
抗氧化钢铸件的熔模铸造工艺.pdf

Wi****m7

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抗氧化钢铸件的熔模铸造工艺.pdf
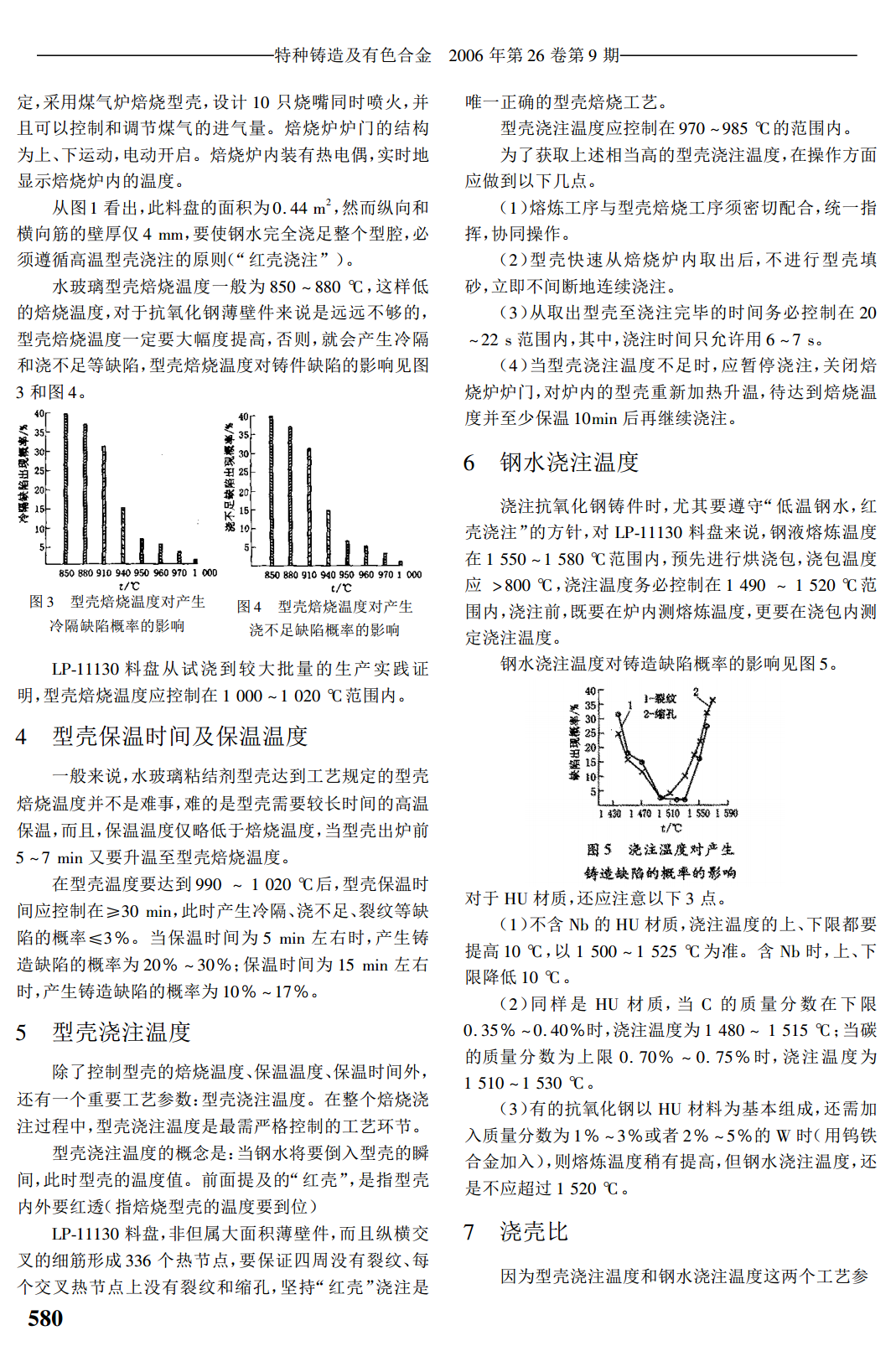
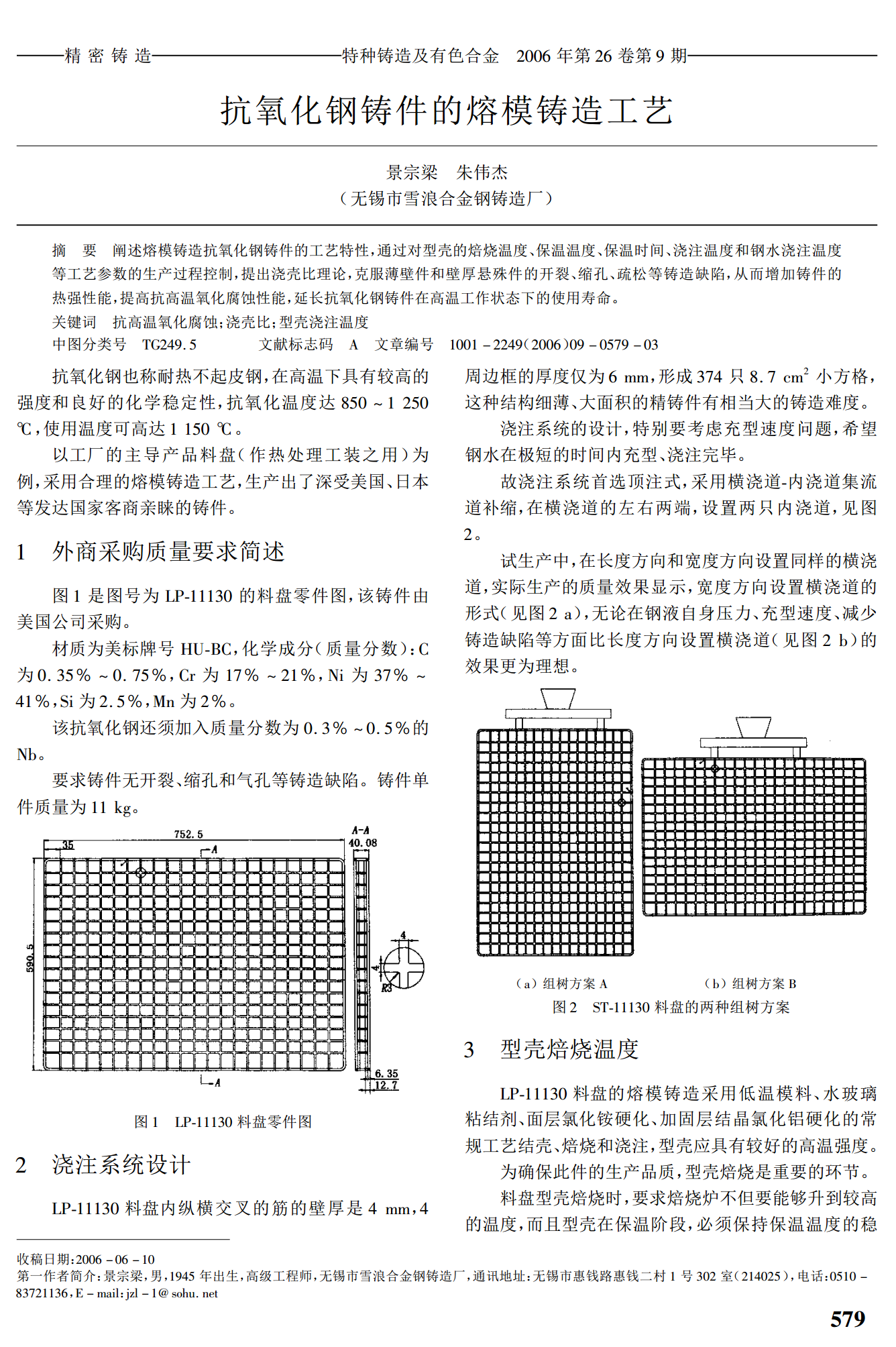
精密铸造特种铸造及有色合金!$++-年第$-卷第&期抗氧化钢铸件的熔模铸造工艺景宗梁!朱伟杰(无锡市雪浪合金钢铸造厂)摘!