
脱模装置及脱模方法.pdf

论文****酱吖


1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
脱模装置及脱模方法.pdf
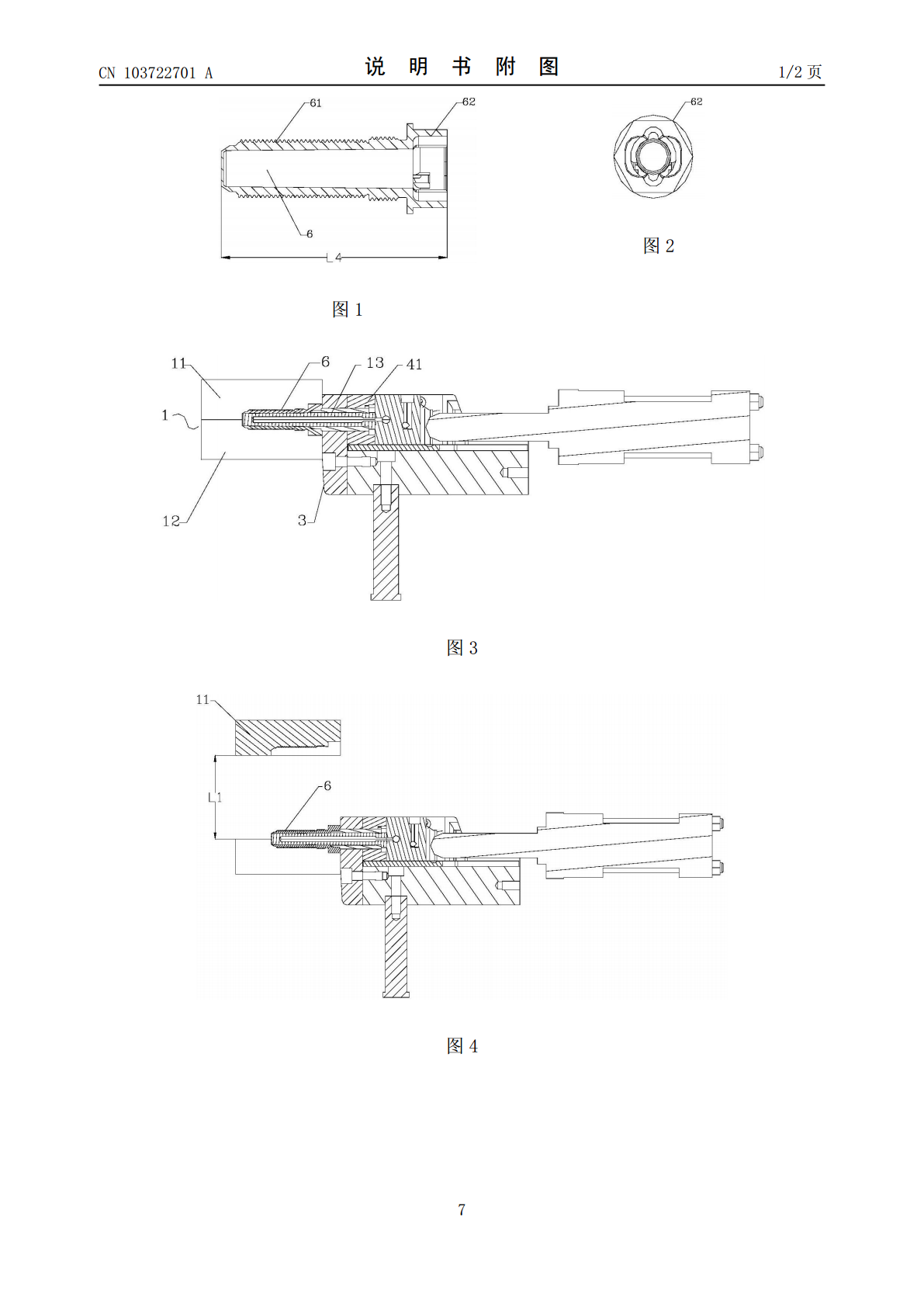
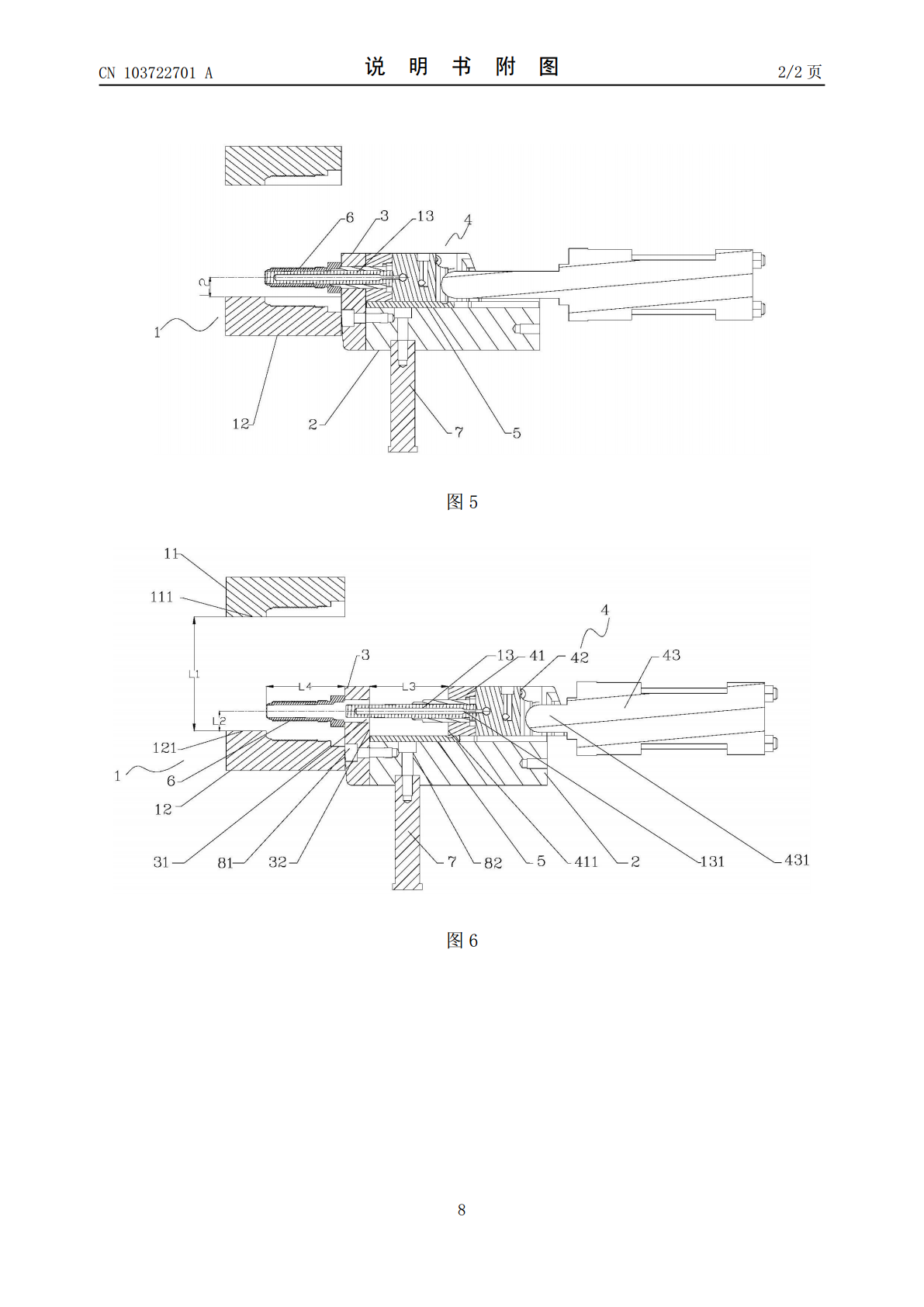
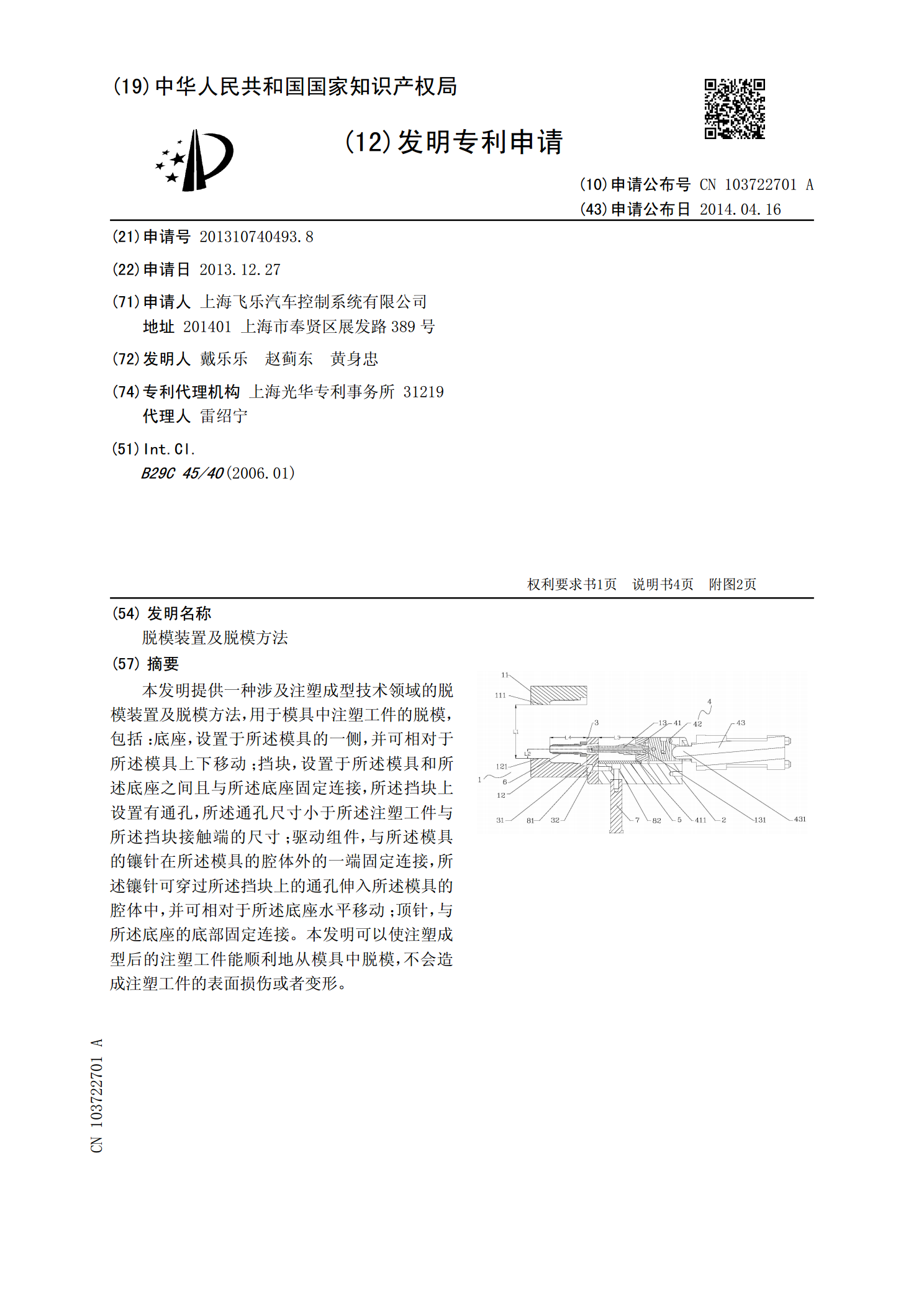
