
LCD生产工艺流程.ppt

运升****魔王


1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

LCD生产工艺流程.ppt
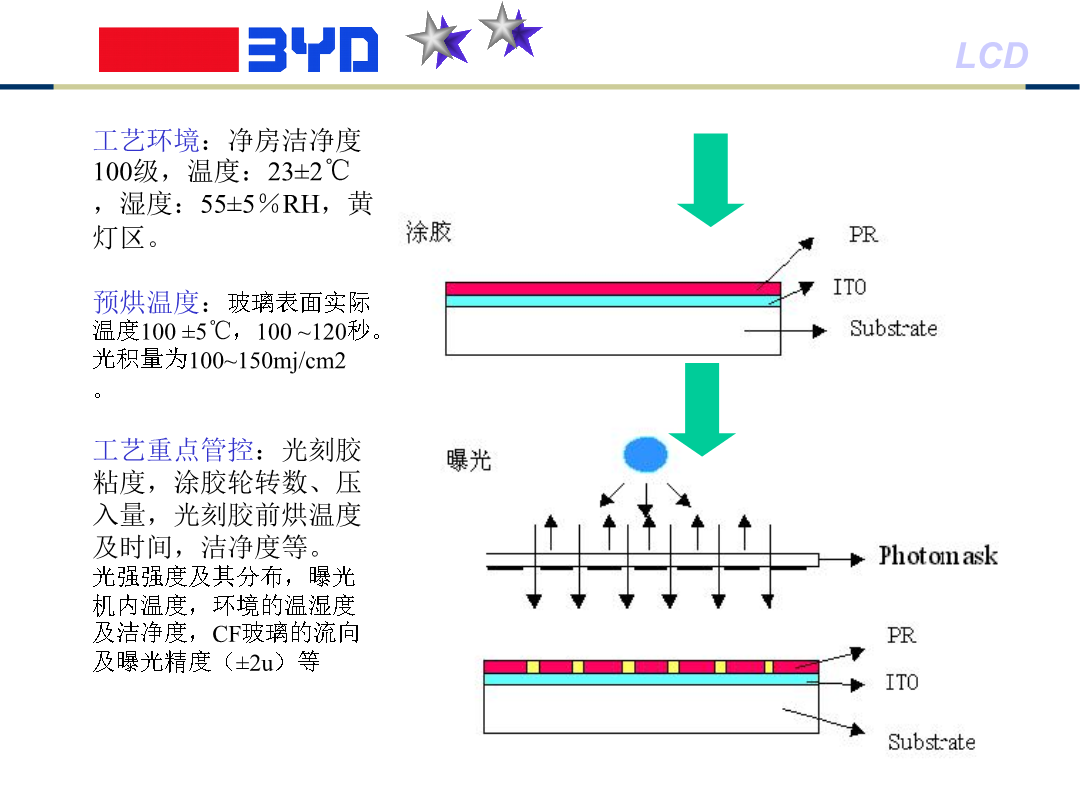
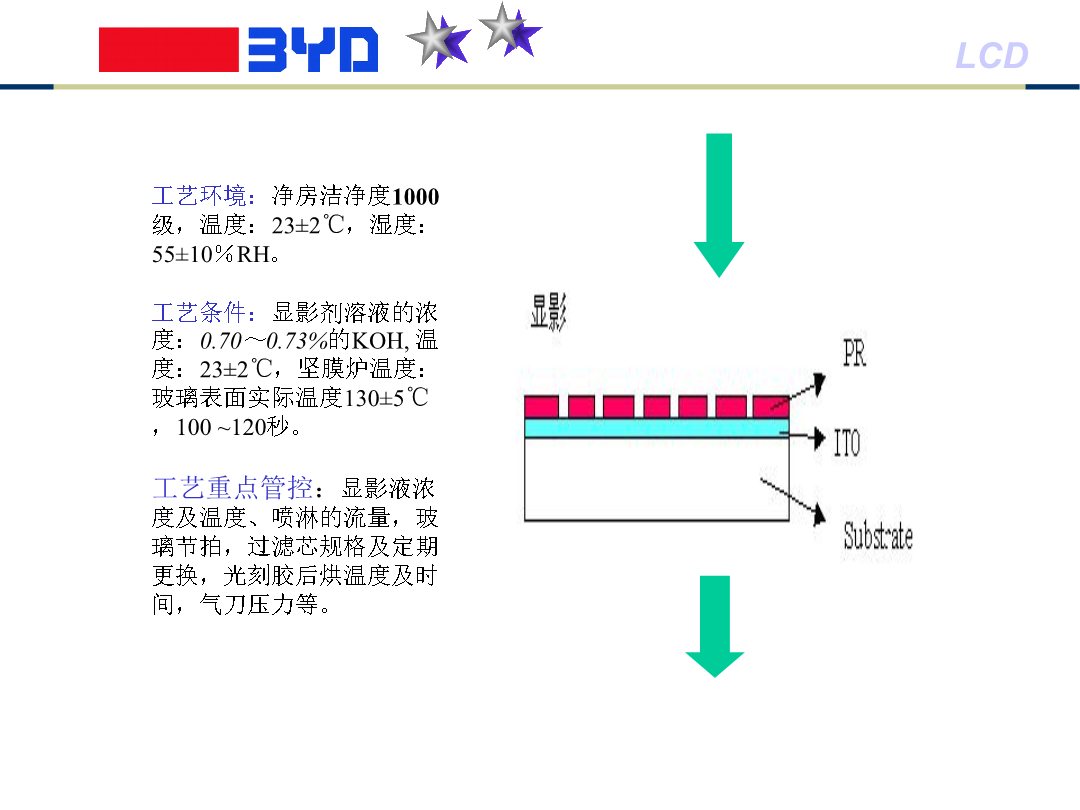
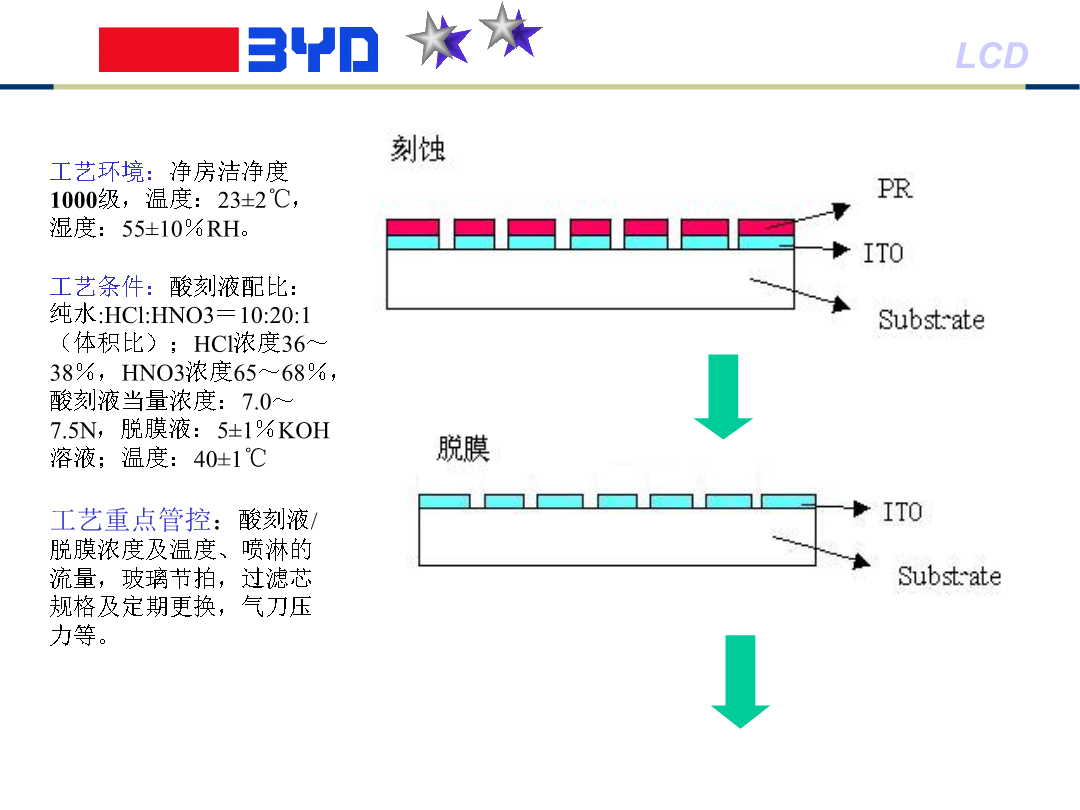
LCD制造部曝光图形段浮胶原材料玻璃极板工艺环境:净房洁净度100级温度:23±2℃湿度:55±5%RH黄灯区。