
玻璃模具口模模腔喷焊用的夹具结构.pdf

听容****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
玻璃模具口模模腔喷焊用的夹具结构.pdf
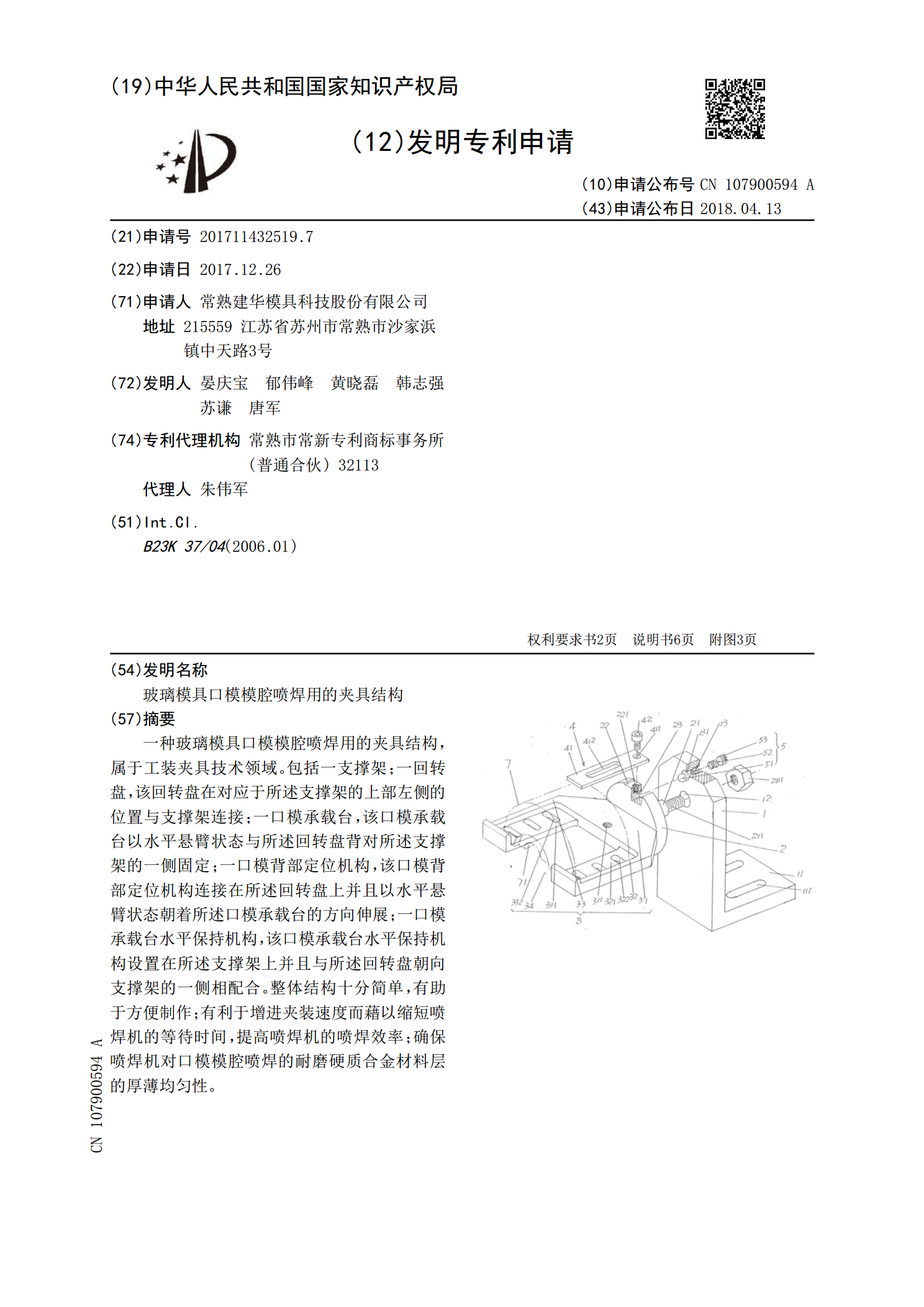
一种玻璃模具口模模腔喷焊用的夹具结构,属于工装夹具技术领域。包括一支撑架;一回转盘,该回转盘在对应于所述支撑架的上部左侧的位置与支撑架连接;一口模承载台,该口模承载台以水平悬臂状态与所述回转盘背对所述支撑架的一侧固定;一口模背部定位机构,该口模背部定位机构连接在所述回转盘上并且以水平悬臂状态朝着所述口模承载台的方向伸展;一口模承载台水平保持机构,该口模承载台水平保持机构设置在所述支撑架上并且与所述回转盘朝向支撑架的一侧相配合。整体结构十分简单,有助于方便制作;有利于增进夹装速度而藉以缩短喷焊机的等待时间,
玻璃模具杯挺模模腔填充镍基焊材的方法.pdf
一种玻璃模具杯挺模模腔填充镍基焊材的方法,步骤:确认玻璃模具杯挺模是由半圆连铸棒材制成的;选取镍基合金焊粉作为喷焊到玻璃模具杯挺模的模腔内的喷焊材料;将由半圆连铸棒材制成的玻璃模具杯挺模预热,并且控制预热温度,得到待喷焊模具;在保护气体下将所述的镍基合金焊粉喷焊到待喷焊模具的模腔内,控制保护气体的流量、喷焊电流和喷焊层的厚度以及控制喷焊所用的焊枪的孔径,得到模腔内具有镍基合金喷焊层的模具毛坯;先将模具毛坯置入炉内加热,并且控制加热温度,随炉冷却后进行后续加工,得到模腔填充镍基焊材的玻璃模具杯挺模。优点:硬

