
金属塑性成形原理及工艺.pdf

是你****深呀

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共49页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属塑性成形原理及工艺.pdf
第一章绪论一、课程简介金属塑性成形原理及工艺是一门专业理论课。它由两个部分组成:金属塑性成形原理部分和冲压工艺部分。其中金属塑性成形原理部分是冲压工艺部分的理论基础。随着冲压工艺及模具技术的迅速发展在现代工业生产中冲压工艺在航空、兵工、汽车、拖拉机、电器、电子、仪表及日用品生产中应用十分广泛占有很重要的地位。模具已经成为生产各种工业产品不可缺少的重要工艺装备为了扩展学生在成形原理和工艺装备方面的知识面以适应社会的需求在机械工程及自

《金属塑性成形原理及工艺》课程讲义.pdf
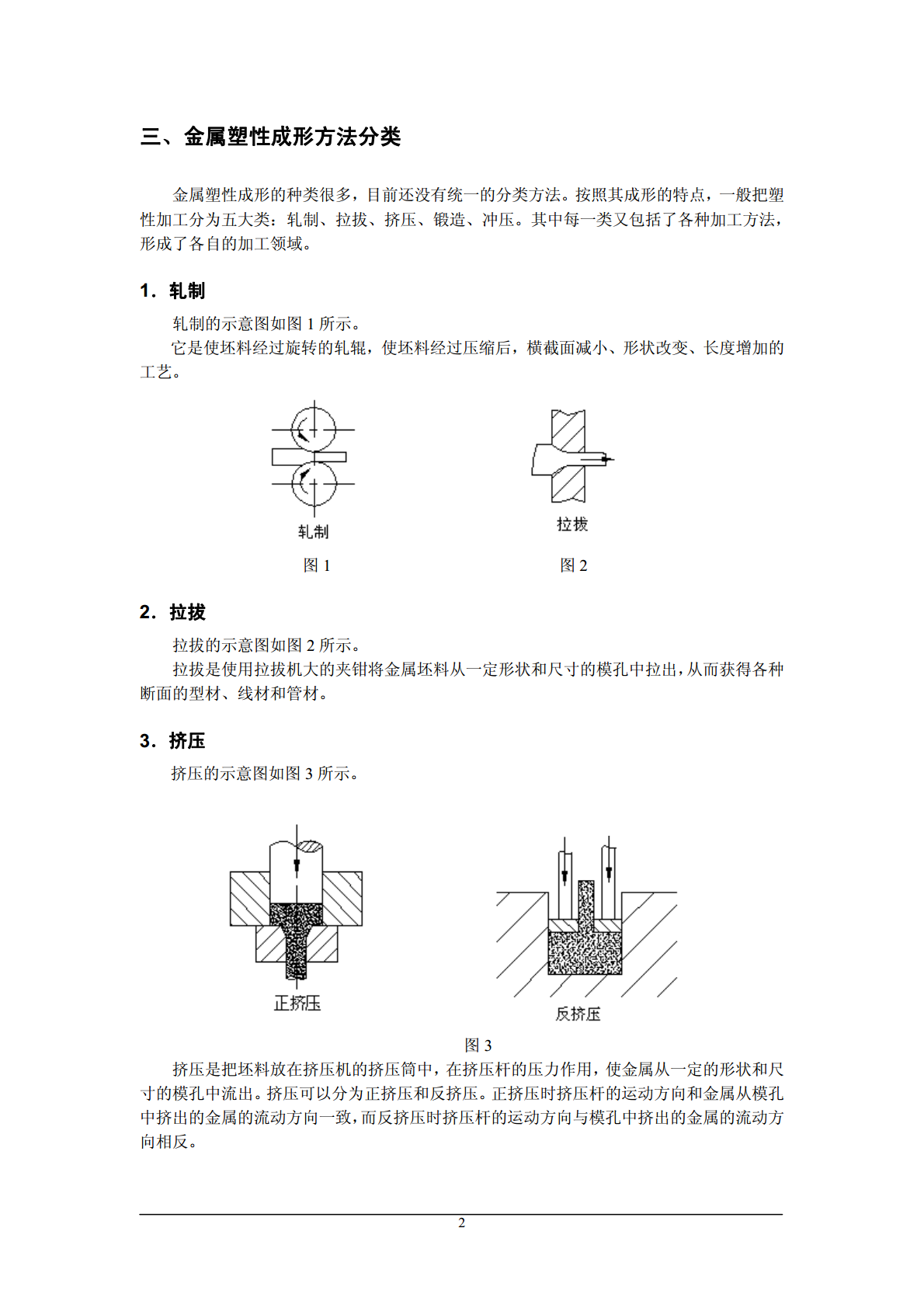
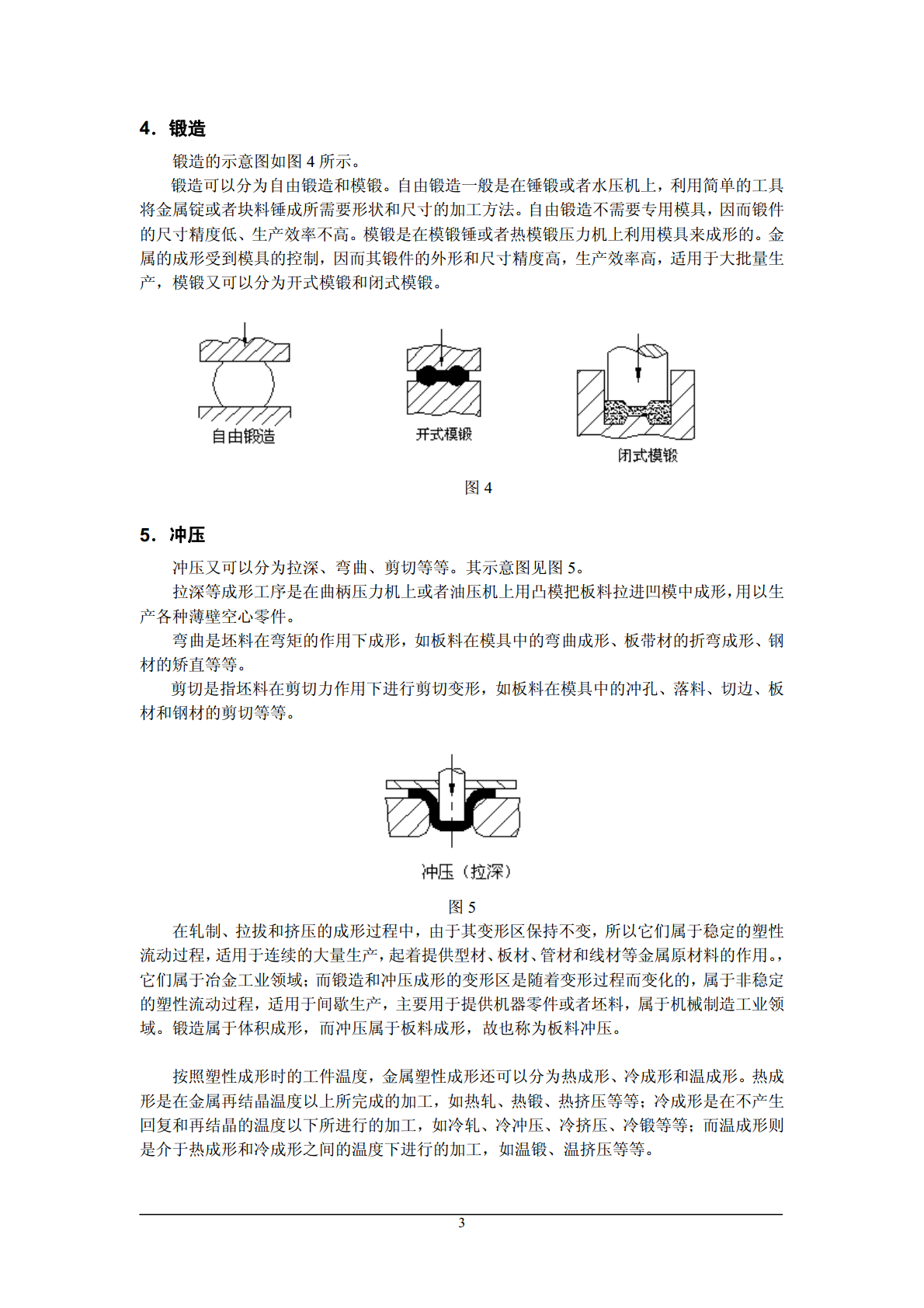
第一章绪论一、课程简介金属塑性成形原理及工艺是一门专业理论课。它由两个部分组成:金属塑性成形原理部分和冲压工艺部分。其中,金属塑性成形原理部分是冲压工艺部分的理论基础。随着冲压工艺及模具技术的迅速发展,在现代工业生产中,冲压工艺在航空、兵工、汽车、拖拉机、电器、电子、仪表及日用品生产中应用十分广泛,占有很重要的地位。模具已经成为生产各种工业产品不可缺少的重要工艺装备,为了扩展学生在成形原理和工艺装备方面的知识面,以适应社会的需求,在机械工程及自动化专业开设“塑性成形原理及工艺”课程。金属塑性成形是金属加工

