
HP1003碗式中速磨煤机检修教程.ppt

一吃****瀚文

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
HP1003碗式中速磨煤机检修教程.ppt
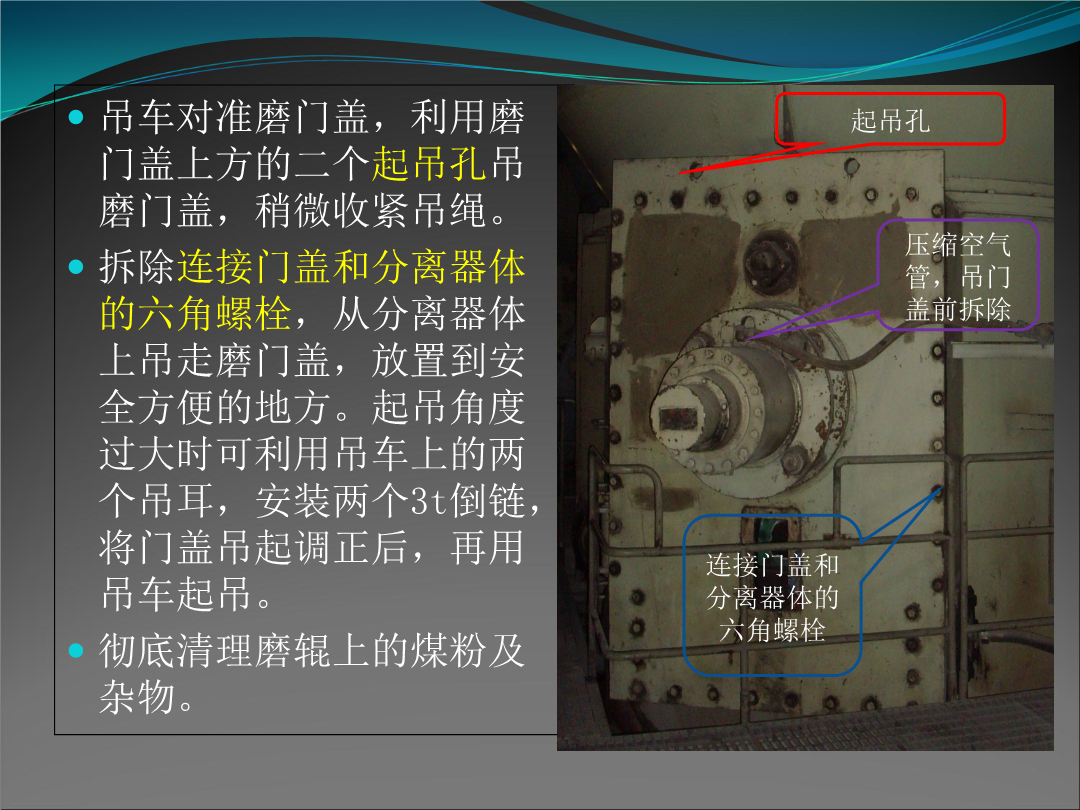
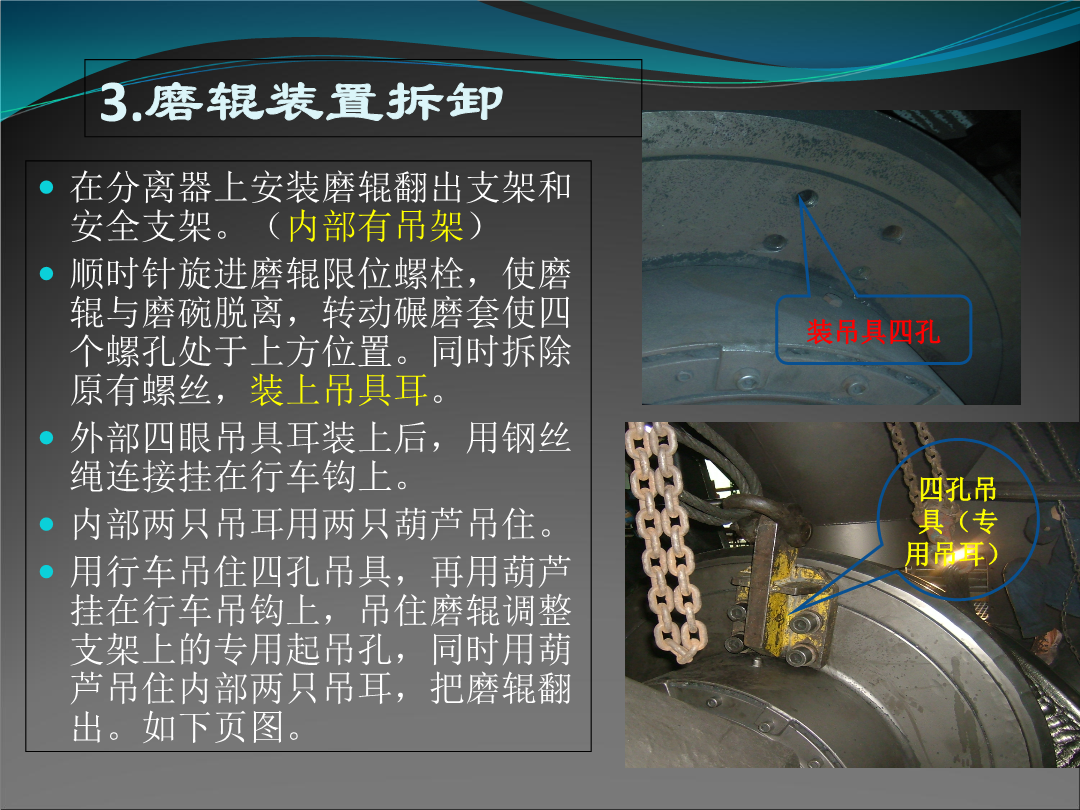
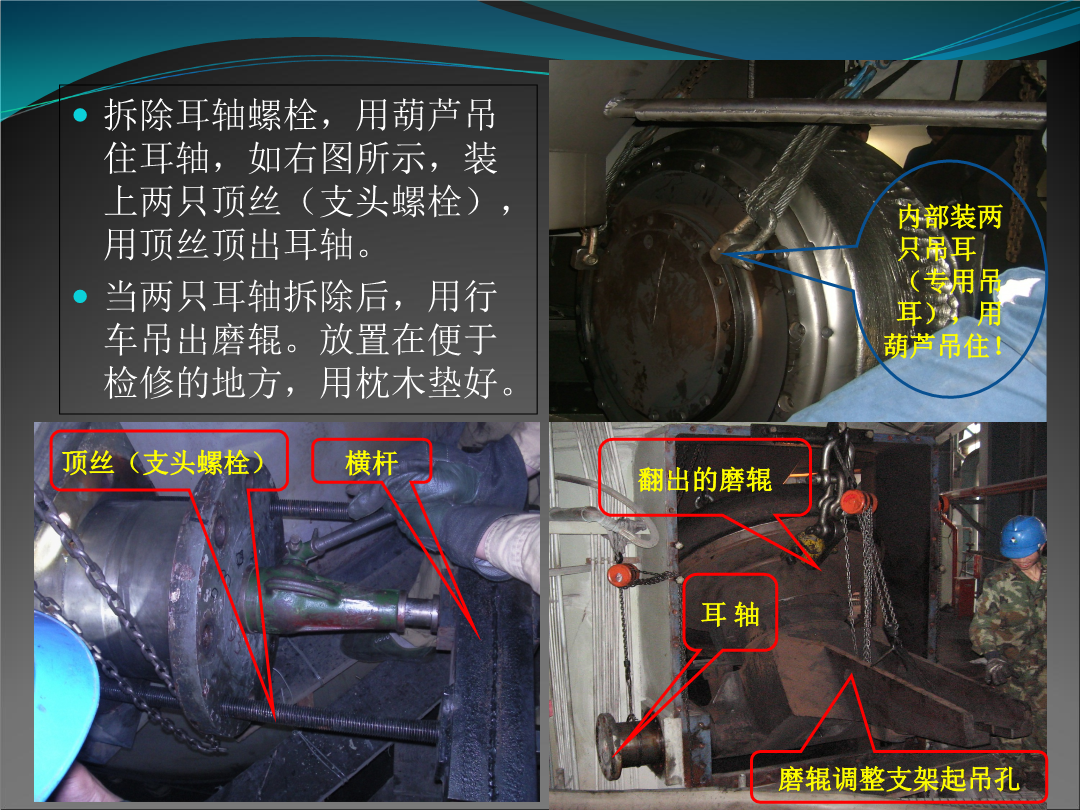
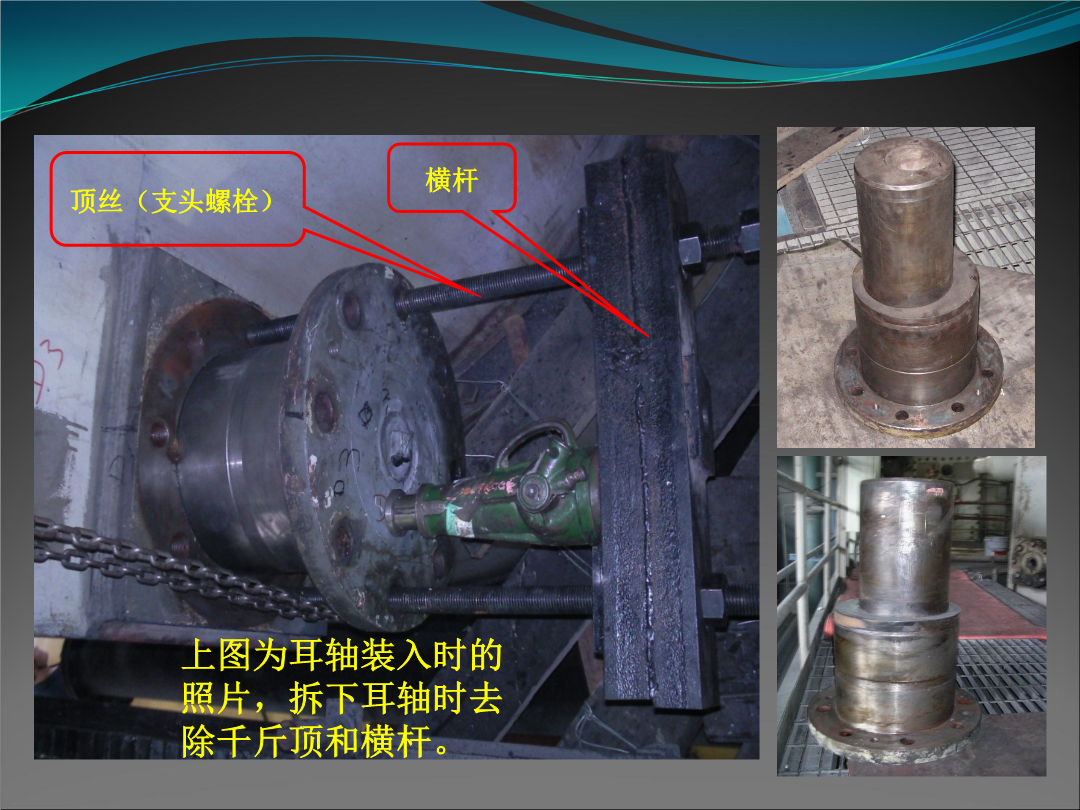
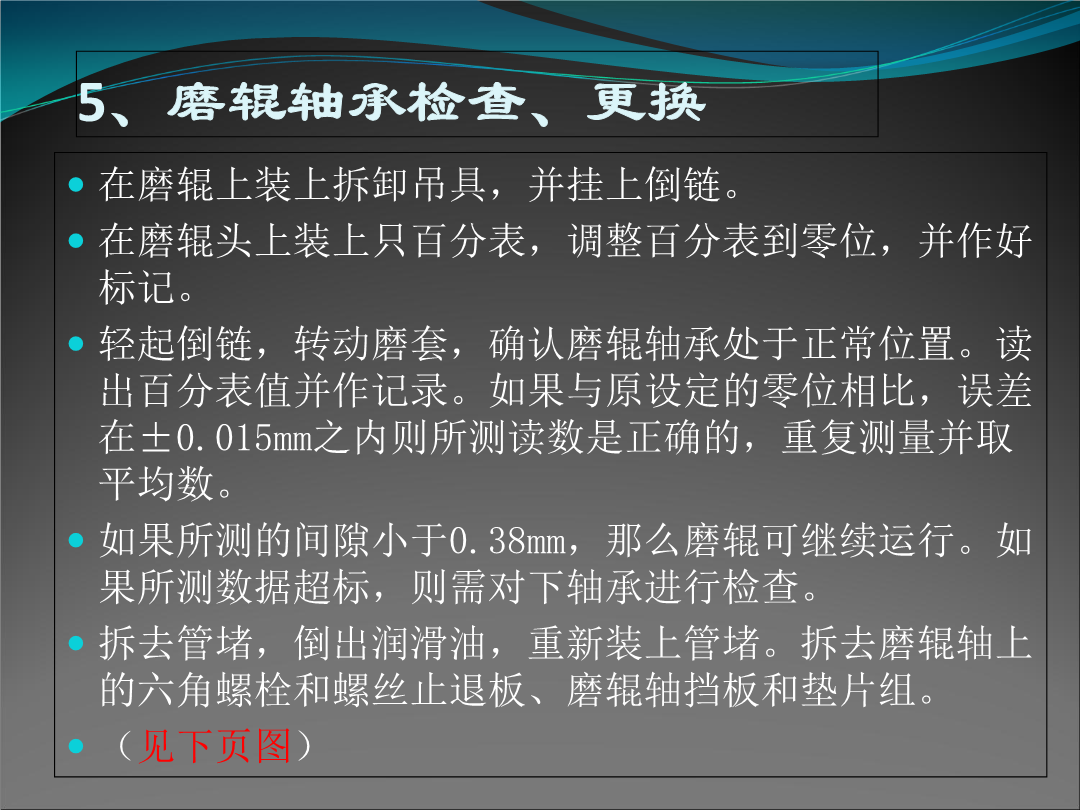
