预览加载中,请您耐心等待几秒...
预览加载中,请您耐心等待几秒...
在线预览结束,喜欢就下载吧,查找使用更方便
如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
精密铸造特种铸造及有色合金!$++-年第$-卷第&期
抗氧化钢铸件的熔模铸造工艺
景宗梁!朱伟杰
(无锡市雪浪合金钢铸造厂)
摘!要!阐述熔模铸造抗氧化钢铸件的工艺特性,通过对型壳的焙烧温度、保温温度、保温时间、浇注温度和钢水浇注温度
等工艺参数的生产过程控制,提出浇壳比理论,克服薄壁件和壁厚悬殊件的开裂、缩孔、疏松等铸造缺陷,从而增加铸件的
热强性能,提高抗高温氧化腐蚀性能,延长抗氧化钢铸件在高温工作状态下的使用寿命。
关键词!抗高温氧化腐蚀;浇壳比;型壳浇注温度
中图分类号!"#$%&’(!!!!文献标志码!)!文章编号!*++*,$$%&($++-)+&,+(.&,+/
!!抗氧化钢也称耐热不起皮钢,在高温下具有较高的周边框的厚度仅为-22,形成/.%只0’.P2$小方格,
强度和良好的化学稳定性,抗氧化温度达0(+@*$(+这种结构细薄、大面积的精铸件有相当大的铸造难度。
