
IPQC品质管控重点.ppt

是你****芹呀


1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
IPQC品质管控重点.ppt
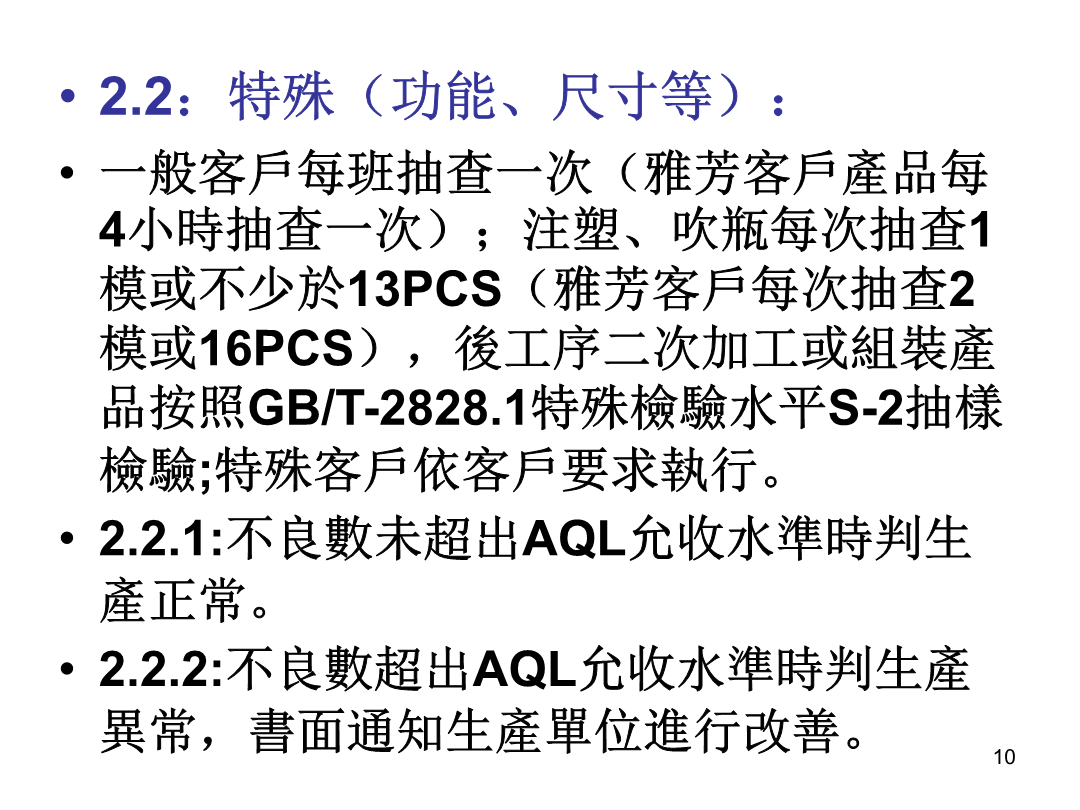
IPQC品質管控重點培訓課程目錄一、產前準備(首件檢測人員)二、產前確認(生產單位自檢)3.工藝參數自檢:需確保生產工藝參數與SOP(作業指導書)一致。4.功能自檢:經調試出之初成品需進行組合效果檢驗手感、組合效果要OK涉及檢測設備之檢驗動作交由品管首件檢測人員檢測。三、產品送檢四、量產五、量產中控制2.巡檢作業:2.1外观:一般客戶產品每2小时抽查一次每次抽查20PCS左右。雅芳客戶產品每1小時抽查一次特殊客戶抽查數量根據客戶要求而訂。2.1.1:需要二次加工產品不良品率P≤2%(即nP<1pcs
IPQC品质管控重点.ppt
IPQC品质管控重点目錄一、產前準備(首件檢測人員)二、產前確認(生產單位自檢)3.工藝參數自檢:需確保生產工藝參數與SOP(作業指導書)一致。4.