要!阐述熔模铸造抗氧化钢铸件的工艺特性,通过对型壳的焙烧温度、保温温度、保温时间、浇注温度和钢水浇注温度等工艺参数的生产过程控制,提出浇壳比理论,克服薄壁件和壁厚悬殊件的开裂、缩孔、疏松等铸造缺陷,从而增加铸件的热强性能,提高抗高温氧化腐蚀性能,延长抗氧化钢铸件在高温工作状态下的使用寿命。关键词!抗高温氧化腐蚀;浇壳比;型壳浇注温度中图分类号!"#$%&’(!!!!文献标志码!)!文章
抗氧化钢铸件的熔模铸造工艺.pdf
精密铸造特种铸造及有色合金!$++-年第$-卷第&期抗氧化钢铸件的熔模铸造工艺景宗梁!朱伟杰(无锡市雪浪合金钢铸造厂)摘!要!阐述熔模铸造抗氧化钢铸件的工艺特性通过对型壳的焙烧温度、保温温度、保
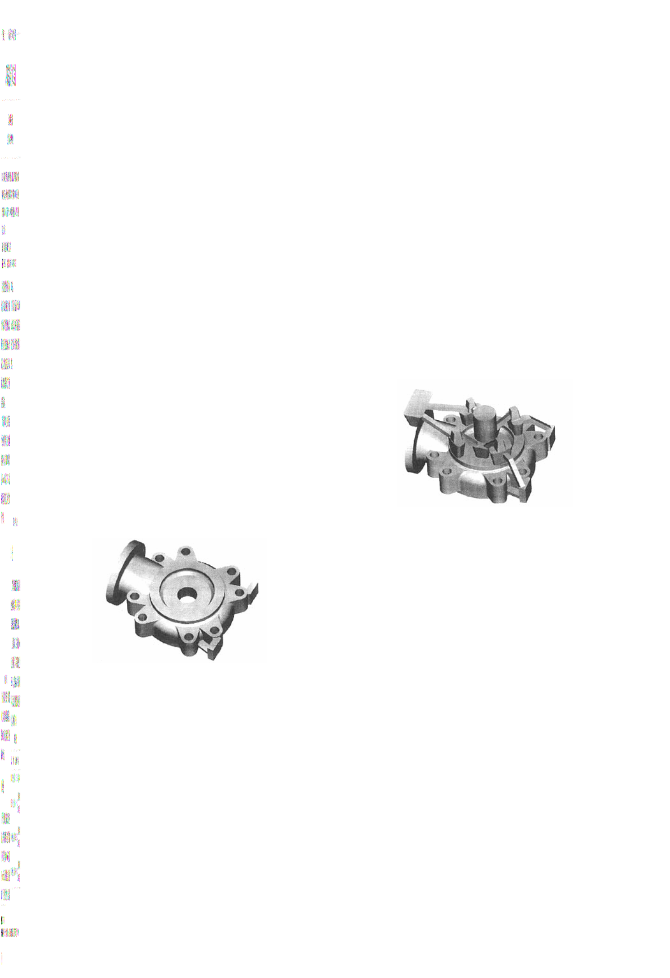
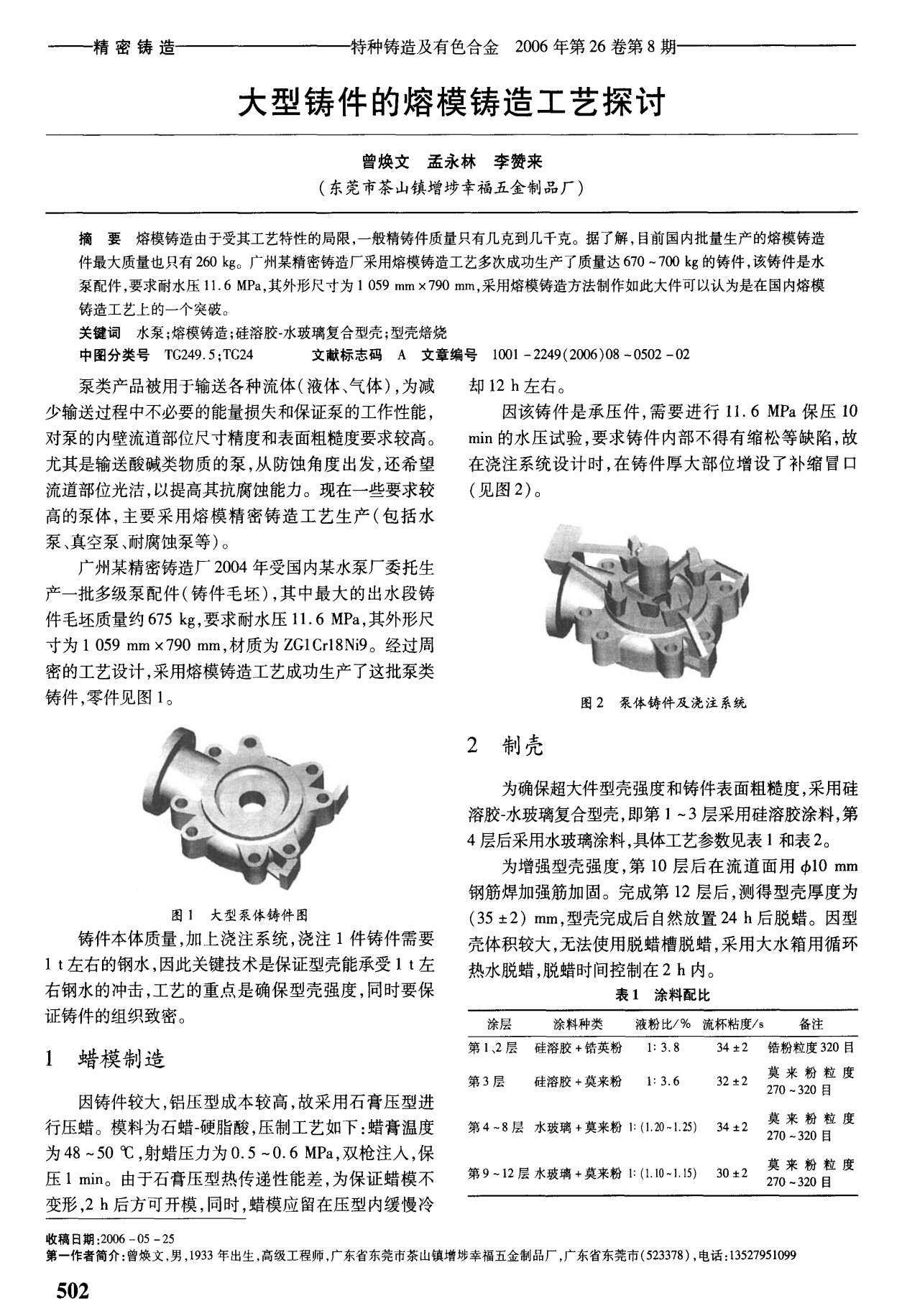
大型铸件的熔模铸造工艺探讨.pdf
大型铸件的熔模铸造工艺探讨.pdf

大型支架铸件的熔模铸造工艺.docx
大型支架铸件的熔模铸造工艺大型支架铸件的熔模铸造工艺摘要:熔模铸造是一种常见的铸造工艺,可以制造出高精度和复杂结构的铸件。在大型支架铸件的制造过程中,熔模铸造工艺可以提供更高的精度和更好的尺寸控制。本论文将详细介绍大型支架铸件的熔模铸造工艺,包括原材料的选择、熔化和浇注、熔模制造和脱模等各个方面。1.引言大型支架铸件通常用于工业设备、机械和船舶等领域,具有复杂的结构和高度要求。传统的铸造工艺在生产这类铸件时存在精度低、尺寸控制难等问题,而熔模铸造工艺可以在一定程度上解决这些问题。2.原材料选择、熔化和浇注