A,使用温度可高达**(+A。浇注系统的设计,特别要考虑充型速度问题,希望
以工厂的主导产品料盘(作热处理工装之用)为钢水在极短的时间内充型、浇注完毕。
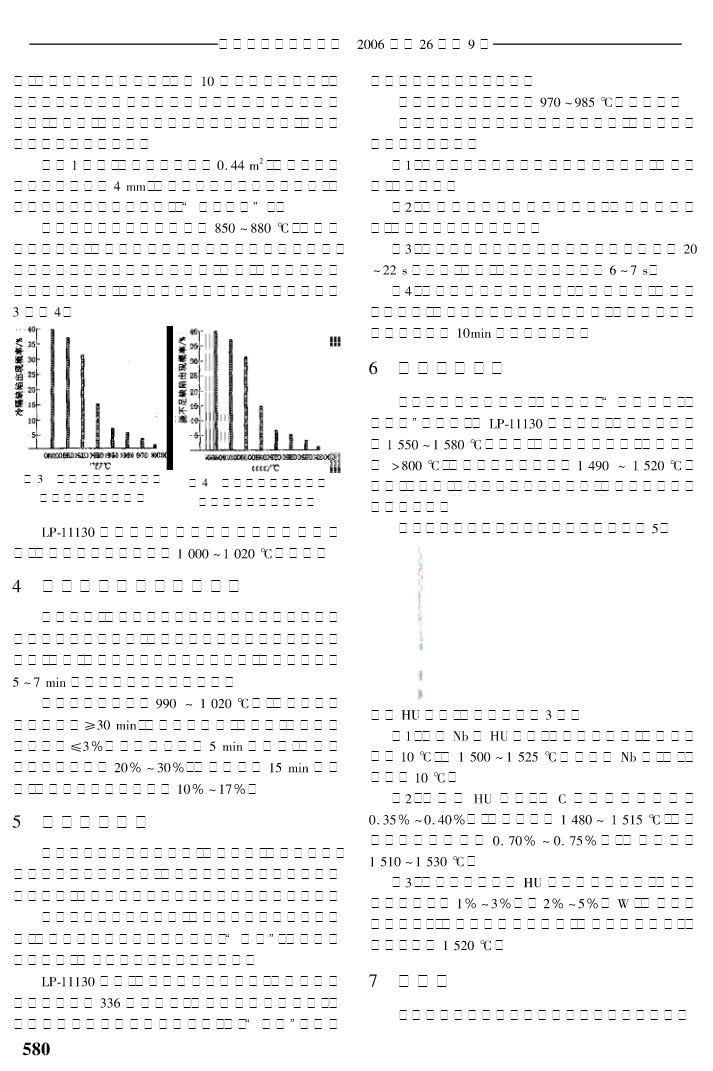
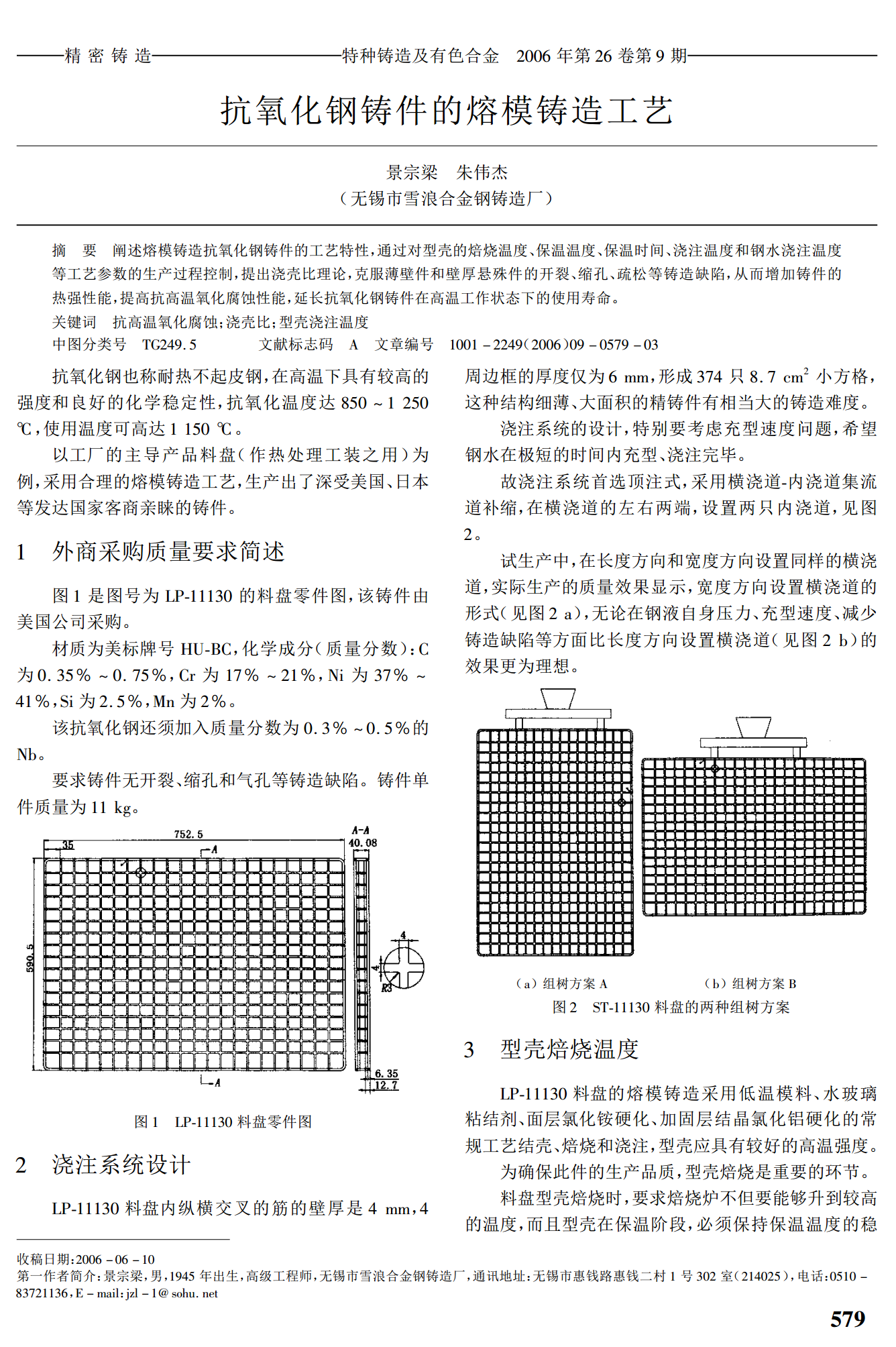
例,采用合理的熔模铸造工艺,生产出了深受美国、日本故浇注系统首选顶注式,采用横浇道D内浇道集流
等发达国家客商亲睐的铸件。道补缩,在横浇道的左右两端,设置两只内浇道,见图
$。
*!外商采购质量要求简述试生产中,在长度方向和宽度方向设置同样的横浇
道,实际生产的质量效果显示,宽度方向设置横浇道的
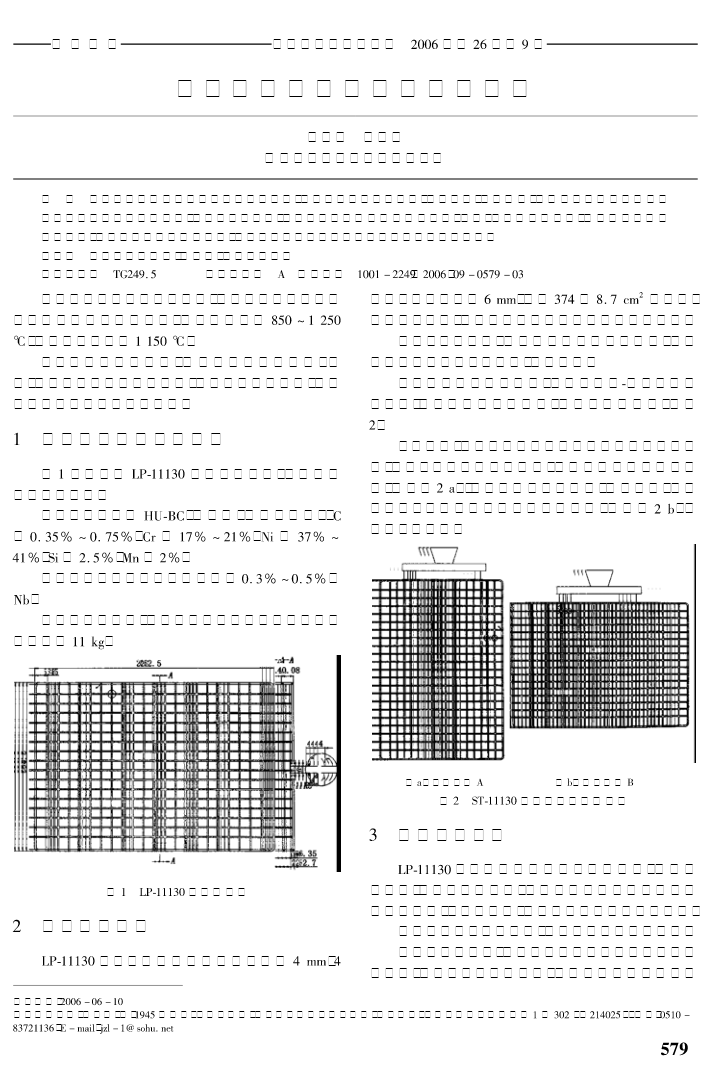
图*是图号为BCD***/+的料盘零件图,该铸件由
形式(见图),无论在钢液自身压力、充型速度、减少
美国公司采购。$3
铸造缺陷等方面比长度方向设置横浇道(见图$M)的
材质为美标牌号EFDGH,化学成分(质量分数):H
效果更为理想。