HP1003碗式中速磨煤机是由上海重型机器厂从美国燃烧工程公司引进技术制造的。主要结构由上部分离器顶盖、中部磨煤机侧机体、下部传动装置组成。1、检修前准备2、磨煤机门盖拆卸吊车对准磨门盖利用磨门盖上方的二个起吊孔吊磨门盖稍微收紧吊绳。拆除连接门盖和分离器体的六角螺栓从分离器体上吊走磨门盖放置到安全方便的地方。起吊角度过大时可利用吊车上的两个吊耳安装两个3t倒链将门盖吊起调正后再用吊车起吊。彻底清理磨辊上的煤粉及杂物。3.磨辊装置拆卸拆除耳轴螺栓用葫芦吊住耳轴如右图所示装上两只顶丝(支头螺

HP1003碗式中速磨煤机检修教程.pptx
HP1003碗式中速磨煤机是由上海重型机器厂从美国燃烧工程公司引进技术制造的。主要结构由上部分离器顶盖、中部磨煤机侧机体、下部传动装置组成。1、检修前准备2、磨煤机门盖拆卸吊车对准磨门盖利用磨门盖上方的二个起吊孔吊磨门盖稍微收紧吊绳。拆除连接门盖和分离器体的六角螺栓从分离器体上吊走磨门盖放置到安全方便的地方。