
玻璃模具型腔等离子弧喷焊方法.pdf

元容****少女


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

玻璃模具型腔等离子弧喷焊方法.pdf
本申请公开了一种玻璃模具型腔等离子弧喷焊方法,包括以下步骤:喷焊前机加工;预热;喷焊;喷焊后热处理;焊接完成后,经金星组织分析,焊层组织呈柱状和枝晶状洗出,枝晶间存在许多碳化物和硬质相,起到强化作用。实际应用证明,采用等离子弧喷焊玻璃模具型腔,提高了玻璃模具的耐磨性、抗高温氧化性,提高了玻璃模具质量、寿命,具有广阔的应用前景。

铜合金玻璃模具内腔边际全喷焊的方法.pdf
本发明公开了一种铜合金玻璃模具内腔边际全喷焊的方法,包括步骤:对铜合金玻璃模具内腔进行毛刀处理,处理尺寸根据所需喷焊层尺寸的45~55%确定;处理后的待焊接模具加热至750~800℃;采用等离子焊机对模具内腔边际进行喷焊处理,焊接时对模具进行持续保温至750~780℃;喷焊完成后的模具进入退火炉进行退火处理。本发明所述的加工方法,在模具喷焊前对各个焊接面进行毛刀处理,处理尺寸的控制可以保证喷焊层尺寸符合要求。同时在喷焊过程中使用加热枪对模具持续保温,可以更好地控制模具的渗碳,保证喷焊层尺寸稳定,提高模具整
玻璃模具口模模腔喷焊用的夹具结构.pdf
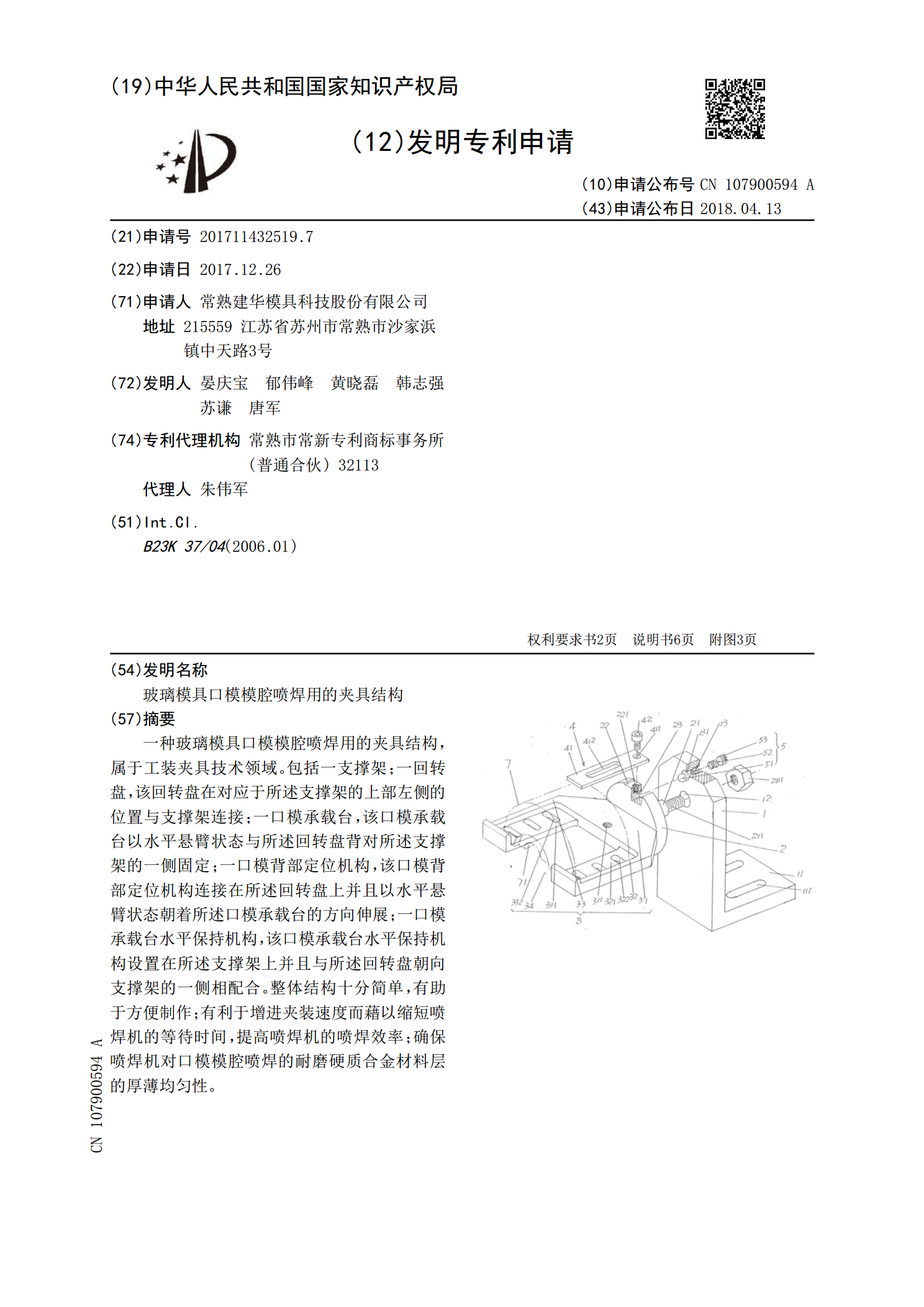
一种玻璃模具口模模腔喷焊用的夹具结构,属于工装夹具技术领域。包括一支撑架;一回转盘,该回转盘在对应于所述支撑架的上部左侧的位置与支撑架连接;一口模承载台,该口模承载台以水平悬臂状态与所述回转盘背对所述支撑架的一侧固定;一口模背部定位机构,该口模背部定位机构连接在所述回转盘上并且以水平悬臂状态朝着所述口模承载台的方向伸展;一口模承载台水平保持机构,该口模承载台水平保持机构设置在所述支撑架上并且与所述回转盘朝向支撑架的一侧相配合。整体结构十分简单,有助于方便制作;有利于增进夹装速度而藉以缩短喷焊机的等待时间,