预烘温度:玻璃表面实际温度100±5℃100~120秒。光积量为100~150mj/cm2。工艺重点管控:光刻胶粘度涂胶轮转数、压入量光刻胶前烘温度及时间洁净度等。光强强度及其分布曝光机内温度环境的温湿度及洁净度CF玻璃的流向及曝光精度(±2u)等工艺环境:净房洁净度1000级温度:23±2℃湿度:55±10%RH。工艺条件:显影剂溶液的浓度:0.70~0.73%的KOH温度:23±2

LCD工艺流程.pdf
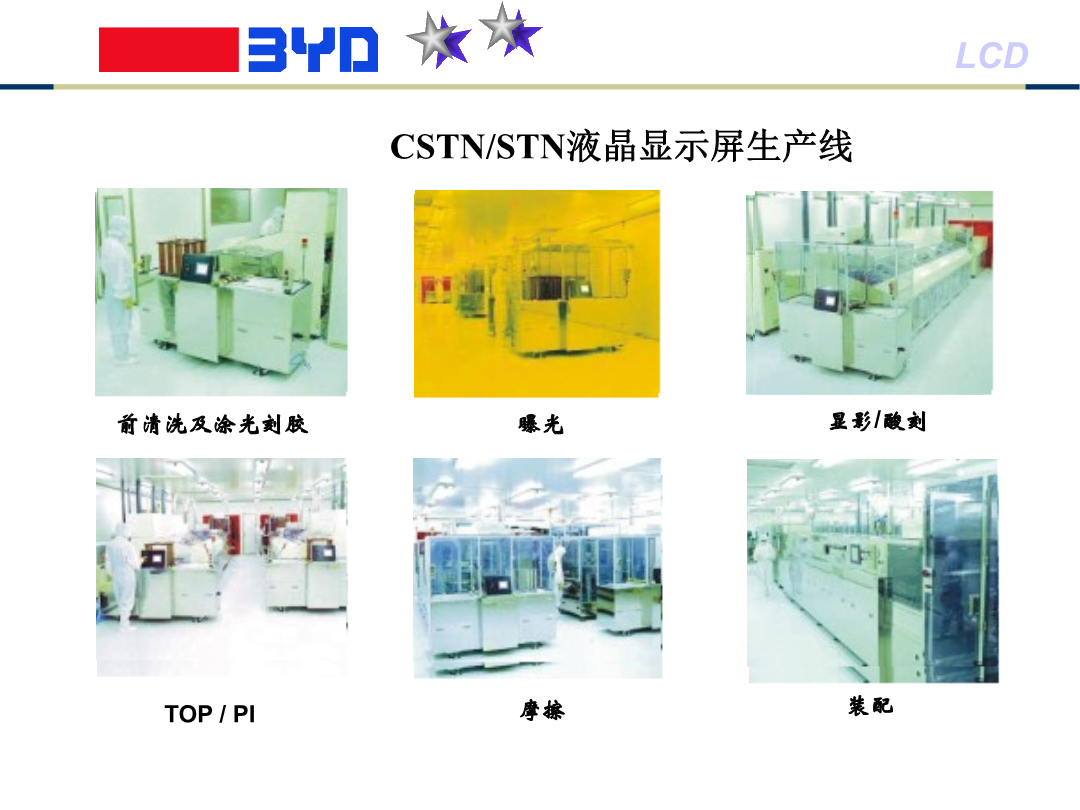
