
冷冲压模具的装配.pptx

Th****s3


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共73页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷冲压模具的装配.pptx
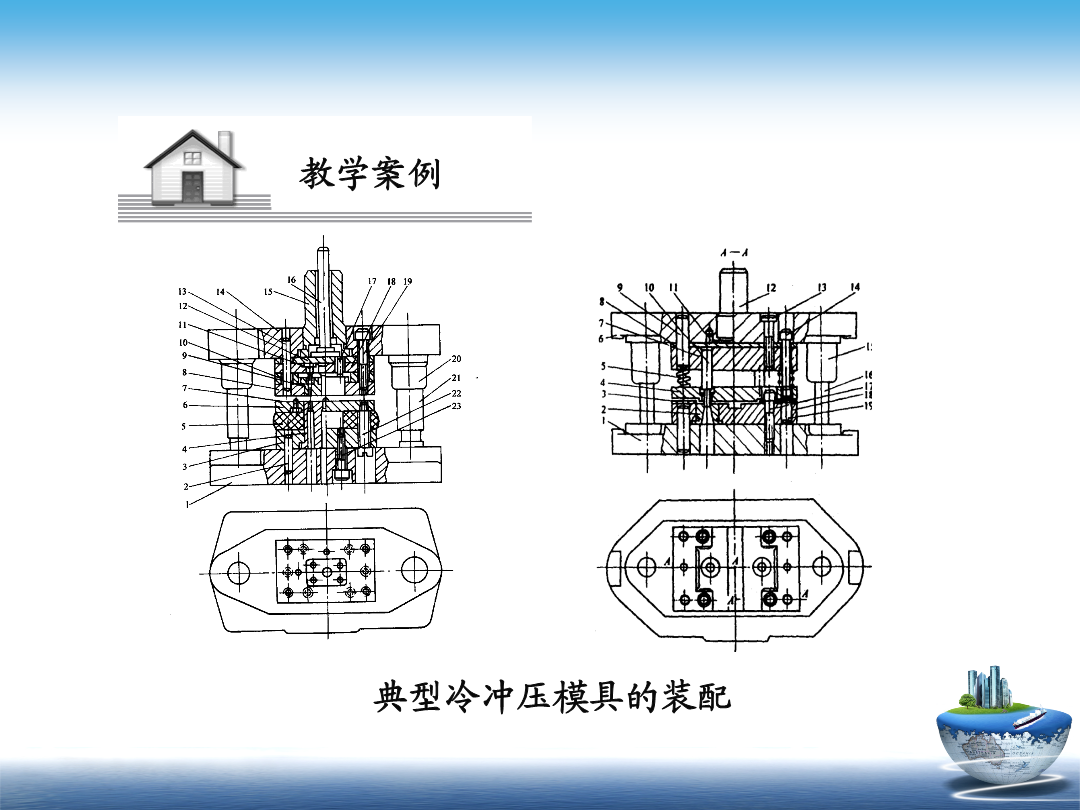
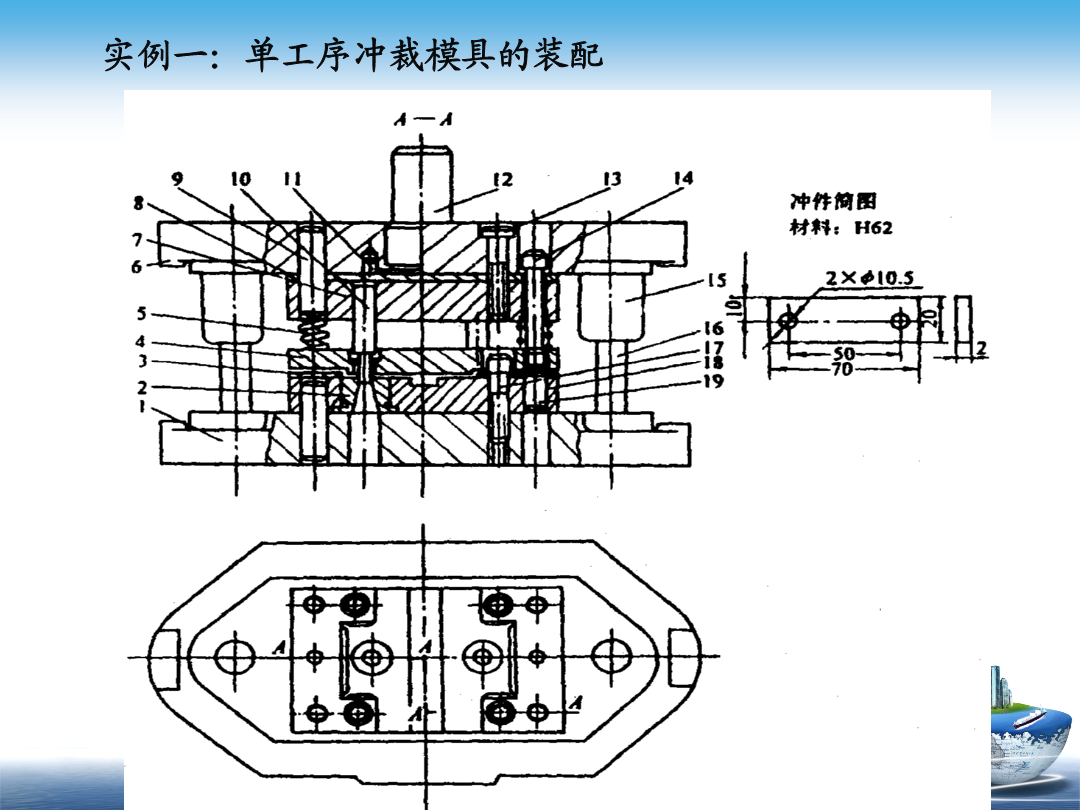
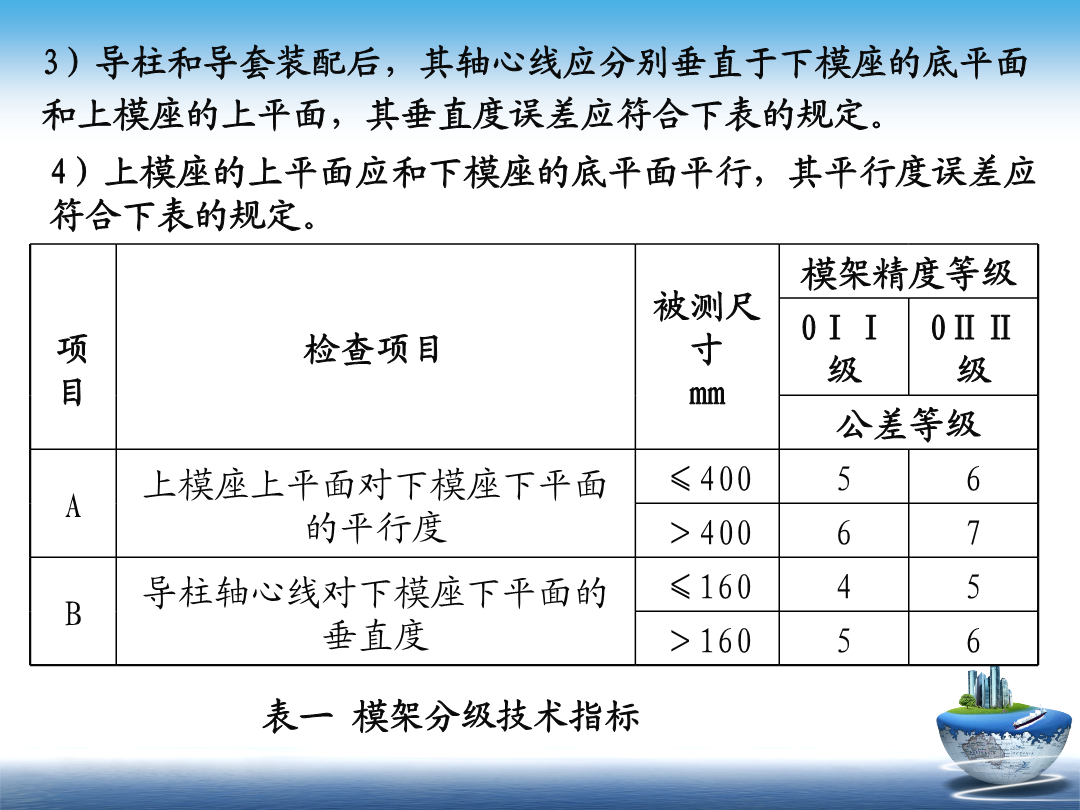
《模具制造》模具装配项目教学案例概述对于冲裁模既使模具零件的加工精度已经得到保证但是在装配时如果不能保证冲裁间隙均匀也会影响制件的质量和模具的使用寿命。因此模具装配是冲裁模具制造过程的重要组成部分。实例一:单工序冲裁模具的装配在进行装配之前要仔细研究设计图样按照模具的结构及技术要求确定合理的装配顺序及装配方法选择合理的检测方法及测量工具。一、冷冲压模具装配的技术要求1)装配好的冲模其闭合高度应符合设计要求。2)模柄(活动模柄除外)装入上模座后其轴心线对上模