功能自檢:經調試出之初成品需進行組合效果檢驗,手感、組合效果要OK,涉及檢測設備之檢驗動作交由品管首件檢測人員檢測。三、產品送檢四、量產五、量產中控制2.巡檢作業:2.1外观:一般客戶產品每2小时抽查一次,每次抽查20PCS左右。雅芳客戶產品每1小時抽查一次,特殊客戶抽查數量根據客戶要求而訂。2.1.1:需要二次加工產品,不良品率P≤2%(即nP<1pcs)時

IPQC管控重点.ppt
IPQC各站管控重點編輯者:刘平2008年9月1日IPQC各站管控重點IPQC開料管控重點IPQC開料管控重點IPQC開料管控重點IPQC鑽孔管控重點IPQC鑽孔管控重點IPQC鑽孔管控重點IPQC電鍍(一銅)管控重點IPQC電鍍(一銅)管控重點IPQC電鍍(一銅)管控重點IPQC電鍍(二銅)管控重點IPQC電鍍(二銅)管控重點IPQC電鍍(二銅)管控重點IPQC線路管控重點IPQC線路管控重點IPQC線路管控重點IPQC線路管控重點IP
品质管控重点.pdf
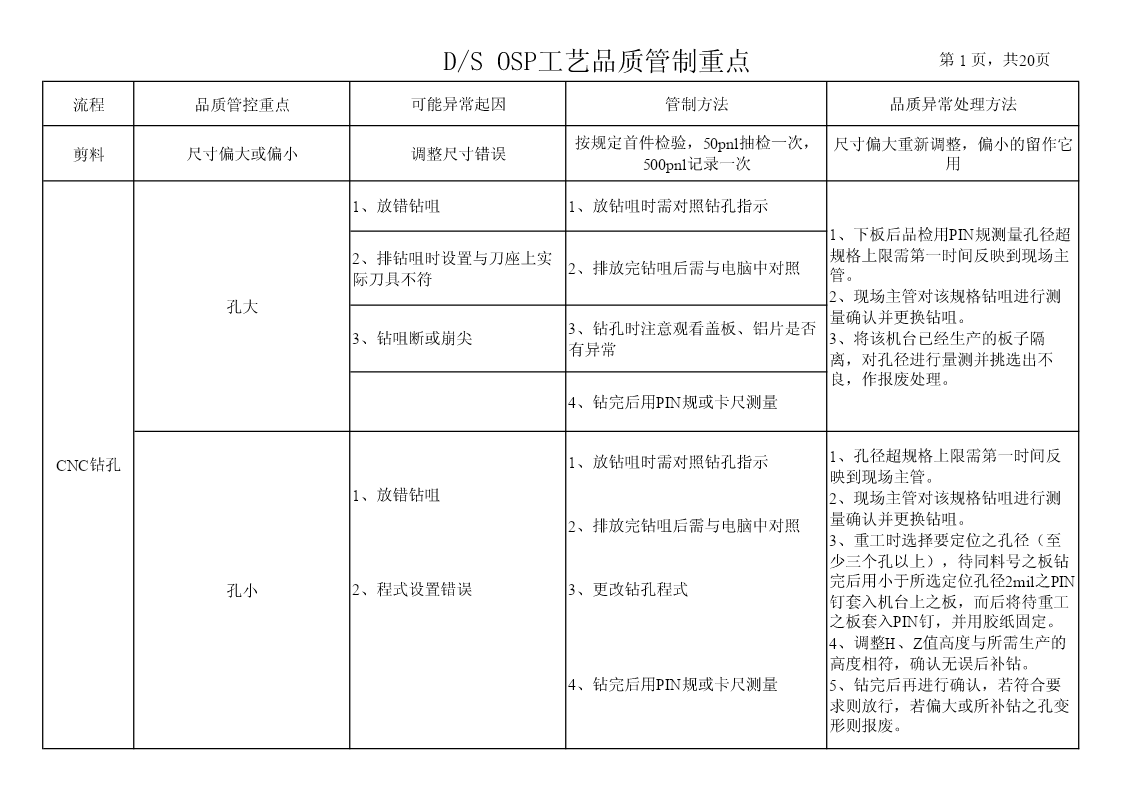
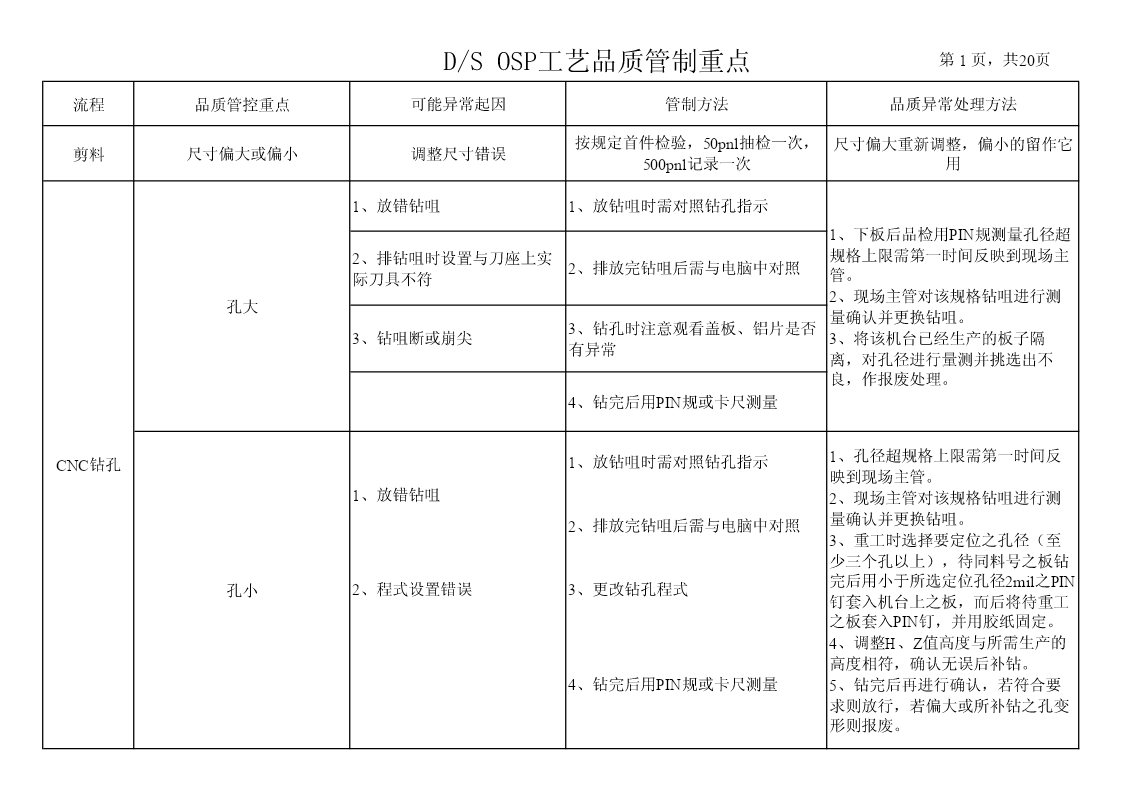
