
奥氏体不锈钢钨极氩弧焊技术规范.pdf

一吃****继勇

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

奥氏体不锈钢钨极氩弧焊技术规范.pdf
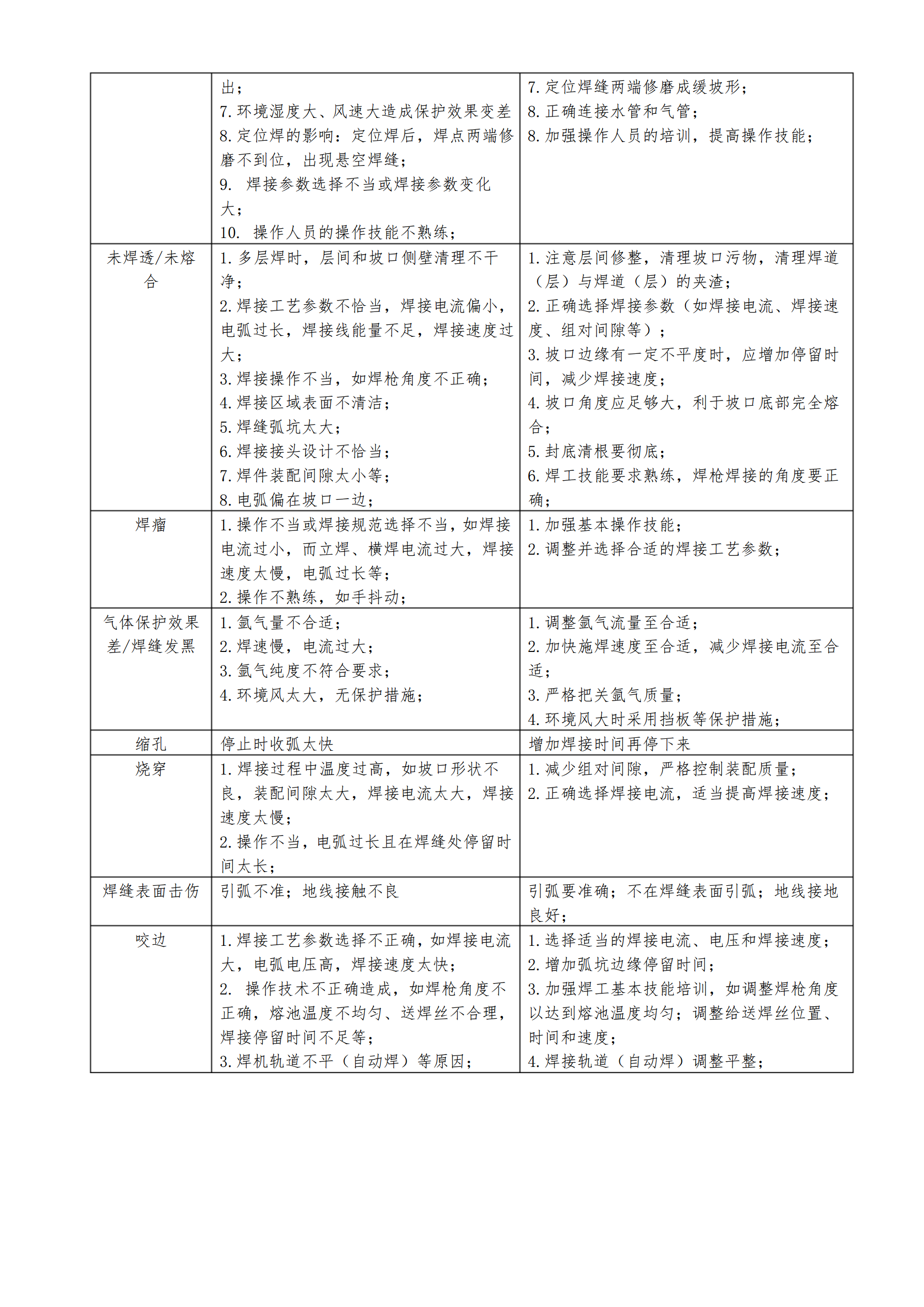
湖南奇思环保设备制造有限编制文件编号WI-T62审核版本号0公司奥氏体不锈钢钨极氩弧焊技术批准更改号规范

奥氏体不锈钢钨极氩弧焊技术规范.docx
湖南奇思环保设备制造有限公司编制文件编号WI-T62审核版本号0奥氏体不锈钢钨极氩弧焊技术规范批准更改号生效日期目的规范奥氏体不锈钢钨极氩弧焊(TIG焊)的操作过程,确保焊接质量。范围本规范规定了奥氏体不锈钢一般焊接接头的钨极氩弧焊工艺以及工艺参数,适用于湖南奇思环保有限公司实施的全过程。产品中关键或有特殊要求的焊缝的焊接规范则按照具体的关键工艺执行。规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)

奥氏体不锈钢洁净管道钨极氩弧焊技术.docx
奥氏体不锈钢洁净管道钨极氩弧焊技术引言自20世纪70年代初开始,洁净管道材料在高纯管道领域中得到广泛使用,其中奥氏体不锈钢洁净管道具有优异的化学稳定性、物理力学特性及较低的气体、水分析出率等优点而得到广泛应用。在洁净管道生产中,最常见的管道连接方式是焊接,其中钨极氩弧焊技术被广泛应用,可以达到高品质的连接效果,并且实现了防止氧化和变形的目的。本文主要论述奥氏体不锈钢洁净管道钨极氩弧焊技术的研究进展、工艺特点、应用现状与突出问题等。一、钨极氩弧焊技术研究进展钨极氩弧焊是一种有电弧热源的气体保护焊接方法。自2

奥氏体不锈钢钨极氩弧焊核心技术综合规范.doc
湖南奇思环境保护设备制造编制文件编号WI-T62审核版本号0奥氏体不锈钢钨极氩弧焊技术规范批准更改号生效日期目标规范奥氏体不锈钢钨极氩弧焊(TIG焊)操作过程,确保焊接质量。范围本规范要求了奥氏体不锈钢通常焊接接头钨极氩弧焊工艺和工艺参数,适适用于湖南奇思环境保护实施全过程。产品中关键或有特殊要求焊缝焊接规范则根据具体关键工艺实施。规范性引用文件下列文件对于本文件应用是必不可少。通常注日期引用文件,仅注日期版本适适用于本文件。通常不注日期引用文件,其最新版本(包含全部修改单)适适用于本文件。Y

焊工考试钨极氩弧焊奥氏体不锈钢试件的背面保护.doc
焊工考试钨极氩弧焊奥氏体不锈钢试件的背面保护锅炉压力容器压力管道焊工考试时,各种奥氏体不锈钢试件的钨极氩弧焊在进行第一层打底焊时,如果不对试件背面进行氩气保护或保护不好时,极易因氧化而造成背面焊缝形成发黑、发渣,甚至整个试件报废。因此,如何做好打底焊时焊件背面的保护,提高奥氏不锈钢钨极氩弧焊试件焊接的一次成功率,是每一个考试单位着重解决的问题。我们厂经过十几年的摸索试验,总结出了一套试件背面保护的可靠办法,现介绍如下。板状试件背面的氩气保护根据板状试件的特点,我们设计制作了专