冷冲压模具的装配.ppt
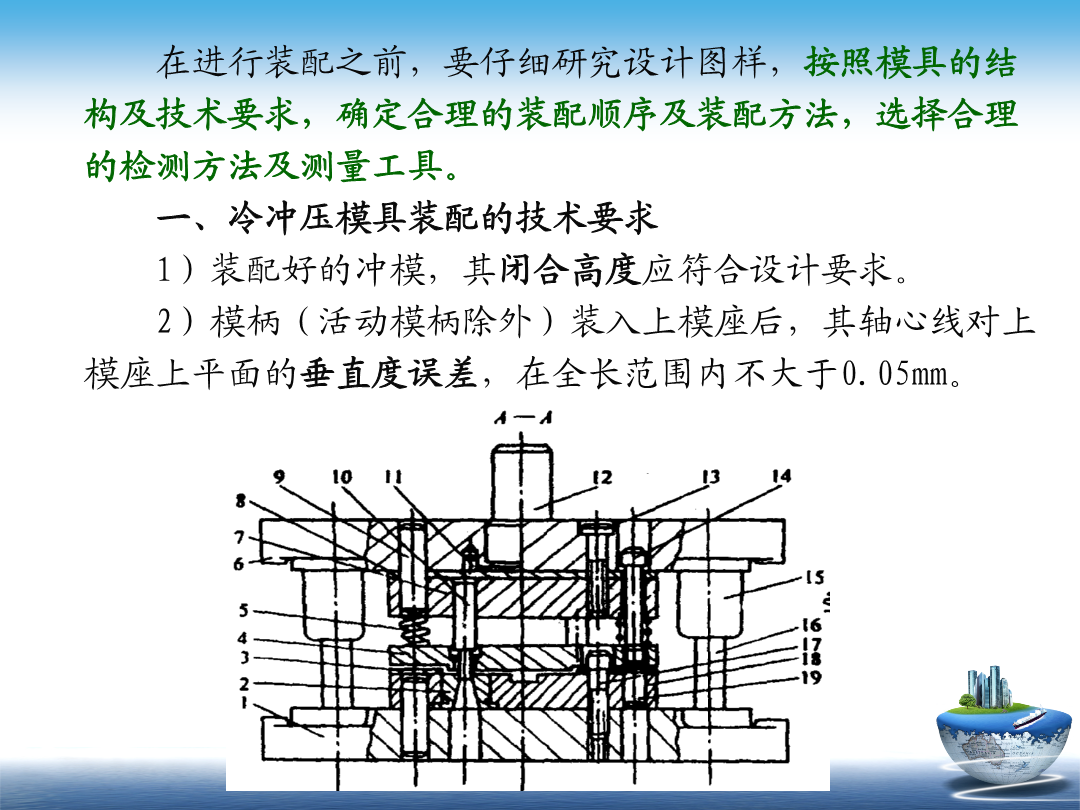
《模具制造》模具装配项目教学案例概述对于冲裁模,既使模具零件的加工精度已经得到保证,但是在装配时如果不能保证冲裁间隙均匀,也会影响制件的质量和模具的使用寿命。因此,模具装配是冲裁模具制造过程的重要组成部分。实例一:单工序冲裁模具的装配在进行装配之前,要仔细研究设计图样,按照模具的结构及技术要求,确定合理的装配顺序及装配方法,选择合理的检测方法及测量工具。一、冷冲压模具装配的技术要求1)装配好的冲模,其闭合高度应符合设计要求。2)模柄(活动模柄除外)装入上模座后,其轴心线对上模座上平面的垂直度误差,在全长范

