
一种石墨HB碳素芯加工方法.pdf

邻家****曼玉


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种石墨HB碳素芯加工方法.pdf
一种石墨HB碳素芯加工方法,其特点是在于包括以下步骤:(1)将鳞片石墨粉碎成石墨粉,目数为700目,含碳量为90-95;(2)主料110kg中放置水溶蜡50-70kg,粘土30-50kg,糖稀10-15kg,高色素炭黑10-18kg;(3)将步骤(2)的材料搅拌均匀,放置住捏合机里捏合3-4小时;温度45-55摄氏度;(4)将捏合后的材料用冷碾压,使其材料厚度在03-0.5毫米;(5)将碾压好的材料放置在储存罐中储存72小时以备用;(6)将步骤(5)的材料放进压芯机,压出一定规模的石墨顺滑铅芯。积极效果:

一种石墨2B碳素芯加工方法.pdf
一种石墨2B碳素芯加工方法,其特点是在于包括以下步骤:(1)将鳞片石墨粉碎成石墨粉,目数为600目,含碳量为90-94;(2)主料95kg中放置水溶蜡40-50kg,粘土30-35kg,糖稀10-15kg,高色素炭黑5-8kg;(3)将步骤(2)的材料搅拌均匀,(4)将捏合后的材料用冷碾压,(5)将碾压好的材料放置在储存罐中储存72小时以备用;发明的积极效果是:而由于本发明工艺是在现有的工艺过程基础上简化改进,并未对机器设备等进行改良,故可直接应用于现有生产工艺中,简单易行。

一种石墨4B碳素芯加工方法.pdf
一种石墨4B碳素芯加工方法,其特点是在于包括以下步骤:(1)将鳞片石墨粉碎成石墨粉,目数为650目,含碳量为80-86;(2)主料95kg中放置水溶蜡35-45kg,粘土35-40kg,高色素炭黑10-15kg;(3)将步骤(2)的材料搅拌均匀,放置在捏合机里捏合3-4小时;(4)将捏合后的材料用冷碾压,使其材料厚度在03-0.5毫米(5)将碾压好的材料放置在储存罐中储存72小时以备用;(6)将步骤(5)的材料放进压芯机,压出一定规模的石墨顺滑铅芯。积极效果:本发明工艺是在现有的工艺过程基础上简化改进,并

