
实验32塑料片材挤出压延实验.pdf

丹烟****魔王


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
实验32塑料片材挤出压延实验.pdf
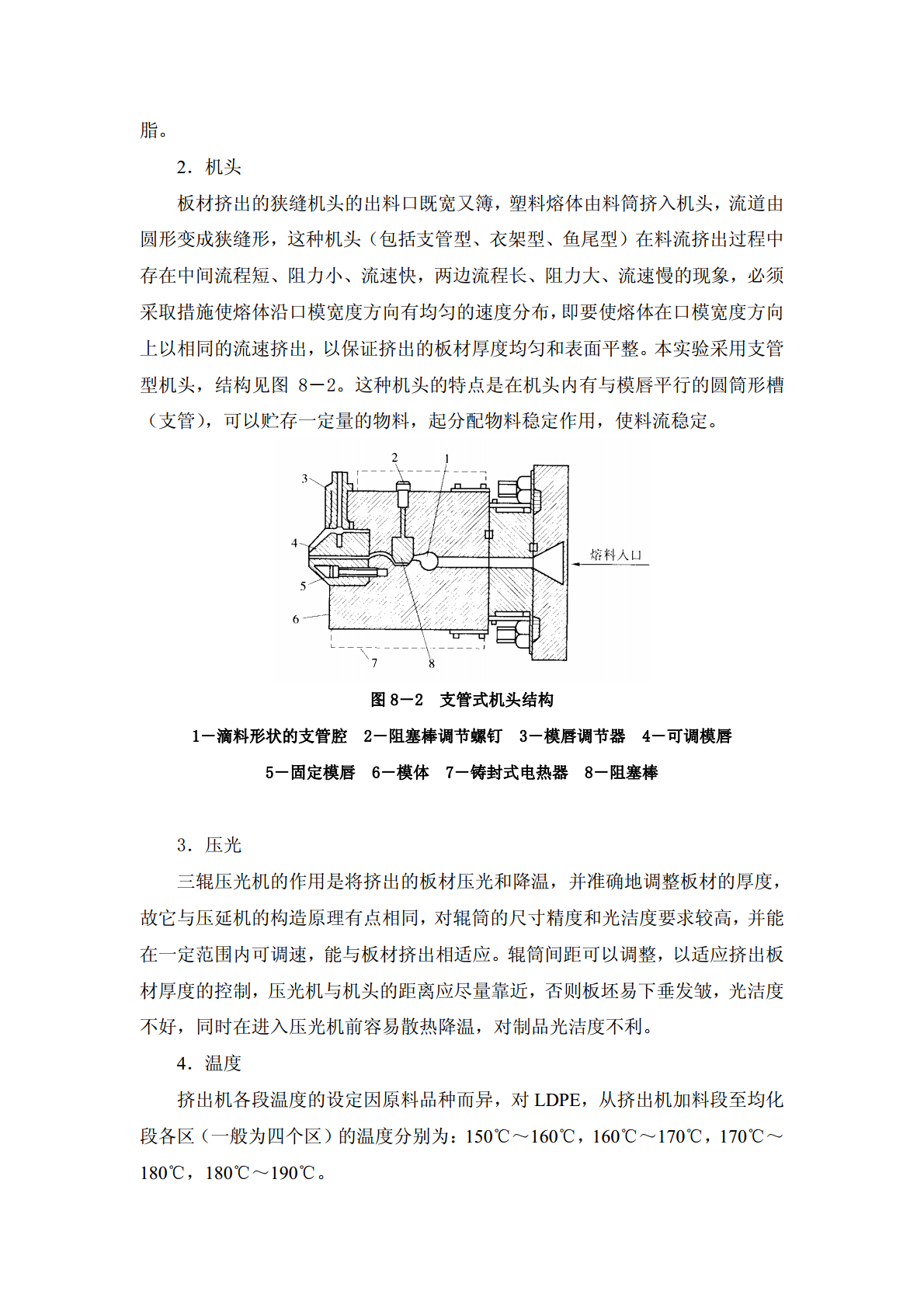
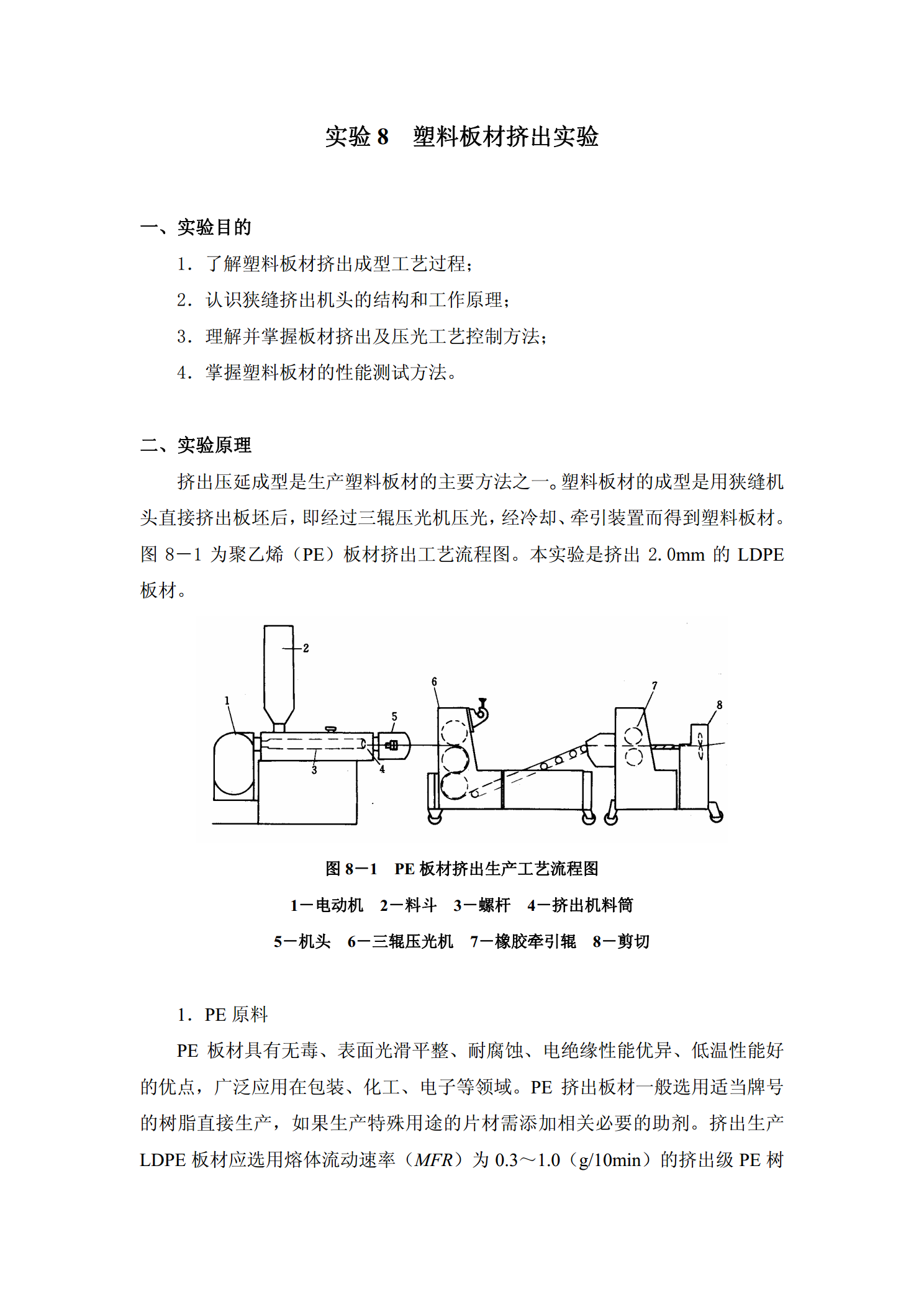
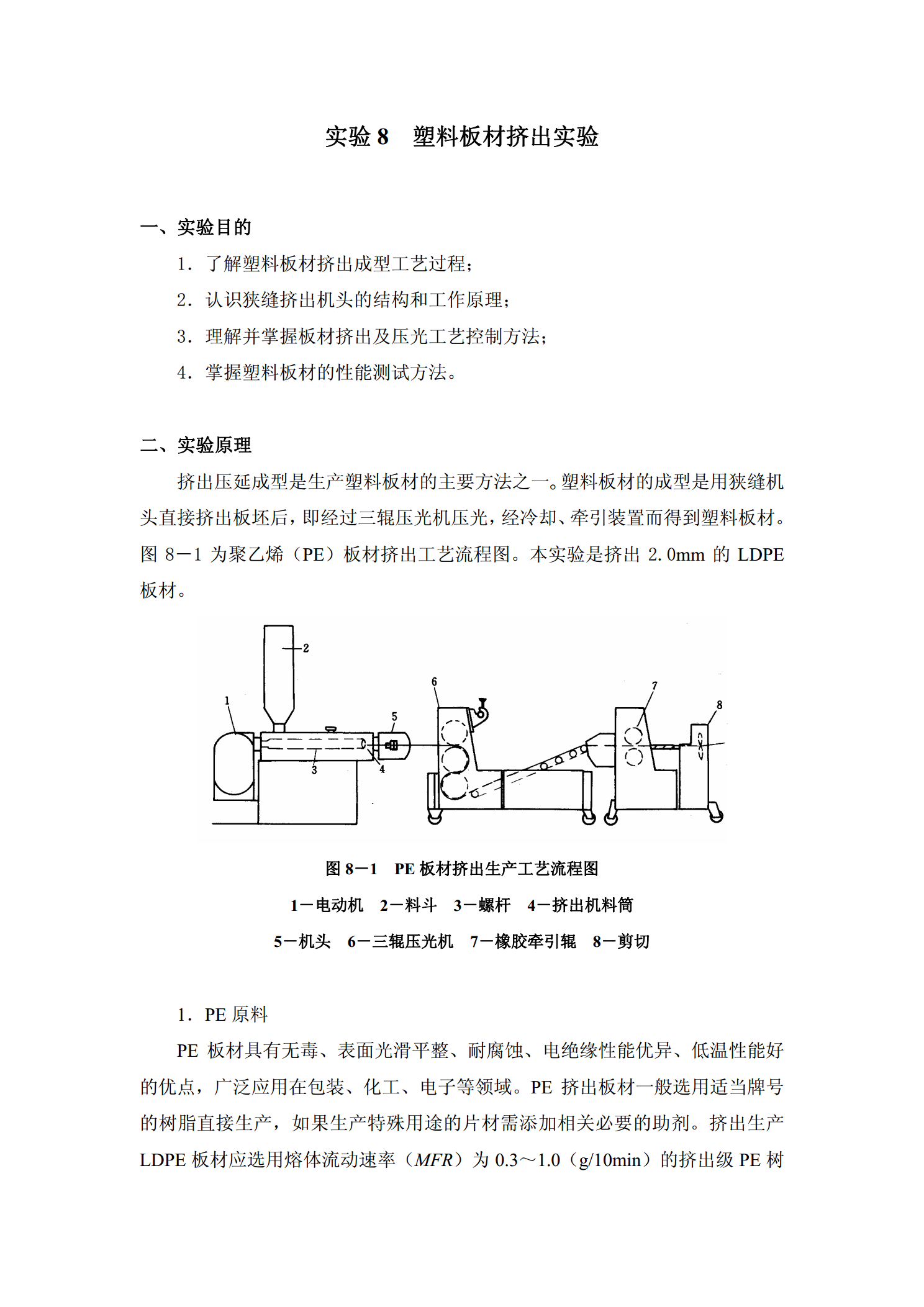
实验8塑料板材挤出实验一、实验目的1.了解塑料板材挤出成型工艺过程;2.认识狭缝挤出机头的结构和工作原理;3.理解并掌握板材挤出及压光工艺控制方法;4.掌握塑料板材的性能测试方法。