
一种3D打印球形金属粉末处理喷嘴、方法和制造装置.pdf

诗文****仙女

1/9

2/9

3/9

4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种3D打印球形金属粉末处理喷嘴、方法和制造装置.pdf
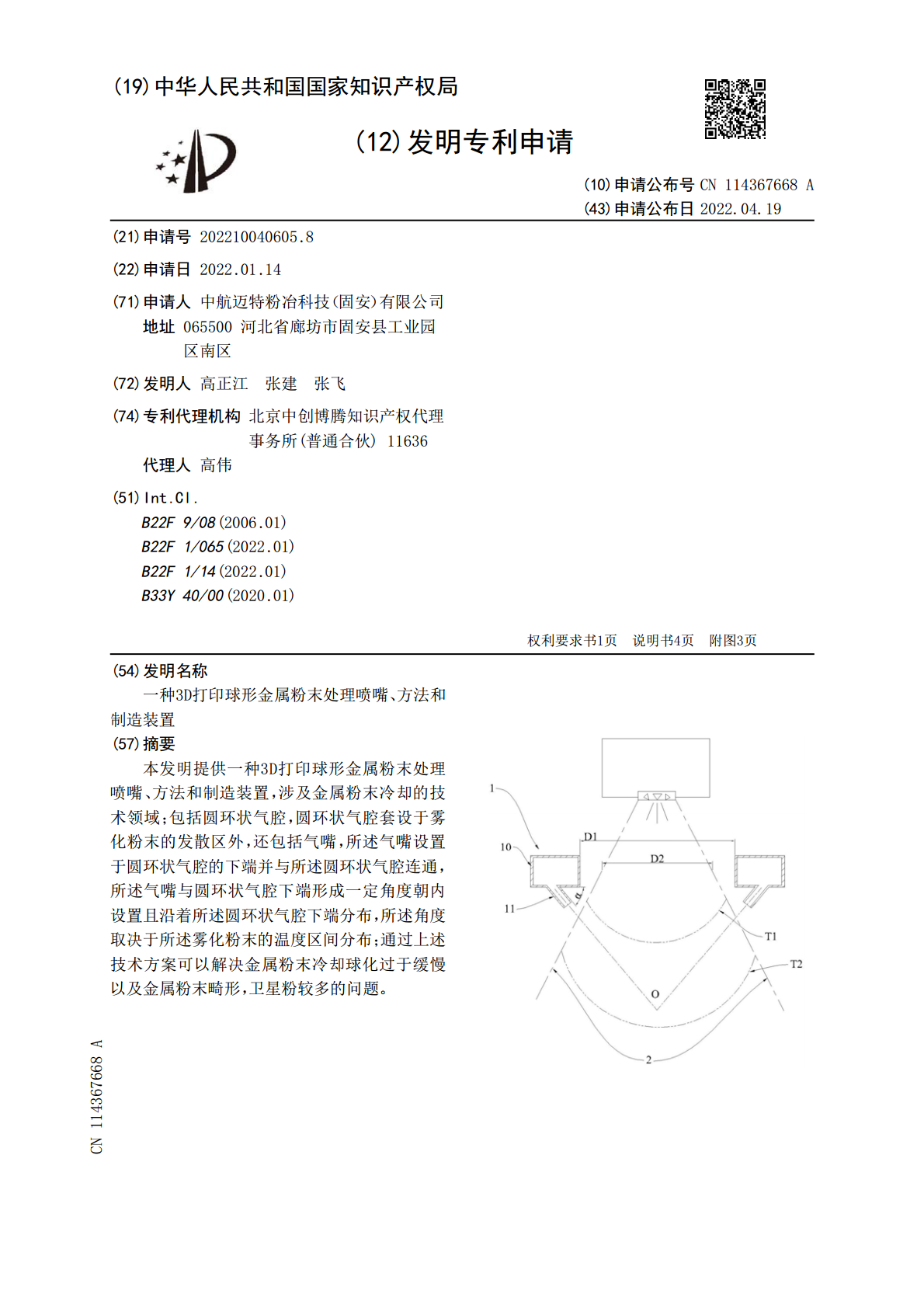
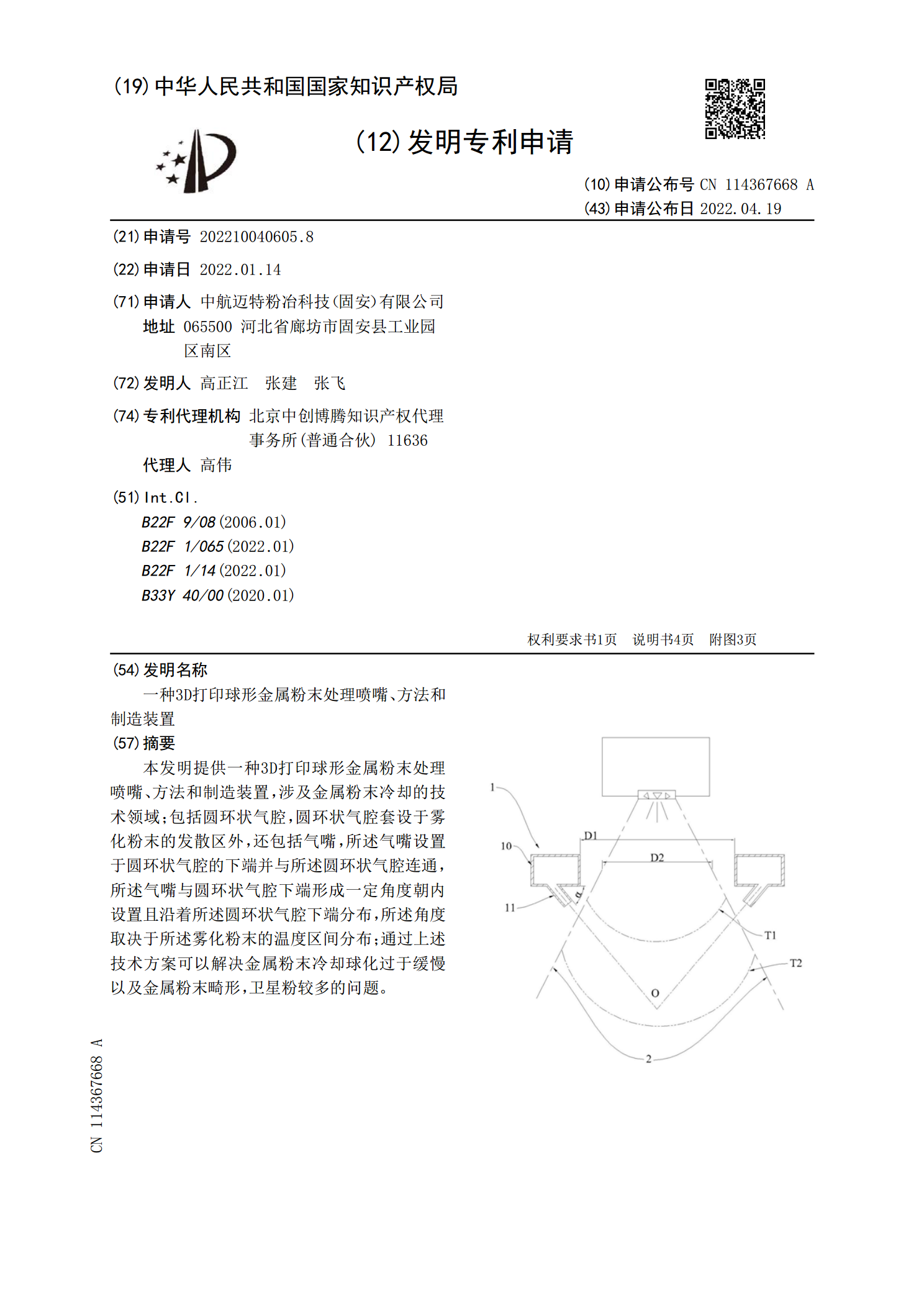
本发明提供一种3D打印球形金属粉末处理喷嘴、方法和制造装置,涉及金属粉末冷却的技术领域;包括圆环状气腔,圆环状气腔套设于雾化粉末的发散区外,还包括气嘴,所述气嘴设置于圆环状气腔的下端并与所述圆环状气腔连通,所述气嘴与圆环状气腔下端形成一定角度朝内设置且沿着所述圆环状气腔下端分布,所述角度取决于所述雾化粉末的温度区间分布;通过上述技术方案可以解决金属粉末冷却球化过于缓慢以及金属粉末畸形,卫星粉较多的问题。