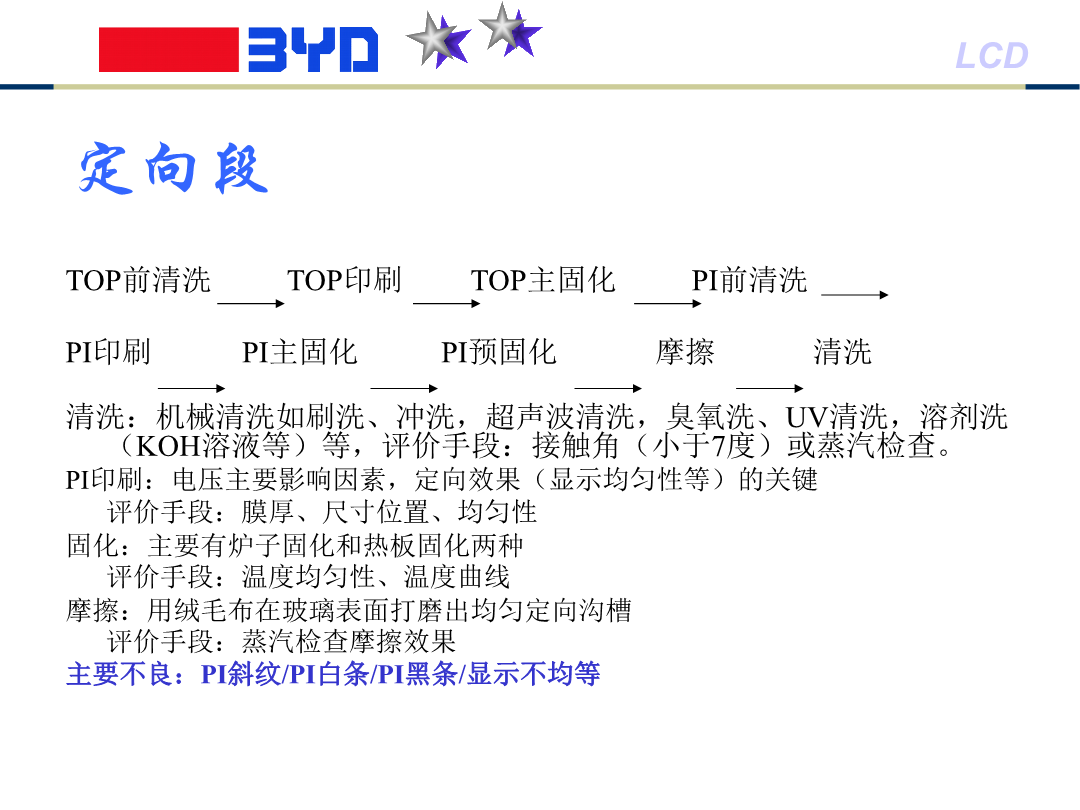
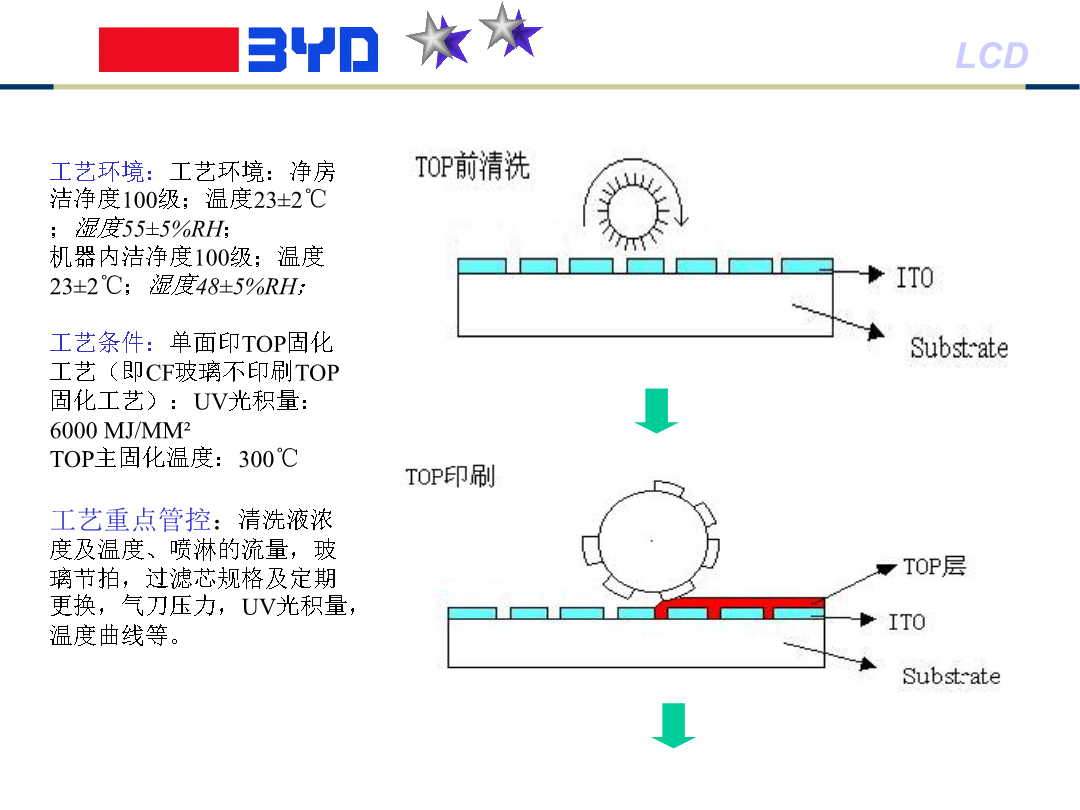
LCDLCD工艺流程LCD制造部2007年02月08日LCDCSTN/STN液晶显示屏生产线前清洗及涂光刻胶曝光显影/酸刻TOP/PI摩擦装配LCD图形段来料玻璃清洗涂感光胶前烘曝光显影显影检查后烘酸刻图形检查清洗:机械清洗如刷洗、冲洗,超声波清洗,臭氧洗、UV清洗,溶剂洗等评价手段:接触角、强光检查表面、显微镜检查涂感光胶:正性胶、负性胶,我们使用正性胶。