起吊角度过大时可利用吊车上的两个吊耳安装两个3t倒链将门盖吊起调正后再用吊车起吊。彻底清理磨辊上的煤粉及杂物。3.磨辊装置拆卸拆除耳轴螺栓用葫芦吊住耳轴如右图所示装上两只顶丝(支头螺

碗式中速磨煤机节能优化.docx
碗式中速磨煤机节能优化碗式中速磨煤机是目前热电厂中最为常见的煤粉制备设备之一。它的工作原理是将煤炭送入到碗式磨盘中,通过磨盘的高速旋转和磨碾作用,将煤炭磨成一定的颗粒度,再送入到锅炉中进行燃烧。然而,由于其高能耗和低效率的缺点,使得热电厂在运行中面临着不小的能源浪费和成本压力。因此,对碗式中速磨煤机进行节能优化显得十分必要。一、影响碗式中速磨煤机能耗的因素1.进料粒度:进入碗式中速磨煤机的煤炭粒度和含水量是决定能耗的一个重要因素。粗粒度的煤炭进入磨盘后需要更多的功率才能达到合适的粒度,同时含水量过高也会导

RP型碗式中速磨煤机的技术状况.docx
RP型碗式中速磨煤机的技术状况题目:RP型碗式中速磨煤机的技术状况引言:磨煤机是煤矿、电厂等工业领域常用的设备之一,它承担着将原始煤炭进行破碎磨细的重要任务。RP型碗式中速磨煤机作为一种常用的磨煤机类型,其技术状况对于提高磨煤效率、减少能耗具有重要意义。本文将探讨RP型碗式中速磨煤机的技术状况,并对其存在的问题和需要改进的方向进行分析和讨论。一、RP型碗式中速磨煤机的工作原理:RP型碗式中速磨煤机是一种以碗式磨盘为工作部件的磨煤机。其工作原理主要包括进料、磨煤、排粉三个步骤。原始煤炭经过给煤装置从上方进入
燃煤电厂制粉系统HP983碗式中速磨煤机状态检修的研究.pdf
分类号学号2004611210029学校代码10487硕士学位论文