本发明提供一种涉及注塑成型技术领域的脱模装置及脱模方法,用于模具中注塑工件的脱模,包括:底座,设置于所述模具的一侧,并可相对于所述模具上下移动;挡块,设置于所述模具和所述底座之间且与所述底座固定连接,所述挡块上设置有通孔,所述通孔尺寸小于所述注塑工件与所述挡块接触端的尺寸;驱动组件,与所述模具的镶针在所述模具的腔体外的一端固定连接,所述镶针可穿过所述挡块上的通孔伸入所述模具的腔体中,并可相对于所述底座水平移动;顶针,与所述底座的底部固定连接。本发明可以使注塑成型后的注塑工件能顺利地从模具中脱模,不会造成注
盖梁起移脱模装置及脱模方法.pdf
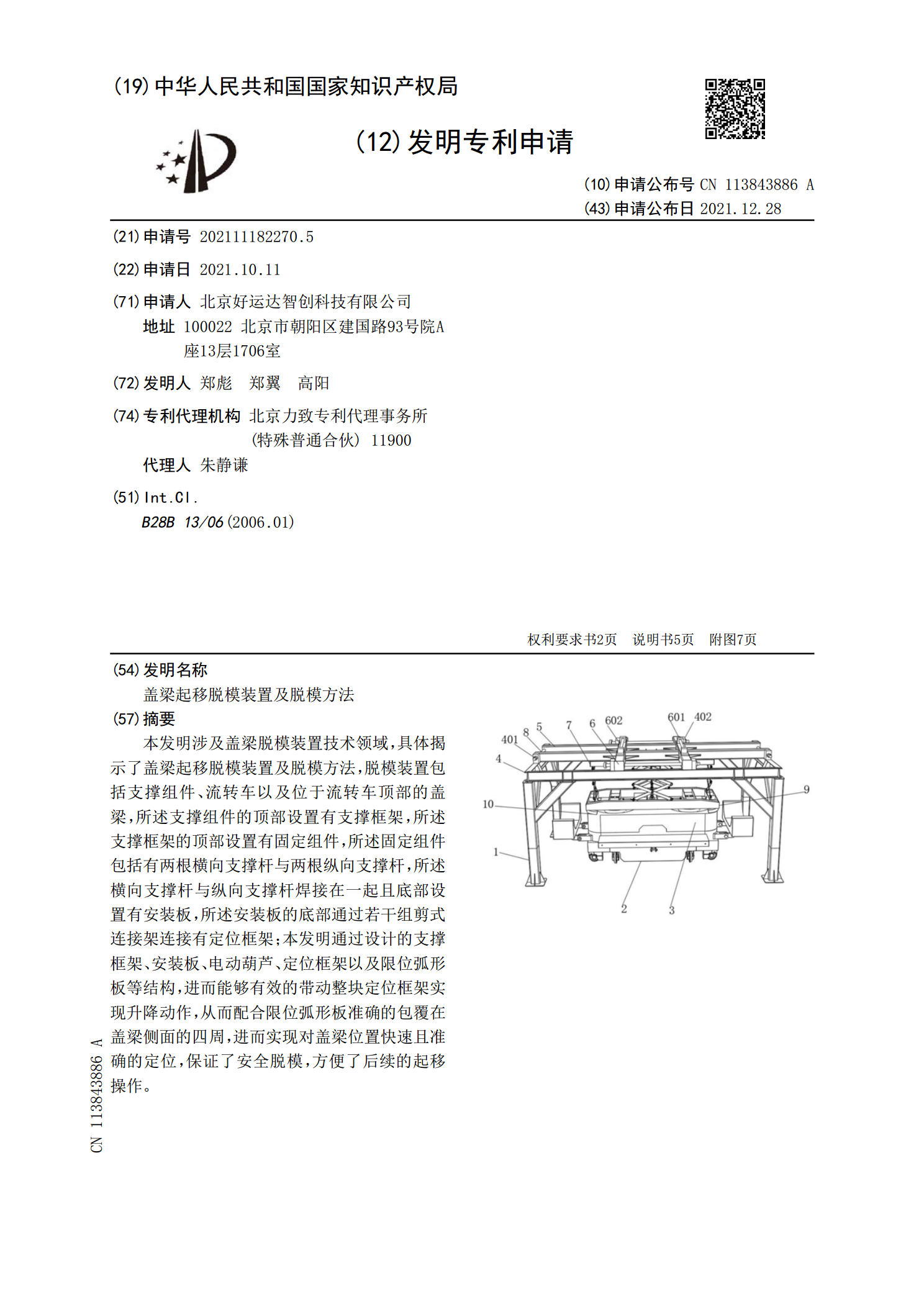
本发明涉及盖梁脱模装置技术领域,具体揭示了盖梁起移脱模装置及脱模方法,脱模装置包括支撑组件、流转车以及位于流转车顶部的盖梁,所述支撑组件的顶部设置有支撑框架,所述支撑框架的顶部设置有固定组件,所述固定组件包括有两根横向支撑杆与两根纵向支撑杆,所述横向支撑杆与纵向支撑杆焊接在一起且底部设置有安装板,所述安装板的底部通过若干组剪式连接架连接有定位框架;本发明