评价手段:膜厚度、显影效果、去除效果曝光:由光路产生的平行紫外线曝光,接触式、恒温、自动对位评价手段:光强均匀性、对位精度、图形精度酸刻:盐酸、硝酸混

TFT-LCD简介与生产工艺流程.ppt
sunyes23456789TFTLCD简介与生产工艺流程TFT-LCD显像原理(2)121314ITO透明导电层的作用16171819202122232425262728293031sunyes333435363738

LCD-工艺流程0.ppt
湿制程工艺流程湿制程工艺流程玻璃清洗涂光刻胶/预固化曝光/显影显影检查、修复,固膜酸刻脱膜/后清洗干制程工艺流程PI印刷预固化100℃摩擦印框印点/导电金球的印刷喷粉组合热压后工序工艺流程后工序工艺流程切割/断条注液晶整平、封口:清洗/目测/电测磨边/清洗装PIN帖ACF邦定贴偏光片检查/包装
LCD-工艺流程PPT课件.ppt
湿制程工艺流程湿制程工艺流程玻璃清洗涂光刻胶/预固化曝光/显影显影检查、修复,固膜酸刻脱膜/后清洗干制程工艺流程PI印刷预固化100℃摩擦印框印点/导电金球的印刷喷粉组合热压后工序工艺流程后工序工艺流程切割/断条注液晶整平、封口:清洗/目测/电测磨边/清洗装PIN帖ACF邦定贴偏光片检查/包装