为+’/(!@+’.(!,HI为*.!@$*!,J4为/.!@
%*!,K4为$’(!,L=为$!。
该抗氧化钢还须加入质量分数为+’/!@+’(!的
JM。
要求铸件无开裂、缩孔和气孔等铸造缺陷。铸件单
件质量为**NO。
(3)组树方案)(M)组树方案G
图$!K"D***/+料盘的两种组树方案
/!型壳焙烧温度
BCD***/+料盘的熔模铸造采用低温模料、水玻璃
图*!BCD***/+料盘零件图粘结剂、面层氯化铵硬化、加固层结晶氯化铝硬化的常
规工艺结壳、焙烧和浇注,型壳应具有较好的高温强度。
$!浇注系统设计为确保此件的生产品质,型壳焙烧是重要的环节。
料盘型壳焙烧时,要求焙烧炉不但要能够升到较高
BCD***/+料盘内纵横交叉的筋的壁厚是%22,%
的温度,而且型壳在保温阶段,必须保持保温温度的稳
收稿日期:$++-,+-,*+
第一作者简介:景宗梁,男,*&%(年出生,高级工程师,无锡市雪浪合金钢铸造厂,通讯地址:无锡市惠钱路惠钱二村*号/+$室($*%+$(),电话:+(*+,
0/.$**/-,1,2345:675,*89:;<’=>?
#"!