玻璃模具型腔等离子弧喷焊方法.pdf
本申请公开了一种玻璃模具型腔等离子弧喷焊方法,包括以下步骤:喷焊前机加工;预热;喷焊;喷焊后热处理;焊接完成后,经金星组织分析,焊层组织呈柱状和枝晶状洗出,枝晶间存在许多碳化物和硬质相,起到强化作用。实际应用证明,采用等离子弧喷焊玻璃模具型腔,提高了玻璃模具的耐磨性、抗高温氧化性,提高了玻璃模具质量、寿命,具有广阔的应用前景。

一种模腔底、模腔结构及注坯模具.pdf
一种模腔底,包括模腔底本体;所述模腔底本体的中部设有内腔;所述模腔底本体的内部设有环绕所述内腔的冷却通道;所述模腔底本体的外周面上设置有一导流结构,所述导流结构包括凹入位、连通孔和间隔部,所述凹入位由部分外周面沿径向向内延伸而成,所述连通孔设于所述凹入位的底部,所述连通孔沿径向延伸并与所述冷却通道连通,所述间隔部在周向上至少挡住部分连通孔,所述间隔部的自由端与所述凹入位的侧壁间隔形成导槽,一部分沿顺时针方向环绕过渡冷却通道后流入连通孔,另一部分沿逆时针方向环绕过渡冷却通道后流入连通孔,保证过渡冷却通道具有

铜合金玻璃模具内腔边际全喷焊的方法.pdf
本发明公开了一种铜合金玻璃模具内腔边际全喷焊的方法,包括步骤:对铜合金玻璃模具内腔进行毛刀处理,处理尺寸根据所需喷焊层尺寸的45~55%确定;处理后的待焊接模具加热至750~800℃;采用等离子焊机对模具内腔边际进行喷焊处理,焊接时对模具进行持续保温至750~780℃;喷焊完成后的模具进入退火炉进行退火处理。本发明所述的加工方法,在模具喷焊前对各个焊接面进行毛刀处理,处理尺寸的控制可以保证喷焊层尺寸符合要求。同时在喷焊过程中使用加热枪对模具持续保温,可以更好地控制模具的渗碳,保证喷焊层尺寸稳定,提高模具整