所述二号螺纹孔与一号螺纹孔相对应,定位螺杆外侧连接一号滑槽,定位螺杆在一号滑槽内滑动,定位螺