特种铸造及有色合金,&""4年第&4卷第3期
定,采用煤气炉焙烧型壳,设计!"只烧嘴同时喷火,并唯一正确的型壳焙烧工艺。
且可以控制和调节煤气的进气量。焙烧炉炉门的结构型壳浇注温度应控制在30")3’(*的范围内。
为上、下运动,电动开启。焙烧炉内装有热电偶,实时地为了获取上述相当高的型壳浇注温度,在操作方面
显示焙烧炉内的温度。应做到以下几点。
从图!看出,此料盘的面积为"#$$%&,然而纵向和(!)熔炼工序与型壳焙烧工序须密切配合,统一指
横向筋的壁厚仅$%%,要使钢水完全浇足整个型腔,必挥,协同操作。
须遵循高温型壳浇注的原则(“红壳浇注”)。(&)型壳快速从焙烧炉内取出后,不进行型壳填
水玻璃型壳焙烧温度一般为’(")’’"*,这样低砂,立即不间断地连续浇注。
的焙烧温度,对于抗氧化钢薄壁件来说是远远不够的,(+)从取出型壳至浇注完毕的时间务必控制在&"
型壳焙烧温度一定要大幅度提高,否则,就会产生冷隔)&&5范围内,其中,浇注时间只允许用4)05。
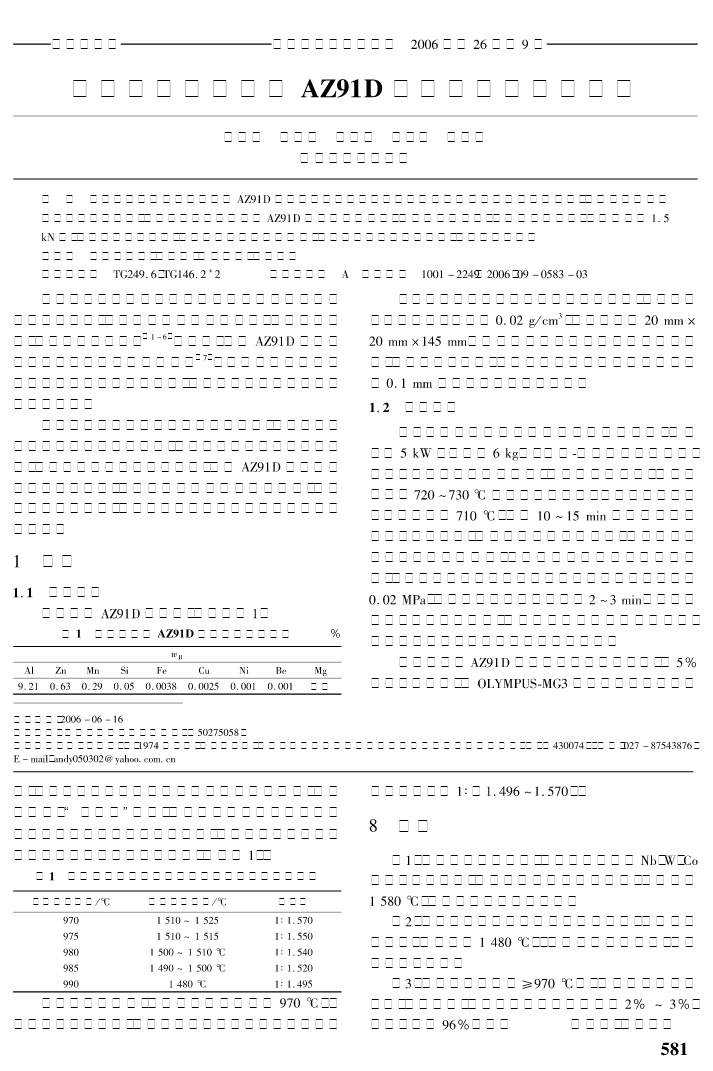
和浇不足等缺陷,型壳焙烧温度对铸件缺陷的影响见图($)当型壳浇注温度不足时,应暂停浇注,关闭焙
+和图$。烧炉炉门,对炉内的型壳重新加热升温,待达到焙烧温
度并至少保温!"%12后再继续浇注。
4,钢水浇注温度
浇注抗氧化钢铸件时,尤其要遵守“低温钢水,红
壳浇注”的方针,对-./!!!+"料盘来说,钢液熔炼温度
在!((")!(’"*范围内,预先进行烘浇包,浇包温度
应6’""*,浇注温度务必控制在!$3")!(&"*范
图型壳焙烧温度对产生
+,图$,型壳焙烧温度对产生围内,浇注前,既要在炉内测熔炼温度,更要在浇包内测
冷隔缺陷概率的影响
浇不足缺陷概率的影响定浇注温度。
钢水浇注温度对铸造缺陷概率的影响见图。
-./!!!+"料盘从