二、实验原理挤出压延成型是生产塑料板材的主要方法之一。塑料板材的成型是用狭缝机头直接挤出板坯后即经过三辊压光机压光经冷却、牵引装置而得到塑料板材。图8-1为聚乙烯(PE)板材挤出工艺流程图。本实
实验32塑料片材挤出压延实验.pdf
实验8塑料板材挤出实验一、实验目的1.了解塑料板材挤出成型工艺过程;2.认识狭缝挤出机头的结构和工作原理;3.理解并掌握板材挤出及压光工艺控制方法;4.掌握塑料板材的性能测试方法。二、实验原理挤出压延成型是生产塑料板材的主要方法之一。塑料板材的成型是用狭缝机头直接挤出板坯后即经过三辊压光机压光经冷却、牵引装置而得到塑料板材。图8-1为聚乙烯(PE)板材挤出工艺流程图。本实
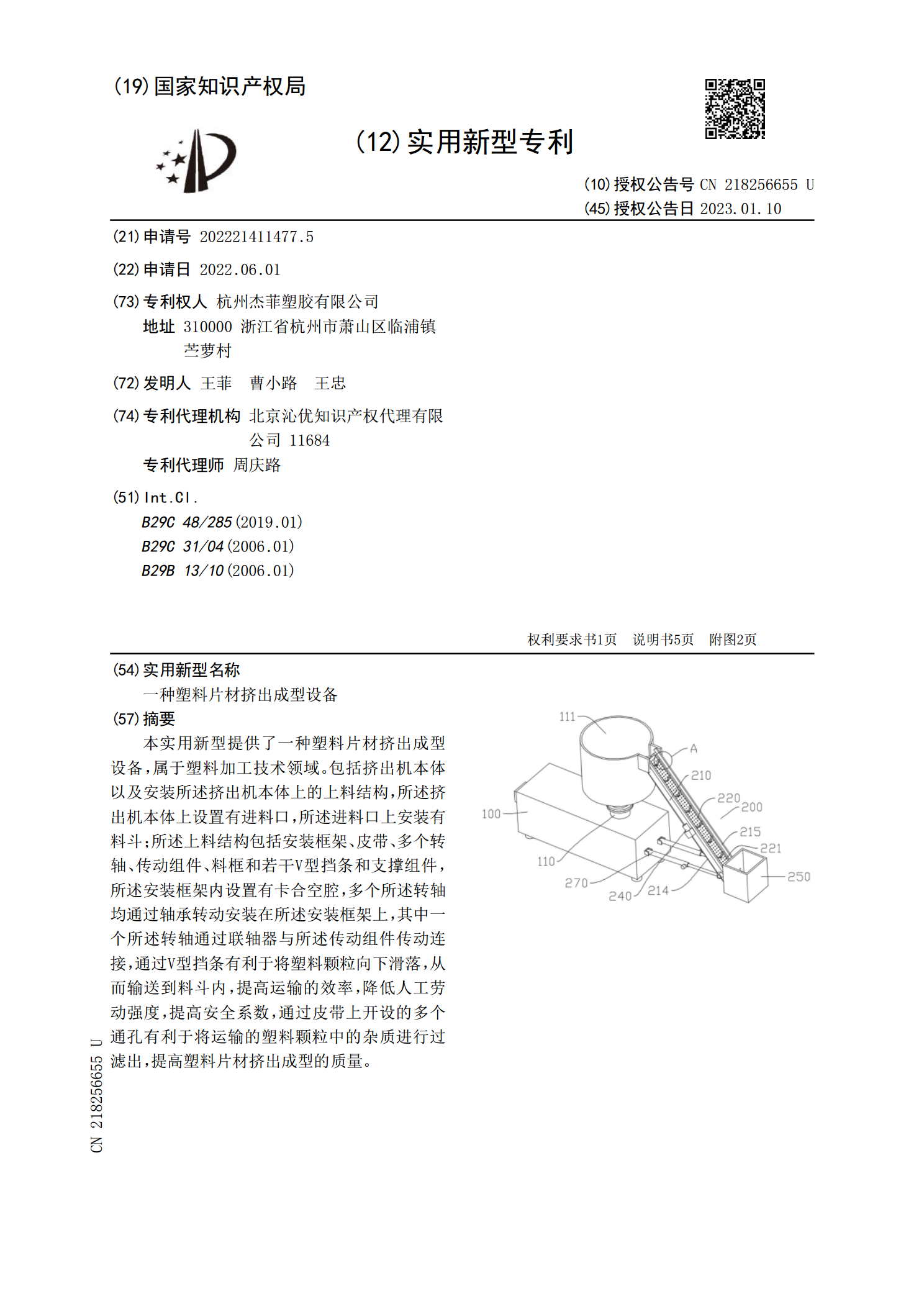
