
塑胶模具的基础.pptx

论文****可爱


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑胶模具基础.ppt
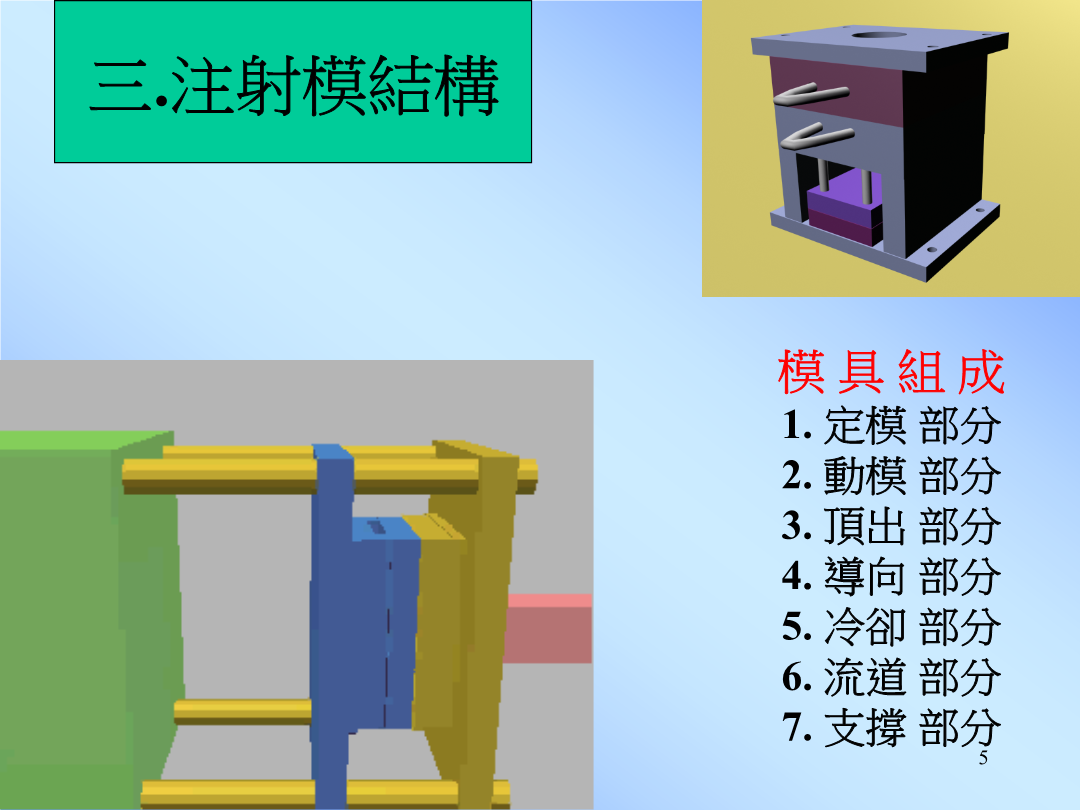
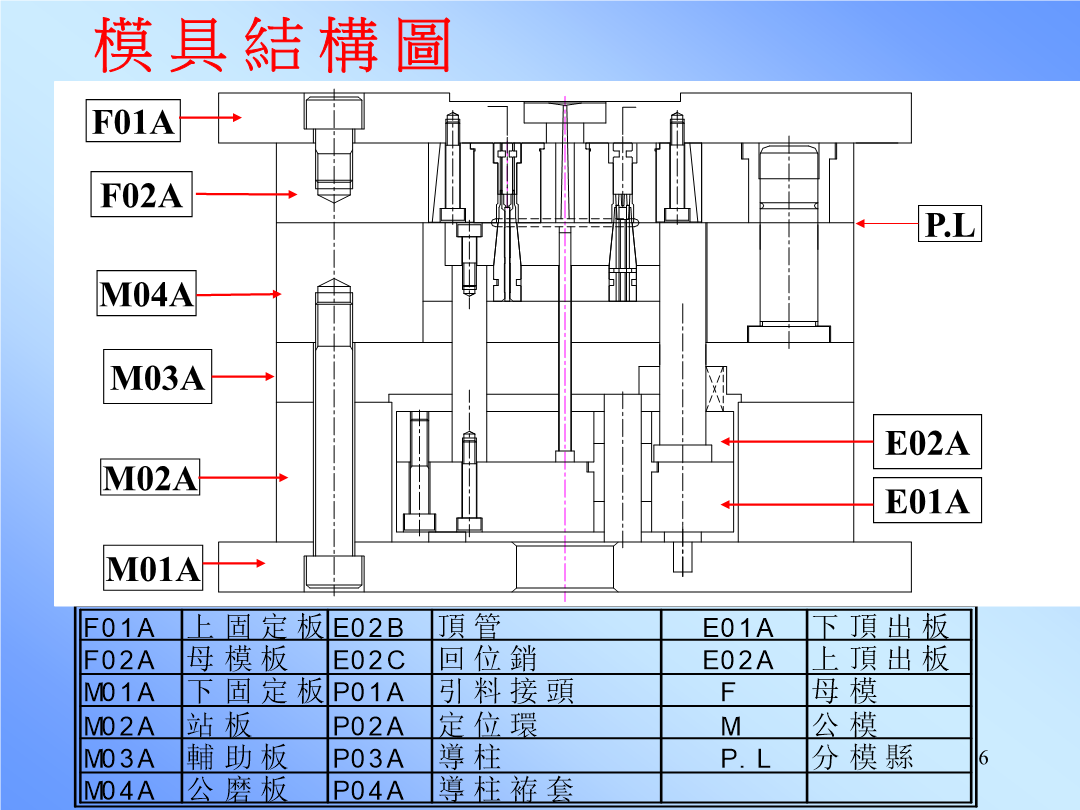
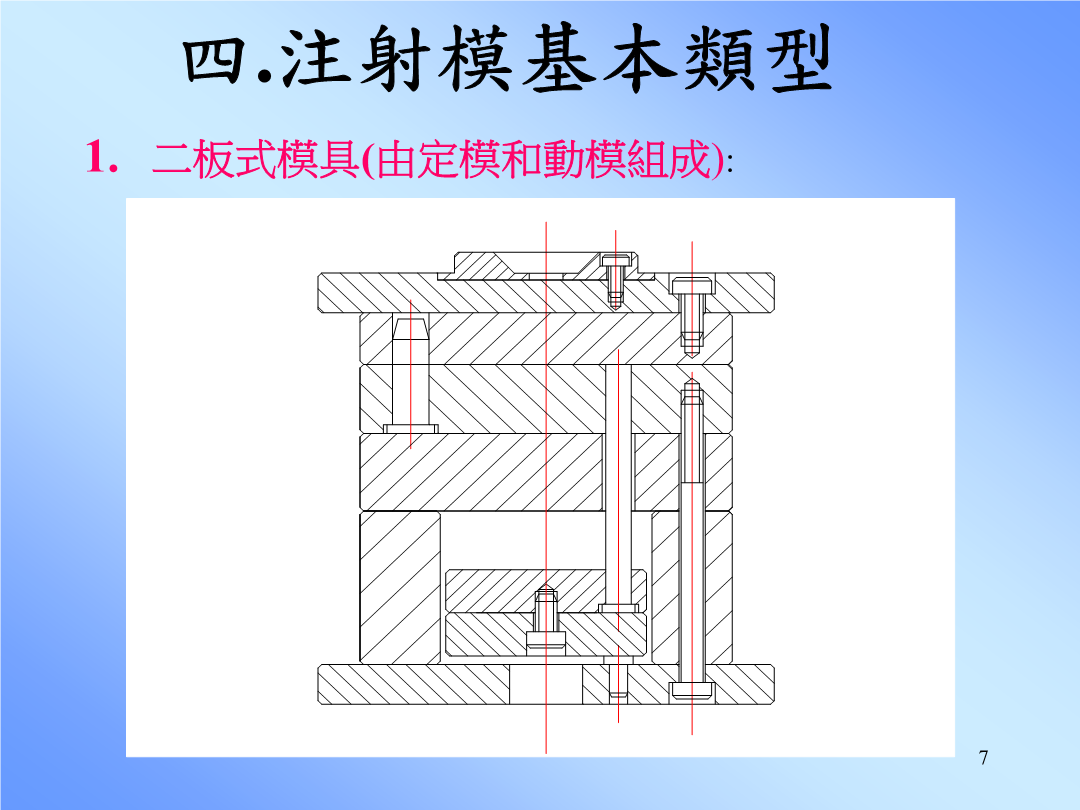
模具篇一.模具基礎模具制造生產運作流程模具基礎1.壓模2.鑄壓模3.注射模目前C/P成型部所用4.吹塑薄膜機頭5.硬管機頭6.中空吹塑成型模7.真空成型模二.注射模概念加料方式是人力或傳送裝置將物料輸送到注射機的料筒內,物料受熱呈熔融狀態,然后,在螺杆或活塞的推動下,經噴嘴和模具的進料系統進入型腔,經充分冷卻后,物料於型腔內硬化定型.這個成型過程所需的成型工具就叫注射模.三.注射模結構模具結構圖四.注射模基本類型2.三板式模具----在動模板與定模板之間,這有一塊活動的模板三板式模具水口袸套优點:1.節約