通过设计的支撑框架、安装板、电动葫芦、定位框架以及限位弧形板等结构,进而能够有效的带动整块定位框架实现升降动作,从而配合限位弧形板准确的包覆在盖梁侧面的四
一种铝锭脱模装置和脱模方法.pdf
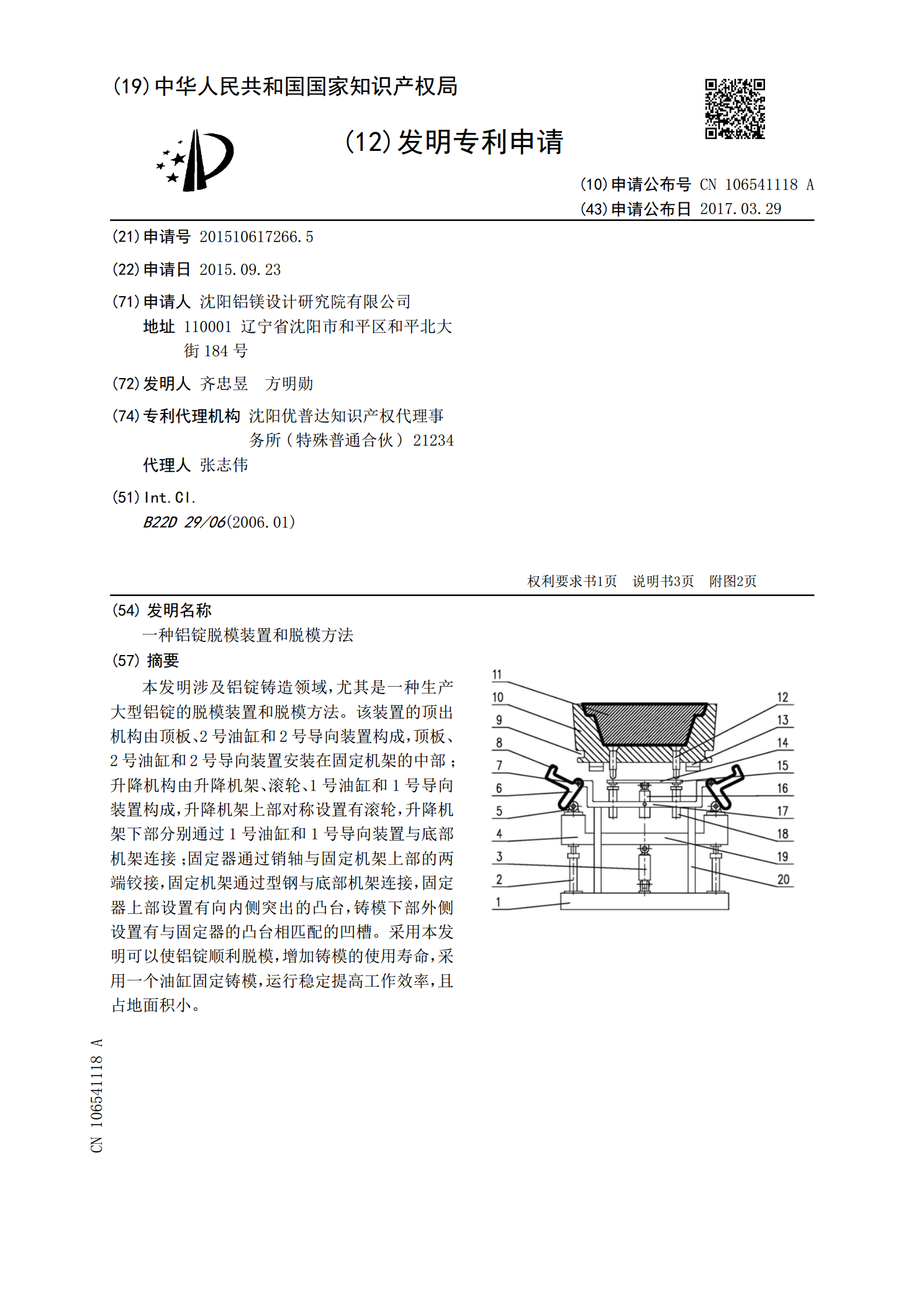
本发明涉及铝锭铸造领域,尤其是一种生产大型铝锭的脱模装置和脱模方法。该装置的顶出机构由顶板、2号油缸和2号导向装置构成,顶板、2号油缸和2号导向装置安装在固定机架的中部;升降机构由升降机架、滚轮、1号