等离子弧焊.ppt
等离子弧焊接第一节等离子弧焊接特点二)、等离子弧的类型(一)非转移型电弧非转移型电弧燃烧在钨极与喷嘴之间,焊接时电源正极接水冷铜喷嘴,负极接钨极,工件不接到焊接回路上;依靠高速喷出的等离子气将电弧带出,这种电弧适用于焊接或切割较薄的金属及非金属。(二)转移型电弧转移型电弧直接燃烧在钨极与工件之间,焊接时首先引燃钨极与喷嘴间的非转移弧,然后将电弧转移到钨极与工件之间;在工作状态下,喷嘴不接到焊接回路中。这种电弧用于焊接较厚的金属。(三)联合型电弧转移弧及非转移弧同时存在的电弧为联合型电弧。混合型电弧在很小的

等离子弧喷焊自熔合金工艺小结.docx
等离子弧喷焊自熔合金工艺小结等离子弧喷焊自熔合金工艺小结摘要等离子弧喷焊自熔合金是一种高效的焊接工艺,具有焊接速度快、热影响区小、焊缝质量好等优点。本文对等离子弧喷焊自熔合金的工艺特点、应用领域以及未来发展进行了综合分析和展望。1.引言随着工业的发展和技术的进步,对焊接工艺的要求越来越高。传统的焊接工艺过程中,焊缝表面常常存在各种缺陷,影响了焊接接头的强度和密封性。为了解决这一问题,等离子弧喷焊自熔合金工艺应运而生。2.工艺特点2.1高焊接速度:等离子弧喷焊自熔合金工艺能够在较短的时间内完成焊接,大大提高