
模锻工艺.ppt

绮兰****文章


1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模锻工艺.ppt
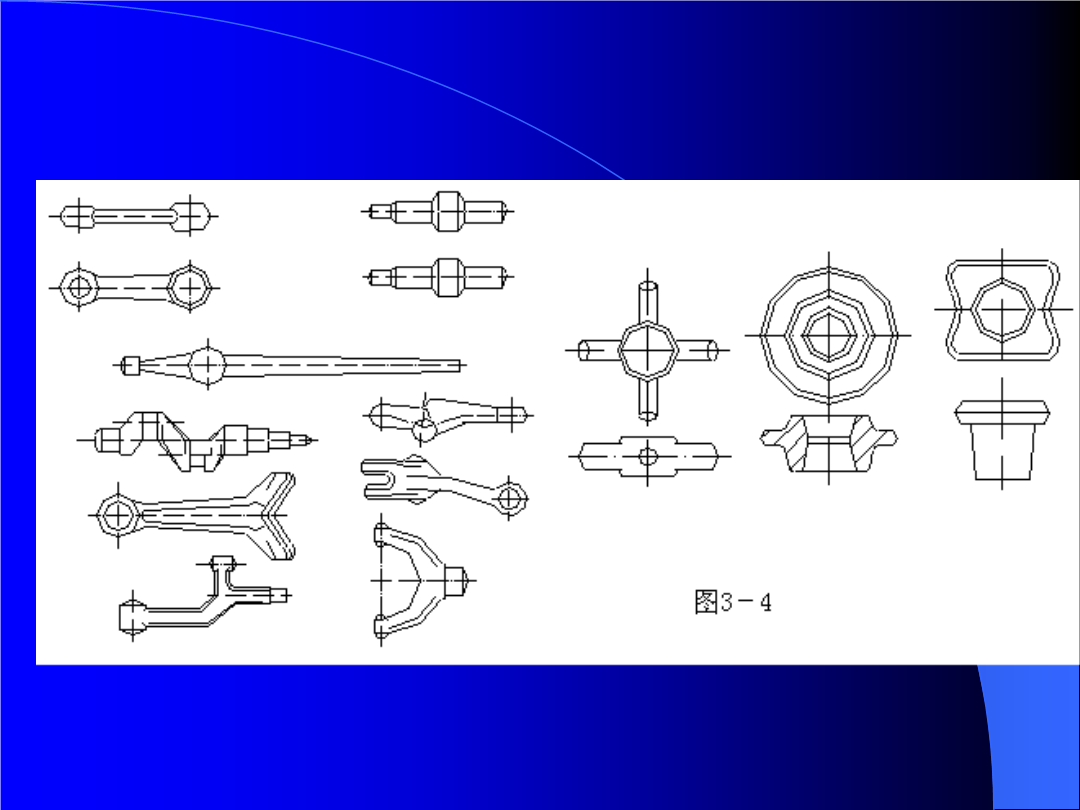
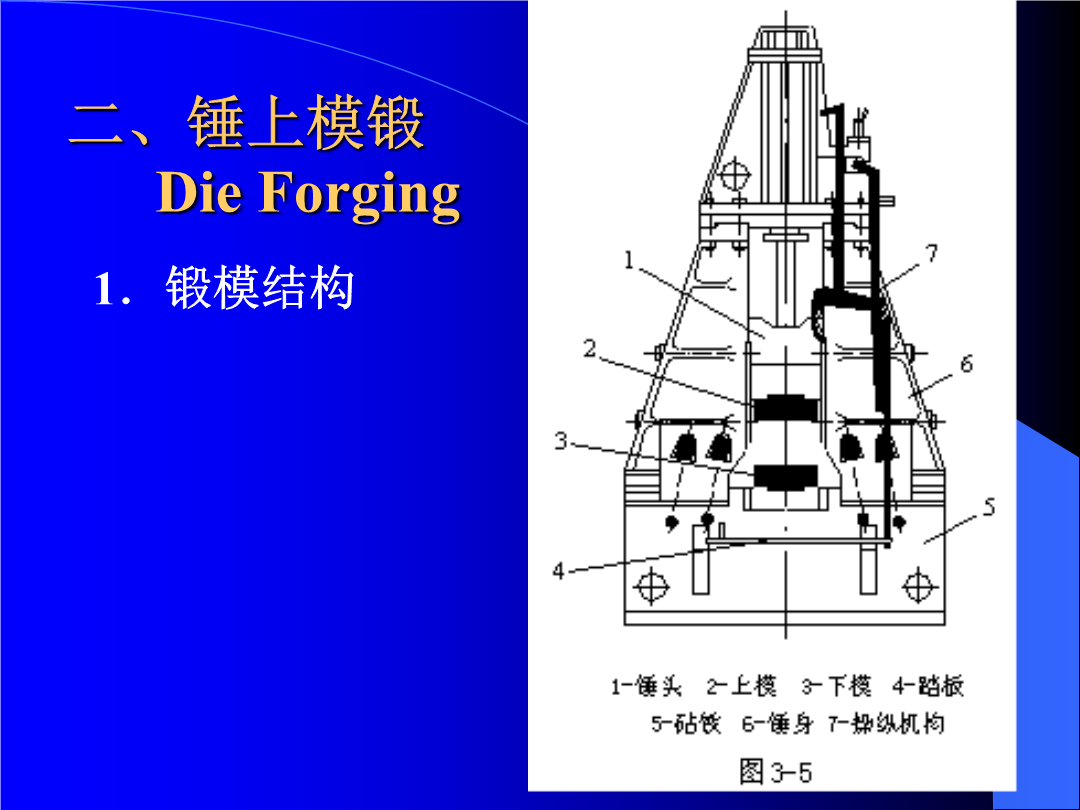
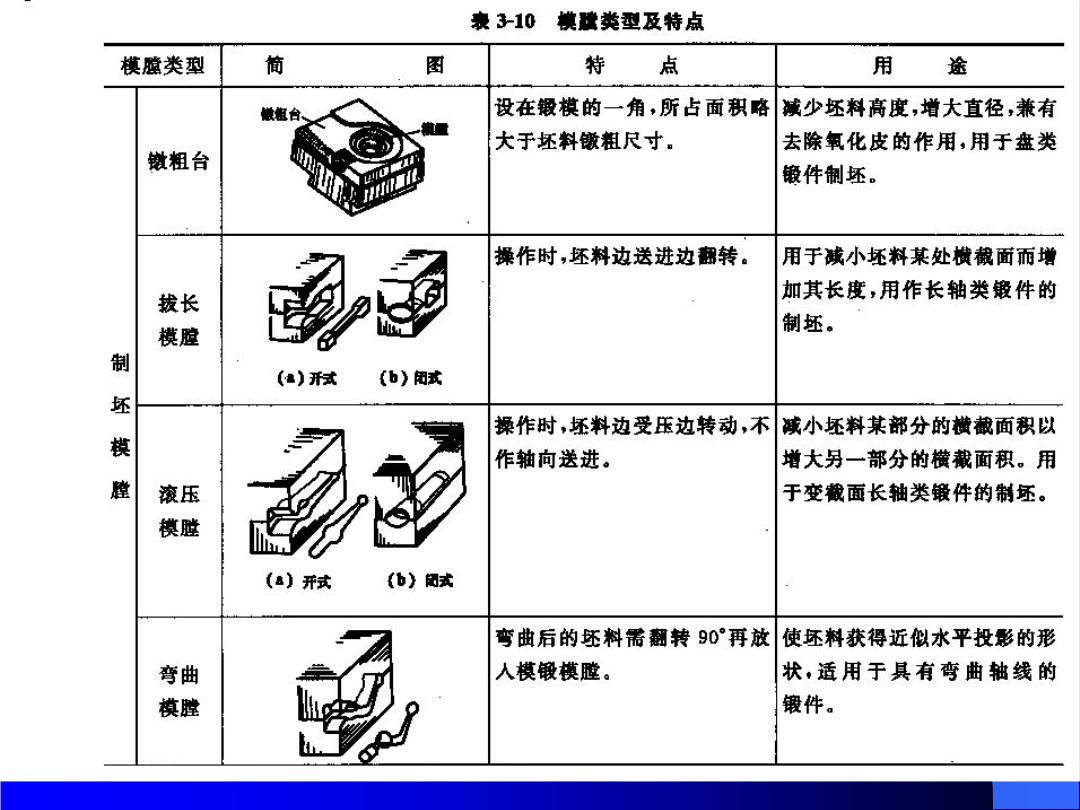
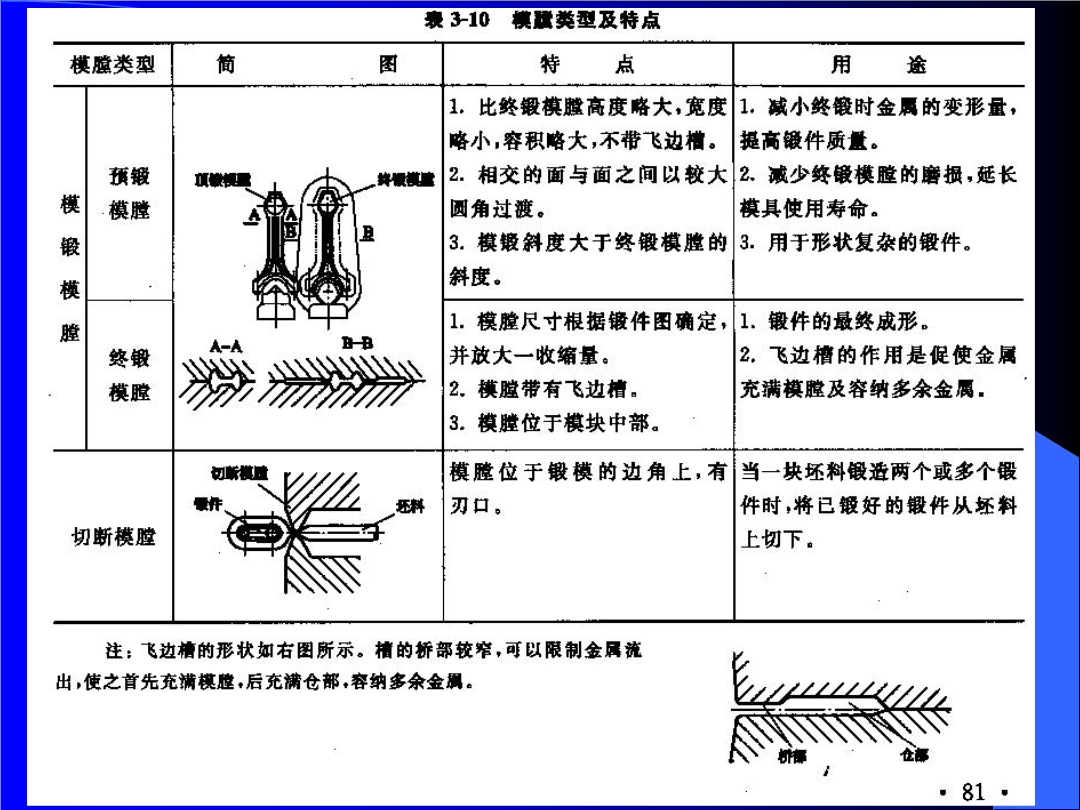
§3-3模锻DieForging模锻过程:下料Cropping→加热Heating→制坯Preforming→模锻DieForging→精整Sizing→热处理HeatTreatment→清理Cleaning→检验Inspection制坯工步Preforming模锻工序DieForging预锻Preforging终锻Finish-Forging切断工步Cutting一、模锻的特点与应用二、锤上模锻DieForging制坯模膛Blocker:使坯料预变形而达到

多向模锻工艺.docx
多向模锻工艺多向模锻工艺摘要:多向模锻工艺是一种高效、快速的金属成形方法,适用于各种材料的制造。本文将介绍多向模锻工艺的原理、参数选择、设备要求和应用领域等方面,以及与其他金属成形方法的比较。希望通过本论文的研究,能够进一步推动多向模锻工艺的发展和应用。一、引言多向模锻工艺是一种冲击与模压相结合的金属成形方法,通过操纵锻造模具的运动轨迹和冲击力的方向及大小,实现金属材料的快速成形。相较于传统的模锻工艺,多向模锻工艺具有成形时间短、产品质量高以及制造成本低等优势,因此在航空航天、汽车制造等领域得到了广泛的应

热模锻工艺.docx
热模锻工艺热模锻工艺摘要:热模锻作为一种先进的金属成形工艺,具有高效、高质量、高精度和节能等优点,被广泛应用于航空航天、汽车、机械制造等领域。本文对热模锻工艺进行了综述,包括工艺原理、工艺流程、参数选择和应用前景等方面进行分析,为热模锻的进一步推广和应用提供理论依据和参考。1.引言热模锻是一种采用热模具对金属材料进行加热和成形的金属成形工艺。相对于冷态锻造,热模锻具有许多优点,如能够减小内应力、提高材料性能、改善形状精度和表面质量等。随着科学技术的不断发展,热模锻工艺得到了广泛应用,对工业的发展起着重要的
石油钻杆接头水平模锻工艺与模锻装置.pdf
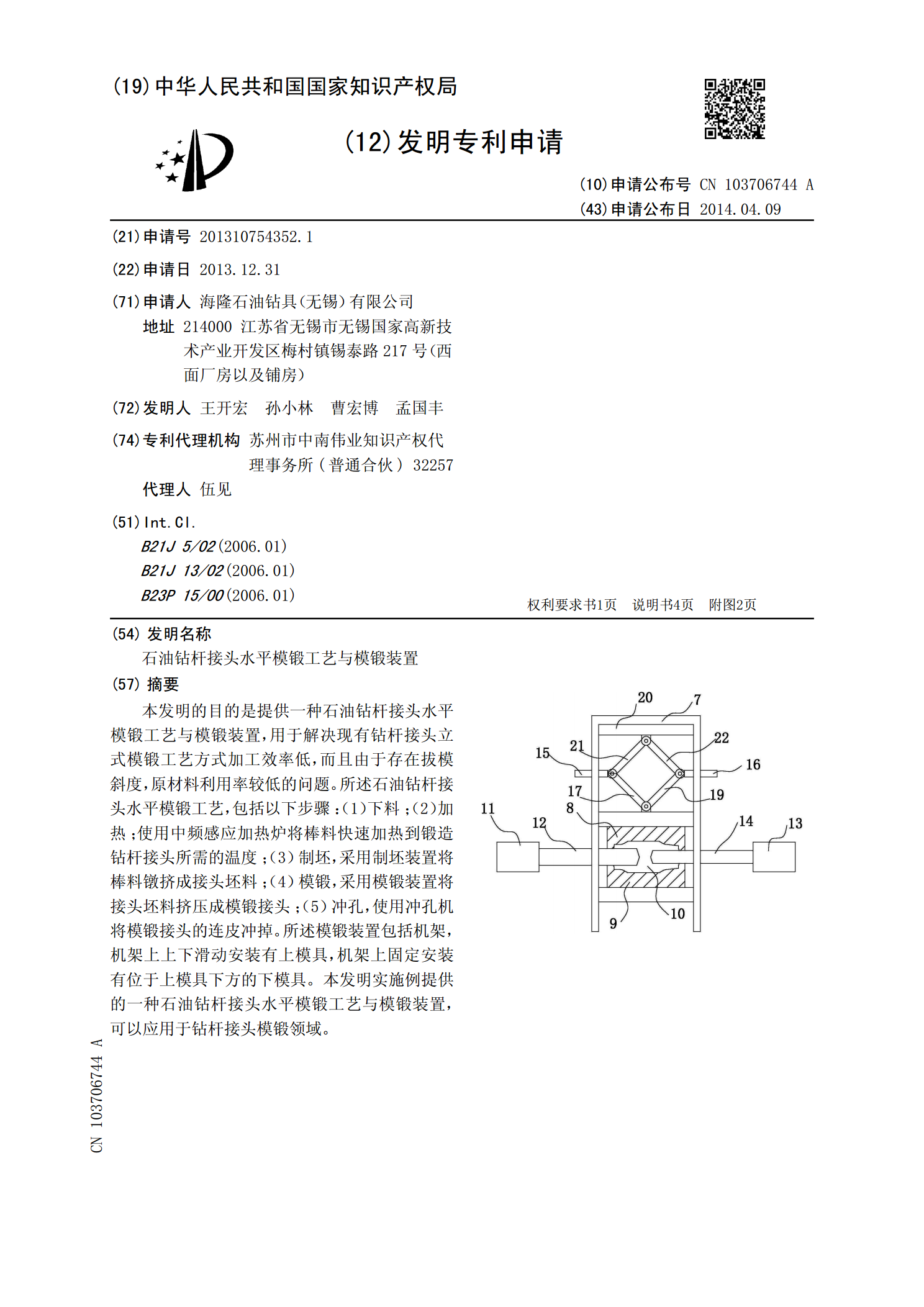
本发明的目的是提供一种石油钻杆接头水平模锻工艺与模锻装置,用于解决现有钻杆接头立式模锻工艺方式加工效率低,而且由于存在拔模斜度,原材料利用率较低的问题。所述石油钻杆接头水平模锻工艺,包括以下步骤:(1)下料;(2)加热;使用中频感应加热炉将棒料快速加热到锻造钻杆接头所需的温度;(3)制坯,采用制坯装置将棒料镦挤成接头坯料;(4)模锻,采用模锻装置将接头坯料挤压成模锻接头;(5)冲孔,使用冲孔机将模锻接头的连皮冲掉。所述模锻装置包括机架,机架上上下滑动安装有上模具,机架上固定安装有位于上模具下方的下模具。本

1模锻方法与工艺.ppt
1锻造概念和特点2锻造种类2锻造种类2锻造种类2锻造种类2锻造种类2锻造种类2锻造种类模锻利用模具使毛坯变形而获锻件的锻造方法.模锻按使用的设备不同分为锤上模锻、曲柄压力机上模锻、平锻机上模锻及摩擦压力机上模锻等。其中锤上模锻是常用的模锻方法。(一)按模锻设备划分1.锤上模锻