
现场工业工程.ppt

东耀****哥哥

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共146页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
现场工业工程.ppt
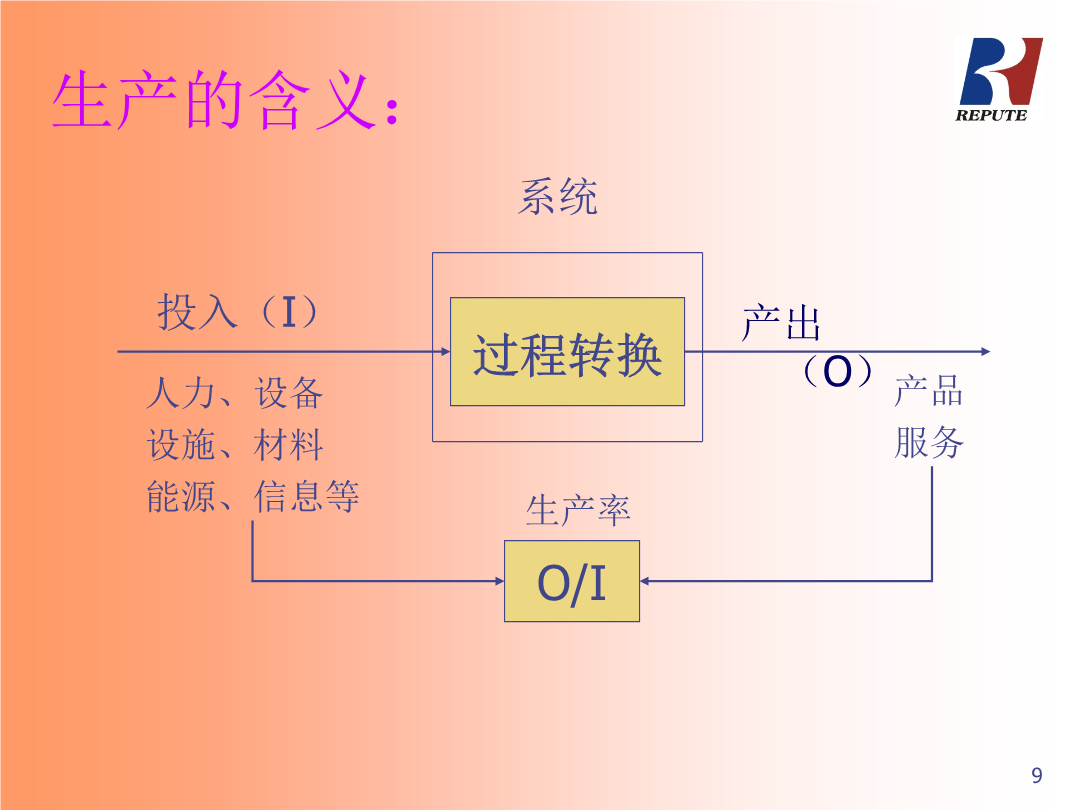
现场工业工程第一篇工业工程概述使用IE方法是效率改善的最佳途径。只有公司的中基层主管能训练掌握IE方法公司的改善才能持之以恒地维持下去。工业工程之定义:工业工程之目标:工业工程之功能:工业工程之意识:现代IE的八大研究方向:生产的含义:第二篇工业工程之工作研究工作研究工作研究的范畴工作研究与工作标准的关系工作研究实施八步骤第三篇工业工程之方法研究方法研究的定义和特点方法研究的改善范围生产过程中的改善点主要分析技术分析层次及分析技术分析层次及分析技术(举例)程序分析程序分析程序
《现场工业工程》.ppt
现场工业工程第一篇工业工程概述使用IE方法,是效率改善的最佳途径。只有公司的中基层主管能训练掌握IE方法,公司的改善才能持之以恒地维持下去。工业工程之定义:工业工程之目标:工业工程之功能:工业工程之意识:现代IE的八大研究方向:生产的含义:第二篇工业工程之工作研究工作研究工作研究的范畴工作研究与工作标准的关系工作研究实施八步骤第三篇工业工程之方法研究方法研究的定义和特点方法研究的改善范围生产过程中的改善点主要分析技术分析层次及分析技术分析层次及分析技术(举例)程序分析程序分析程序分析程序分析工艺程序图结构
现场工业工程.ppt
现场工业工程第一篇工业工程概述使用IE方法是效率改善的最佳途径。只有公司的中基层主管能训练掌握IE方法公司的改善才能持之以恒地维持下去。工业工程之定义:工业工程之目标:工业工程之功能:工业工程之意识:现代IE的八大研究方向:生产的含义:第二篇工业工程之工作研究工作研究工作研究的范畴工作研究与工作标准的关系工作研究实施八步骤第三篇工业工程之方法研究方法研究的定义和特点方法研究的改善范围生产过程中的改善点主要分析技术分析层次及分析技术分析层次及分析技术(举例)程序分析程序分析程序

工业工程与现场管理--生产现场.pptx
第六章工业工程与现场管理本章要点:了解现场管理与现场管理优化的概念,理解工业工程在现场管理中的作用。重点掌握“5S”活动的内容、实施中存在的问题及实施方法。了解定置管理、目视管理的内容及实施的基本要求。一、现场管理的概念二、现场管理的作用及其重要性三、工业工程与现场管理一、现场管理的概念现场管理现场管理的目的是以最小的资源投入制造出高质量、低成本的一定数量的产品或服务。其主要任务是:形成一支目标明确、技术素质高、职责分明、自觉自发的企业团队以人为本,营造一个良好的工作环境严格执行操作规章,严明工艺纪律,认

现场工业工程(3).ppt
现场工业工程第五篇工业工程之学习曲线学习曲线概述学习公式学习曲线影响学习曲线的因素人怎样学习学习曲线应用学习曲线应用第六篇工业工程之生产线平衡LineBalancing的定义作业25时20间10秒Linebalancing图示生产线平衡率计算影响生产线平衡的因素Linebalancing的改善原则方法生产线速率平衡(例一)生产线速率平衡(例二)生产线速率平衡(例三)生产线平衡例子前列图案例讨论:生产线平衡第七篇工业工程之搬运布置搬运改善的目标搬运改善的着眼点搬运注意事项