塑胶模具基础.pptx
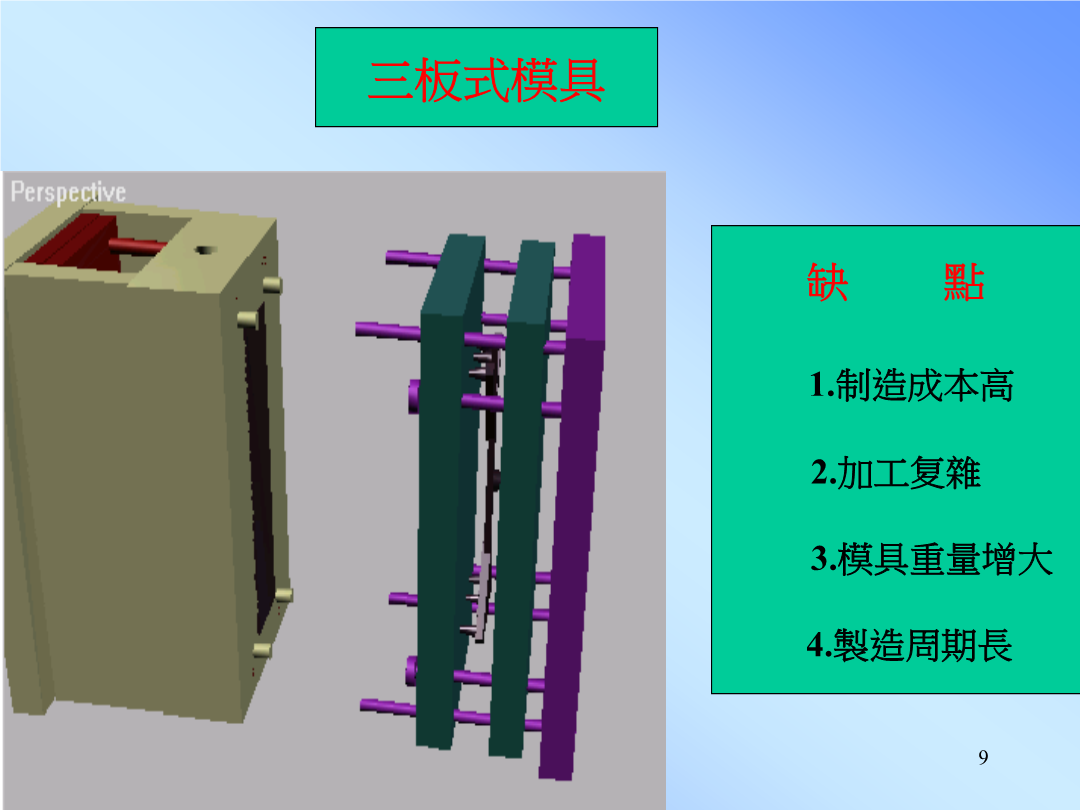
模具篇模具制造(zhìzào)生產運作流程模具(mújù)基礎3.注射模目前(mùqián)C/P成型部所用加料方式是人力或傳送裝置將物料輸送到注射機的料筒內,物料受熱呈熔融狀態,然后(ránhòu),在螺杆或活塞的推動下,經噴嘴和模具的進料系統進入型腔,經充分冷卻后,就叫注射模.模具結構圖2.三板式(bǎnshì)模具----在動模板與定模板之間,這有一塊活動的模板三板式(bǎnshì)模具水口(shuǐkǒu)袸套优點:1.節約冷料回收費與人工2.節約切除冷料的修整工序3.縮短注射總周期,有利於快速註
塑胶模具的基础.pptx
塑膠模具(mújù)基礎目錄3.注射模目前C/P成型(chéngxíng)部所用加料(jiāliào)方式是人力或傳送裝置將物料輸送到注射機的料筒內,物料受熱呈熔融狀態,然后,在螺杆或活塞的推動下,經噴嘴和模具的進料系統進入型腔,經充分冷卻后,就叫注射模.模具結構圖2.三板式模具(mújù)----在動模板與定模板之間,這有一塊活動的模板三板式(bǎnshì)模具水口(shuǐkǒu)袸套优點:1.節約冷料回收費與人工2.節約切除冷料的修整工序3.縮短注射總周期,有利於快速註射成型工藝之發展.4.減少壓力
塑胶模具基础.pptx
模具篇一.模具基礎模具制造生產運作流程模具基礎1.壓模2.鑄壓模3.注射模目前C/P成型部所用4.吹塑薄膜機頭5.硬管機頭6.中空吹塑成型模7.真空成型模二.注射模概念加料方式是人力或傳送裝置將物料輸送到注射機的料筒內物料受熱呈熔融狀態然后在螺杆或活塞的推
塑胶模具的基础.pptx
塑膠模具基礎目錄1.壓模2.鑄壓模3.注射模目前C/P成型部所用4.吹塑薄膜機頭5.硬管機頭6.中空吹塑成型模7.真空成型模二.注射模概念加料方式是人力或傳送裝置將物料輸送到注射機的料筒內物料受熱呈熔融狀態然后在螺杆或活塞的推動下經噴嘴和模具的進料系統進入型腔經充分