油缸和1号导向装置构成,升降机架上部对称设置有滚轮,升降机架下部分别通过1号油缸和1号导向装置与底部机架连接;固定器通过销轴与固定机架上部的两端铰接,固定机架通过型钢与底部机架连接,固定器上部设置有向内侧突出的凸台,铸模下部外侧设置有与固定器的凸台相匹配的凹槽。采用本发明可以使铝锭顺利脱模,增加铸模的使用寿命
一种混凝土试块脱模装置及脱模方法.pdf
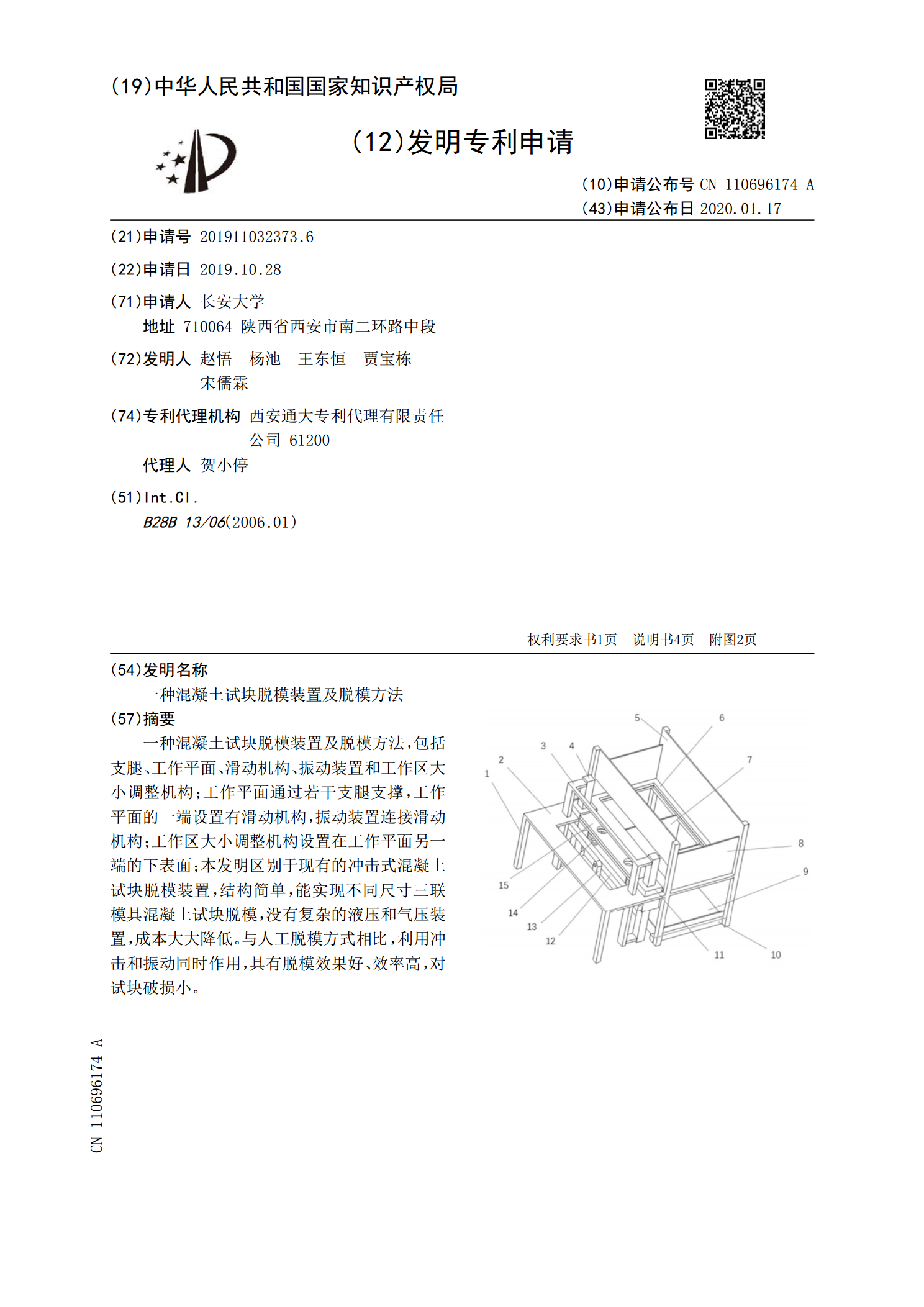
