
无损探伤检测工艺规程.doc

一条****贺6

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

无损探伤检测工艺规程.doc
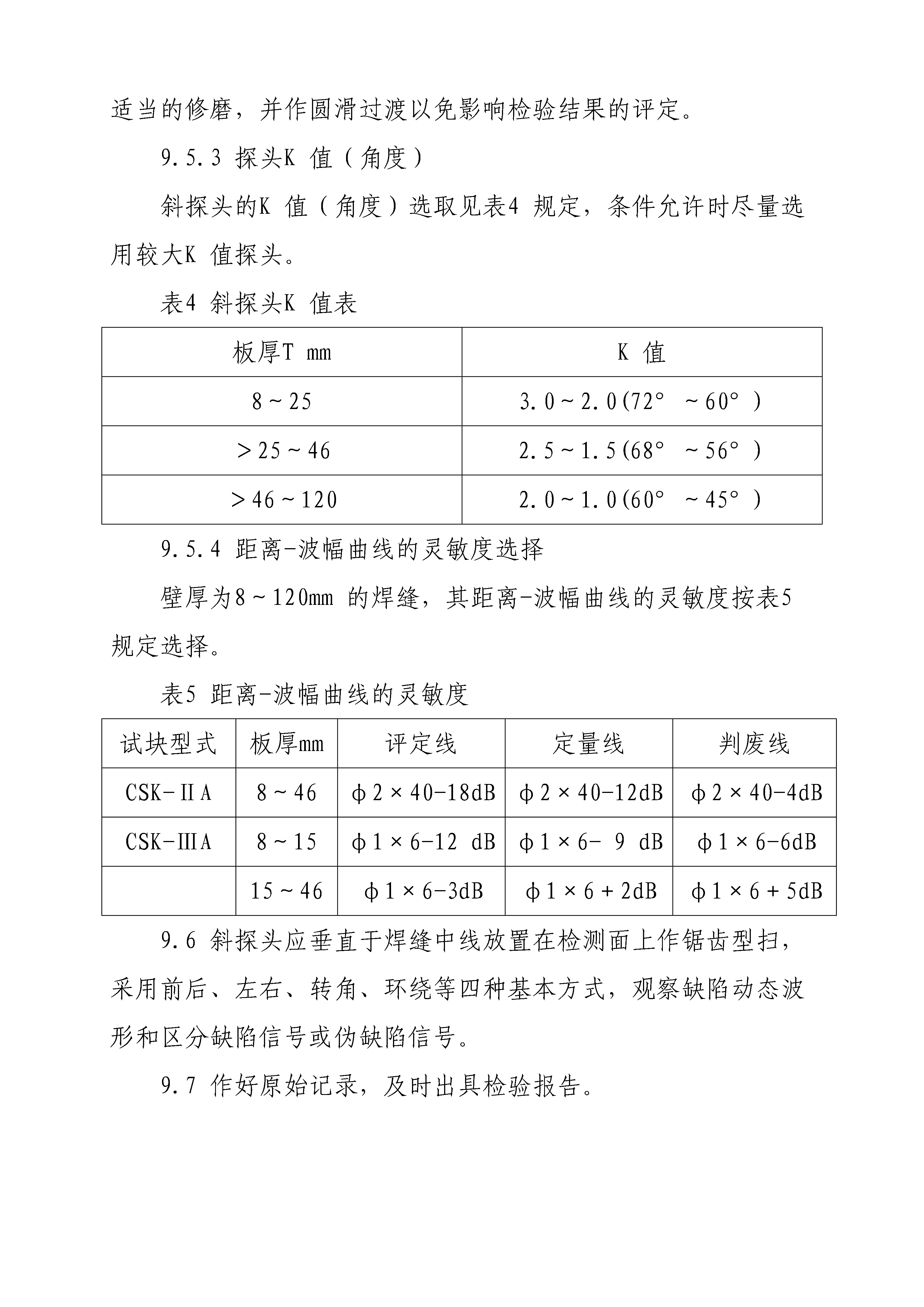
无损探伤检测工艺规程一、检测范围超声检测采用A型脉冲反射式超声探伤仪检测范围包括原材料铸件锻造件焊缝的缺陷检测。二、引用标准、法规:JB/T10559-2006《起重机械无损检测钢焊缝超声检测》三、检测人员检测人员必须持证上岗并严格执行审核制度。四、探伤仪TS-2008C数字式超声波探伤仪工作频率为1~5MHz至少在荧光屏满刻度的80%范围内呈线性显示;80dB以上连续可调衰减器步进级每档≤2dB精度为任意相邻12dB误差在±1dB内最大累计误差不超过1dB;水平线性误差≤1%垂直线性误差≤5

无损探伤检测工艺规程.doc
无损探伤检测工艺规程一、检测范围超声检测采用A型脉冲反射式超声探伤仪,检测范围包括原材料,铸件,锻造件,焊缝的缺陷检测。二、引用标准、法规:JB/T10559-2006《起重机械无损检测钢焊缝超声检测》三、检测人员检测人员必须持证上岗,并严格执行审核制度。四、探伤仪TS-2008C数字式超声波探伤仪,工作频率为1~5MHz,至少在荧光屏满刻度的80%范围内呈线性显示;80dB以上连续可调衰减器,步进级每档≤2dB,精度为任意相邻12dB误差在±1dB内,最大累计误差不超过1dB;水平线性误差≤1%,垂直线

无损探伤检测工艺规程.doc
无损探伤检测工艺规程一、检测范围超声检测采用A型脉冲反射式超声探伤仪,检测范围包括原材料,铸件,锻造件,焊缝的缺陷检测。二、引用标准、法规:JB/T10559-2006《起重机械无损检测钢焊缝超声检测》三、检测人员检测人员必须持证上岗,并严格执行审核制度。四、探伤仪TS-2008C数字式超声波探伤仪,工作频率为1~5MHz,至少在荧光屏满刻度的80%范围内呈线性显示;80dB以上连续可调衰减器,步进级每档≤2dB,精度为任意相邻12dB误差在±1dB内,最大累计误差不超过1dB;水平线性误差≤1%,垂直线

无损检测工艺规程-探伤工艺的制定.pptx
一、无损检测工艺规程涉及:1、通用工艺规程2、工艺卡(一)超声检测通用工艺规程1、定义:无损检测通用艺规程应根据有关法规、安全技术规范、产品原则、有关旳技术文件和JB/T4730.3-2023等原则旳要求,并针对检测机构旳特点和检测能力进行编制旳技术文件。超声波检测通用工艺规程应涵盖本单位(制造、安装或检验检测单位)产品(或检测对象)旳检测范围。2、特点:超声检测通用工艺规程一般以文字阐明为主,检测对象一般为某类工件,它应具有一定旳覆盖性和通用性。3、无损检测通用工艺规程应涉及下列内容:(1)合用范围:指

无损检测工艺规程-探伤工艺的制定.ppt
一、无损检测工艺规程包括:1、通用工艺规程2、工艺卡(一)超声检测通用工艺规程1、定义:无损检测通用艺规程应根据相关法规、安全技术规范、产品标准、有关的技术文件和JB/T4730.3-2005等标准的要求,并针对检测机构的特点和检测能力进行编制的技术文件。超声波检测通用工艺规程应涵盖本单位(制造、安装或检验检测单位)产品(或检测对象)的检测范围。2、特点:超声检测通用工艺规程一般以文字说明为主,检测对象一般为某类工件,它应具有一定的覆盖性和通用性。3、无损检测通用工艺规程应包括以下内容:(1)适用范围:指