超细球形金属粉末的制造方法及装置.pdf
本发明公开了超细球形金属粉末的制造方法及装置,涉及金属粉末材料制备技术领域。该装置,包括控制面板、电源、加料机、高温蒸发炉、成核管、冷却缓冲罐、过滤收集系统和鼓风机;成核管中设置有刮板结构,上述刮板结构包括刮板杆、刮板头和凸出部件。通过在成核管内设置刮板结构,实现在装置运转过程中除去附着物的目的,提高装置生产效率,改善金属粉末产品的质量;并且在刮板杆上设置有凸出部件,在刮板结构运动或静置状态下,均能够对气体起到一定的搅拌作用,金属粉末粒径分布变窄,提高产品质量;减缓载流气体速率,为金属粉末的生长、结晶化提

一种3D打印金属粉末加工处理装置.pdf
本发明涉及3D打印金属粉末加工领域,涉及一种3D打印金属粉末加工处理装置;包括筛选筒、投料斗、设置在下料管正下方的中心筒、锥形筛、落料槽、开设在落料槽上且位于导料锥和锥形筛之间的内环形槽、开设在锥形筛外侧且位于锥形筛与筛选筒之间的外环形槽、连通外环形槽与中心筒的回流管、提升螺旋叶片;本发明通过设有锥形筛、导料锥、中心筒、落料槽、回流管、提升螺旋叶片,通过对金属粉末进行筛选、分流、回流,实现对球形金属粉末的循环筛选,提高金属粉末的筛出率,避免原料浪费。

3D打印用金属粉末球形度分析方法.docx
3D打印用金属粉末球形度分析方法标题:3D打印用金属粉末球形度分析方法摘要:随着3D打印技术的快速发展和广泛应用,控制金属粉末的质量对于保证3D打印制品的质量至关重要。而金属粉末的球形度是一个重要的质量指标,直接影响到3D打印制品的密实度、机械性能以及表面光滑度。本文主要介绍了金属粉末球形度的分析方法,并对其应用进行了探讨,旨在为3D打印行业提供参考。1.引言3D打印技术作为一种快速、灵活的制造技术,已在许多领域得到广泛应用。金属3D打印是其中的一个重要应用方向,其通过将金属粉末层层堆叠,通过熔融或烧结等

一种无卫星球高球形度3D打印增材制造金属粉末及其制备方法与设备.pdf
本发明涉及材料领域,具体公开了一种无卫星球高球形度3D打印增材制造金属粉末及其制备方法与设备。本发明采用“环气流壁反卫星球”真空惰性气体雾化方法,先采用真空中频熔炼炉将金属材料熔化,然后使用超音速气体将熔化的金属熔体破碎、冷却制得具有一定粒度范围的金属合金粉末,在“环气流壁反卫星球”装置的辅助作用下,制备的3D打印增材制造金属合金粉末具有球形度高、卫星球少、流动性好和氧含量低的特点。本发明所采用的制粉方法,是一种新型的工艺简单、易于操作、产品粒度集中、球形度高、卫星球少、流动性好和氧含量低的3D打印增材制