D/SOSP工艺品质管制重点,流程品质管控重点可能异常起因管制方法品质异常处理方法按规定首件检验,50pnl抽检一次,尺寸偏大重新调整,偏小的留作它剪料尺寸偏大或偏小调整尺寸错误500pnl记录一次用1、放错钻咀1、放钻咀时需对照钻孔指示1、下板后品检用PIN规测量孔径超2、排钻咀时设置与刀座上实规格上限需第一时间反映到现场主2、排放完钻咀后需与电脑中对照际刀具不符管。2、现场主管对该规格钻咀进行测孔大量确认并更换钻咀。3、钻孔时注意观看盖板、铝片是否3、钻咀断或崩尖3、将该机台已经生产的板子隔有异
双面OSP板品质管控重点.pdf
D/SOSP工艺品质管制重点,流程品质管控重点可能异常起因管制方法品质异常处理方法按规定首件检验,50pnl抽检一次,尺寸偏大重新调整,偏小的留作它剪料尺寸偏大或偏小调整尺寸错误500pnl记录一次用1、放错钻咀1、放钻咀时需对照钻孔指示1、下板后品检用PIN规测量孔径超2、排钻咀时设置与刀座上实规格上限需第一时间反映到现场主2、排放完钻咀后需与电脑中对照际刀具不符管。2、现场主管对该规格钻咀进行测孔大量确认并更换钻咀。3、钻孔时注意观看盖板、铝片是否3、钻咀断或崩尖3、将该机台已经生产的板子隔有异常离,