
EPS包装制品设计与生产.pdf

映雁****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

EPS包装制品设计与生产.pdf
第一章缓冲防震在包装行业中经常习惯使用“防震包装”一说实际此说法并不妥当特别是用于EPS包装产品。因为EPS包装不是防震、更主要的是防止冲击所造成的商品损坏。确切地说EPS包装能减少冲击所造成的外力影响并在一定条件下(如一定的跌落高度、运输条件等)起到保护商品的作用。因此将习惯上称之为EPS防震包装

EPS制品成型工艺设计.pdf
-熟化的预发珠粒通过蒸汽进展加热,约20~60s的时间,空气来不及逸出,受热膨胀后产生压力,此时聚合物软化,发泡剂汽化后产生的压力和泡孔空气产生的压力之和大于外界蒸汽压力,珠粒又再度膨胀,并胀满珠粒间隙而结成整块,形成与模腔形状一样的泡沫塑料制品,冷却后便可使其定型。制品成型后还需进展枯燥切割等后处理。EPS制品根本成型工艺:预热、合模、加料、加热、冷却、脱模。成型工艺原理图1,预热预热温度一般在100℃左右。预热时间取决于模腔金属量和最终产品的要求,金属量越多,预热时间越长。同样地,模壁厚度、模面积或模
EPS制品生产用干燥装置.pdf
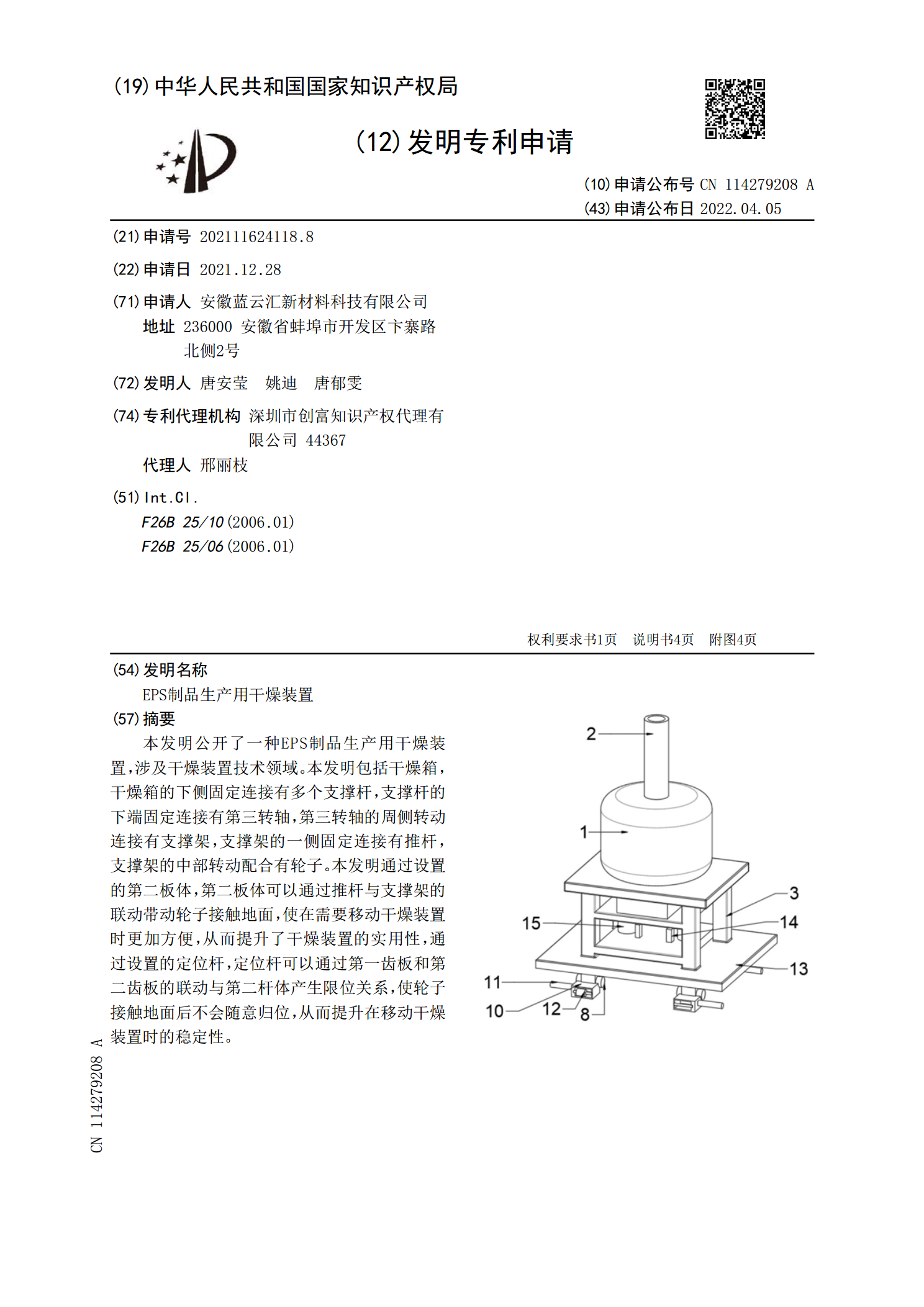
本发明公开了一种EPS制品生产用干燥装置,涉及干燥装置技术领域。本发明包括干燥箱,干燥箱的下侧固定连接有多个支撑杆,支撑杆的下端固定连接有第三转轴,第三转轴的周侧转动连接有支撑架,支撑架的一侧固定连接有推杆,支撑架的中部转动配合有轮子。本发明通过设置的第二板体,第二板体可以通过推杆与支撑架的联动带动轮子接触地面,使在需要移动干燥装置时更加方便,从而提升了干燥装置的实用性,通过设置的定位杆,定位杆可以通过第一齿板和第二齿板的联动与第二杆体产生限位关系,使轮子接触地面后不会随意归位,从而提升在移动干燥装置时的

EPS制品成型工艺.pdf
上海中吉机械制造有限公司http://cn.zhongji.comEPS制品成型工艺MouldingProcessing一、EPS模压成型机理FPS制品成型大体上分为两类,一类是利用包装成型机并配备相应的模具,直接生产出包装产晶,广泛应用于电器和轻工产品的减震包装,水果和海产品的保鲜运输以及消失模铸造等领域。另一类是使用板材成型机生产大体积的矩型泡沫制品,切割成板材后,用做建筑保温及装饰材料、市政工程等。尽管包装制品和板材制品在密度和应用方面有所区别,但它们的成型机理是一致的,即将熟化后的可发性聚苯乙烯珠

EPS制品成型工艺.pdf
熟化的预发珠粒通过蒸汽进行加热,约20~60s的时间内,空气来不及逸出,受热膨胀后产生压力,此时聚合物软化,发泡剂汽化后产生的压力和泡孔内空气产生的压力之和大于外界蒸汽压力,珠粒又再度膨胀,并胀满珠粒间隙而结成整块,形成与模腔形状相同的泡沫塑料制品,冷却后便可使其定型。制品成型后还需进行干燥切割等后处理。EPS制品基本成型工艺:预热、合模、加料、加热、冷却、脱模。蒸汽蒸汽空气空气冷却水冷却水预发后的粒子气塞定模动模冷凝物排泄阀冷凝物排泄阀成型工艺原理图1,预热预热温度一般在100℃左右。预热时间取决于模腔