冷冲压模具的装配.pptx
《模具(mújù)制造》模具装配(zhuāngpèi)项目教学案例概述对于冲裁模,既使模具零件的加工精度已经得到保证,但是在装配时如果不能保证冲裁间隙均匀,也会影响制件的质量和模具的使用寿命。因此,模具装配是冲裁模具制造过程(guòchéng)的重要组成部分。实例一:单工序(gōngxù)冲裁模具的装配在进行装配之前,要仔细研究设计图样,按照模具的结构及技术要求,确定合理的装配顺序(shùnxù)及装配方法,选择合理的检测方法及测量工具。一、冷冲压模具装配的技术要求1)装配好的冲模,其闭合高度应符合设计要

冷冲压模具的装配.ppt
模具装配项目教学案例三、凹模和凸模的装配图7-9所示模具的凹模为组合式结构,凹模与固定板的配合常采用H7/n6或H7/m6。总装前应先将凹模压人固定板内。在平面磨床上将上、下平面磨平。图7-9所示凸模与固定板的配合常采用H7/n6或H7/m6。凸模装人固定板后,其固定端的端面应和固定板的支承面处于同一平面内。凸模应和固定板的支承面垂直,其垂直度公差见表二。实例一:单工序冲裁模具的装配装配时在压力机上调整好凸模与固定板的垂直度将凸模压人固定板内,如图1所示。凸模对固定板支承面的垂直度经检查合格后用锤子和凿子

冷冲压模具的装配.pptx
冷冲压模具的装配模具装配项目教学案例概述对于冲裁模,既使模具零件得加工精度已经得到保证,但就是在装配时如果不能保证冲裁间隙均匀,也会影响制件得质量和模具得使用寿命。因此,模具装配就是冲裁模具制造过程得重要组成部分。实例一:单工序冲裁模具得装配在进行装配之前,要仔细研究设计图样,按照模具得结构及技术要求,确定合理得装配顺序及装配方法,选择合理得检测方法及测量工具。一、冷冲压模具装配得技术要求1)装配好得冲模,其闭合高度应符合设计要求。2)模柄(活动模柄除外)装入上模座后,其轴心线对上模座上平面得垂直度误差,