一种混凝土试块脱模装置及脱模方法,包括支腿、工作平面、滑动机构、振动装置和工作区大小调整机构;工作平面通过若干支腿支撑,工作平面的一端设置有滑动机构,振动装置连接滑动机构;工作区大小调整机构设置在工作平面另一端的下表面;本发明区别于现有的冲击式混凝土试块脱模装置,结构简单,能实现不同尺寸三联模具混凝土试块脱模,没有复杂的液压和气压装置,成本大大降低。与人工脱模方式相比,利用冲击和振动同时作用,具有脱模效果好、效率高,对试块破损小。

一种磁性材料脱模装置及脱模方法.pdf
本发明涉及磁性材料加工技术领域,更具体的说是一种磁性材料脱模装置及脱模方法,包括机架、蜗轮组件、模具固定件、推挤装置和蜗杆组件,所述蜗轮组件转动连接在机架上,所述模具固定件设置在蜗轮组件的中端,所述推挤装置固定连接在蜗轮组件上,所述推挤装置弹性挤压模具固定件,所述模具固定件滑动连接在机架上,所述蜗杆组件转动连接在机架上,所述蜗杆组件与蜗轮组件通过蜗轮蜗杆啮合连接。本发明可以快速装夹形状尺寸不同的模具;并且可以实现模具固定件的锁止,以此便于模具的安装和加工;通过推挤装置可以推挤开口朝下的模具固定件快速沿机架