一种塑料片材挤出成型设备.pdf
本实用新型提供了一种塑料片材挤出成型设备,属于塑料加工技术领域。包括挤出机本体以及安装所述挤出机本体上的上料结构,所述挤出机本体上设置有进料口,所述进料口上安装有料斗;所述上料结构包括安装框架、皮带、多个转轴、传动组件、料框和若干V型挡条和支撑组件,所述安装框架内设置有卡合空腔,多个所述转轴均通过轴承转动安装在所述安装框架上,其中一个所述转轴通过联轴器与所述传动组件传动连接,通过V型挡条有利于将塑料颗粒向下滑落,从而输送到料斗内,提高运输的效率,降低人工劳动强度,提高安全系数,通过皮带上开设的多个通孔有利
塑料片材真空阴模吸塑成型模拟及实验研究.pdf
华中科技大学硕士学位论文塑料片材真空阴模吸塑成型模拟及实验研究姓名:郑超申请学位级别:硕士专业:材料加工工程指导教师:张宜生2011-01-10华中科技大学硕士学

挤出实验实验报告.doc
实验二pp/pe双螺杆挤出实验目的理解双螺杆挤出机的基本工作原理学习挤出机的操作方法。了解聚烯烃挤出的基本程序和参数设置原理。实验原理在塑料制品的生产过程中自聚合反应至成行加工前一般都要经过一个配料混炼环节以达到改善其使用性能或降低成本等目的。传统方法是用开炼机和密炼机但是效率低下不能满足生产提高的需要随后便产生了单螺杆挤出机继而发展了双螺杆挤出机。双螺杆挤出机具有塑化能力强挤出效率高耗能低混炼效果好自清洁能力等吸引了塑料行业的注意并取得了迅速发展。另外挤出机也是塑料生产应用最广泛的机器使用不同的机头