金属塑性成形工艺设计.ppt
3.3金属塑性成形工艺设计1.绘制锻件图例:如图所示的轴批量为10件/月材料为45号钢。3.计算毛坯重量4.计算毛坯尺寸根据算出的坯料重量可算出坯料的体积坯料的尺寸则取决于第一工序的性质。若是镦粗则坯料的高径比不应超过2.5(以免镦弯)但要大于1.25(使下料方便);若是拔长则按锻件的最大截面(最小变形)处满足锻造比要求来选择坯料尺寸。最后所确定的坯料直径或边长应为标准值(市场可买到)再按体积计算坯料的长度即:L0=V0/F0=4V0/D02采用钢锭为坯料的大型锻件则根据算出的坯料

金属塑性成形工艺.ppt
第二节金属塑性成形工艺汽车锻件典型的冲压件塑性成形工艺金属塑性成形是在外力作用下通过塑性变形获得具有一定形状、尺寸和力学性能的零件或毛坯的加工方法。金属塑性成形可分为:自由锻、模锻、板料冲压、挤压、拉拔、轧制成形方式如图所示。压力加工与其它成形方法比较具有以下特点:金属的塑性成形基础一、金属塑性变形的基本概念二、金属塑性变形对组织和性能的影响1.变形程度的影响压力加工时塑性变形程度的大小常用锻造比Y锻来表示拔长时的锻造比Y锻=S0/S(S0、S分别表示拔长前后金属坯料的横截面积

金属塑性成形原理.doc
第一章塑性成形原理实验一真实应力-------应变曲线的测定一、实验目的:测定铝的静态(室温、低速)真实应力——应变曲线。二、实验原理:在塑性成形力学分析中,真实应力——应变曲线是不可缺少的重要参数,例如材料进入塑性状态。必须满足等效应力等于单向应力状态下的屈服应力。而这个应力是随变形温度、变形速度和变形程度而变化的。在一定温度、变形速度情况下,真实应力随变形程度的关系称为真实应力——应变曲线(也称硬化曲线)。这里真实应力是指在单向应力状态下,任一瞬时作用在试件上的变形力与该瞬时试件横截面积之比:----