一种扁平石墨水溶芯加工方法.pdf
一种扁平石墨水溶芯加工方法,其特点是在于包括以下步骤:(1)将鳞片石墨粉碎成石墨粉,目数为700目,含碳量为95-98;(2)主料200kg中放置水溶蜡50-70kg,粘土40-50kg,糖稀9-11kg,高色素炭黑6-11kg;(3)将步骤(2)的次阿里搅拌均匀,放置在捏合机里捏合4-5小时,温度保持40摄氏度;(4)将捏合后的材料用冷碾压,使其材料厚度在0.4-0.6毫米,水份在18%;(5)将碾压好的材料放置在储存罐中储存72小时盖上棉被以备用。发明优点:是在现有的工艺过程基础上简化改进,并未对机器
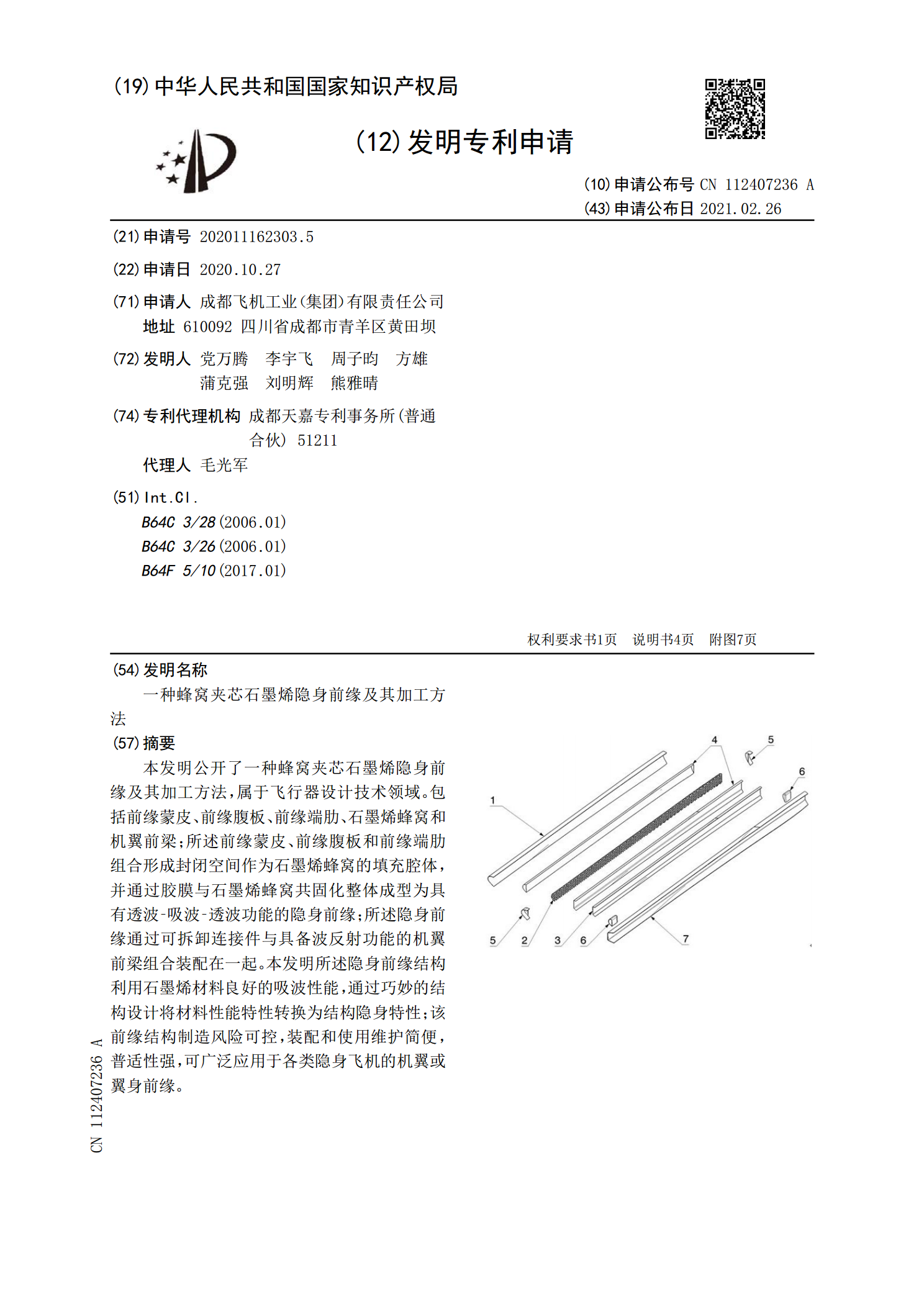
一种蜂窝夹芯石墨烯隐身前缘及其加工方法.pdf
本发明公开了一种蜂窝夹芯石墨烯隐身前缘及其加工方法,属于飞行器设计技术领域。包括前缘蒙皮、前缘腹板、前缘端肋、石墨烯蜂窝和机翼前梁;所述前缘蒙皮、前缘腹板和前缘端肋组合形成封闭空间作为石墨烯蜂窝的填充腔体,并通过胶膜与石墨烯蜂窝共固化整体成型为具有透波‑吸波‑透波功能的隐身前缘;所述隐身前缘通过可拆卸连接件与具备波反射功能的机翼前梁组合装配在一起。本发明所述隐身前缘结构利用石墨烯材料良好的吸波性能,通过巧妙的结构设计将材料性能特性转换为结构隐身特性;该前缘结构制造风险可控,装配和使用维护简便,普适性强,可