
jbt9172齿轮渗氮氮碳共渗工艺及质量控制.pdf

一只****呀淑

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
jbt9172齿轮渗氮氮碳共渗工艺及质量控制.pdf
ICS21.200J17JB/T9172-1999齿轮渗氮、氮碳共渗工艺及质量控制Gearnitridingandnitrocarburizingprocessanditsqualitycontrol1999-06-24发布
jbt9172齿轮渗氮氮碳共渗工艺及质量控制.pdf
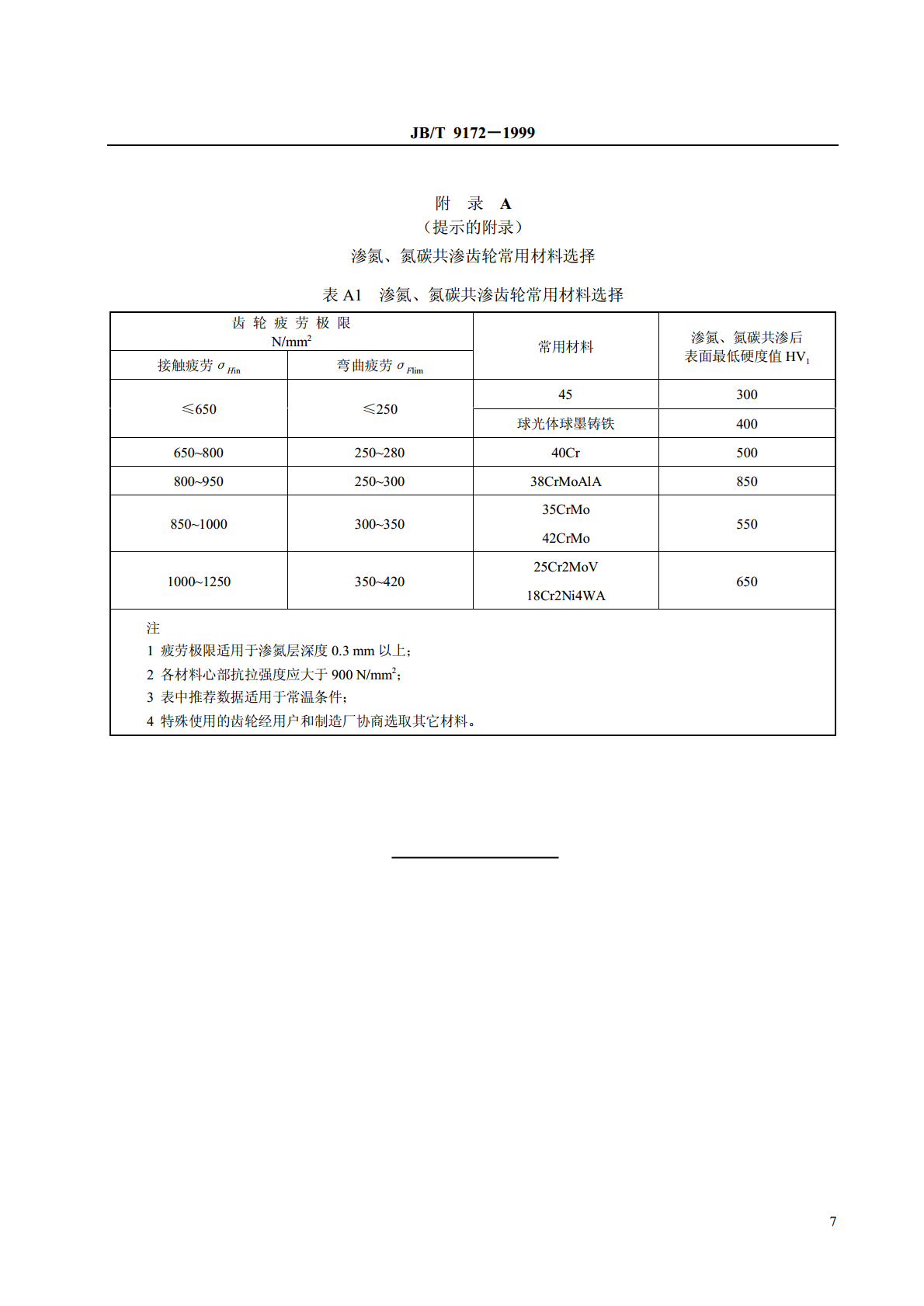
ICS21.200J17JB/T9172-1999齿轮渗氮、氮碳共渗工艺及质量控制Gearnitridingandnitrocarburizingprocessanditsqualitycontrol1999-06-24发布2000-01-01实施国家机械工业局发布JB/T9172-1999前言本标准是对ZBJ17001—88《齿轮渗氮、氮碳共渗工艺及质量控制》的修订。本标准自实施之日起代替ZBJ17001—88。本标准的附录A是提示的附录。本标准由全国齿轮标准化技术委员会提出并归口。本标准负责起草单位:
齿轮碳氮共渗工艺过程.pdf
齿轮碳氮共渗工艺过程本文旨在介绍齿轮碳氮共渗工艺过程的重要性和应用领域。齿轮碳氮共渗是一种常见的表面处理方法,可以显著提高齿轮的硬度、耐磨性和抗腐蚀性能。在工业领域中,齿轮广泛应用于各种机械设备和传动系统中,具有重要的作用。在齿轮制造过程中,由于工作环境和使用条件的不同,往往需要对齿轮进行表面处理以增强其性能。齿轮碳氮共渗工艺是一种常用的表面处理方法之一。它可以通过在齿轮表面形成一层硬度高、耐磨性好的碳氮化物层,从而改善齿轮的使用寿命和传动效率。齿轮碳氮共渗工艺过程主要包括以下几个步骤:预处理:将需要进行

汽车齿轮离子碳氮共渗工艺.docx
汽车齿轮离子碳氮共渗工艺汽车齿轮是汽车传动系统中的重要组成部分,其性能的优劣直接影响着汽车的驾驶质量和安全性。为了提高汽车齿轮的耐磨性和强度,离子碳氮共渗工艺成为了一个研究热点。本文就汽车齿轮离子碳氮共渗工艺进行一番探讨。首先,汽车齿轮的耐磨性主要取决于其表面的硬度。传统的表面硬化方法如渗碳、氮化等存在一些问题,例如渗碳后的组织不稳定、氮化后的硬度低等。而离子碳氮共渗工艺则可以在一定程度上解决这些问题。离子碳氮共渗工艺利用离子束轰击齿轮表面,将气体中的碳氮离子注入到齿轮表面层,并通过热处理使其扩散,从而达

齿轮气体碳氮共渗工艺试验.docx
齿轮气体碳氮共渗工艺试验标题:齿轮气体碳氮共渗工艺试验摘要:齿轮是机械传动系统中不可或缺的元件,其工作性能直接影响着整个机械系统的稳定性和寿命。为了提高齿轮的硬度和耐磨性,采用碳氮共渗工艺是一种有效的表面处理方法。本文通过对齿轮气体碳氮共渗工艺的试验研究,探讨了该工艺对齿轮表面硬度和耐磨性的影响,并对该工艺在实际应用中的应用前景进行了展望。第一章:引言1.1研究背景和意义1.2国内外研究现状1.3论文结构安排第二章:齿轮碳氮共渗工艺原理2.1工艺介绍2.2渗碳机理2.3渗氮机理第三章:实验方法3.1实验材