
03模具零件电加工.pptx

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共100页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

03模具零件电加工.pptx
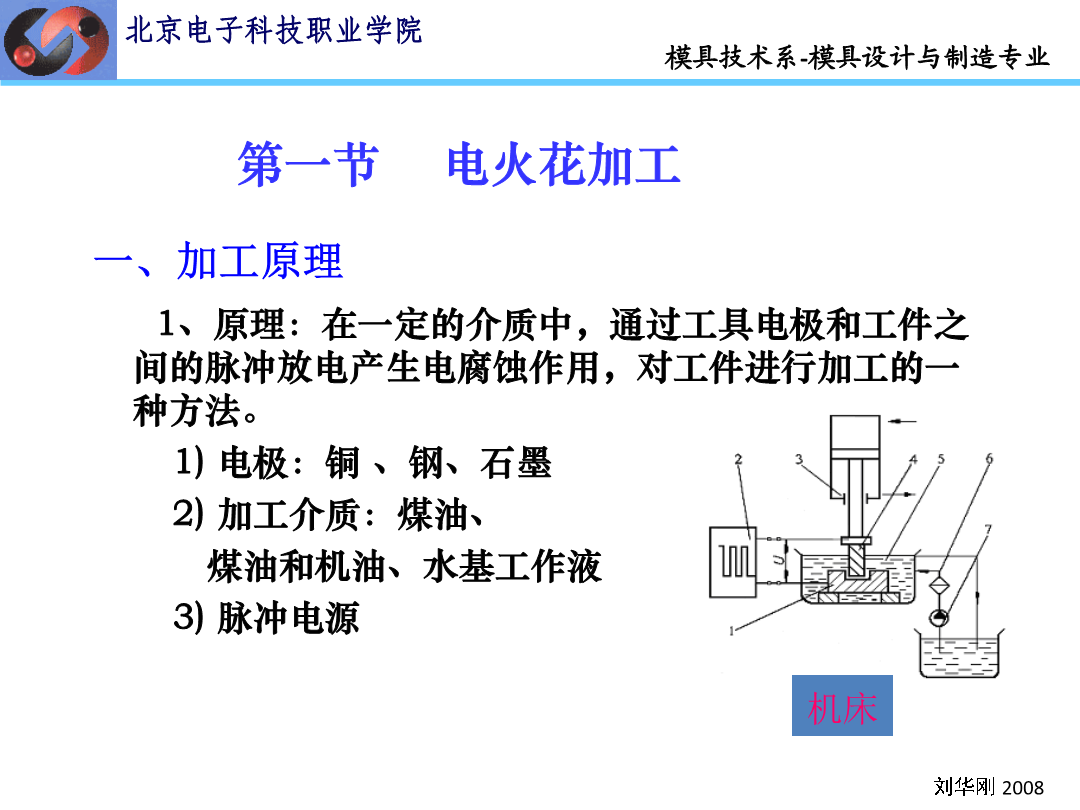
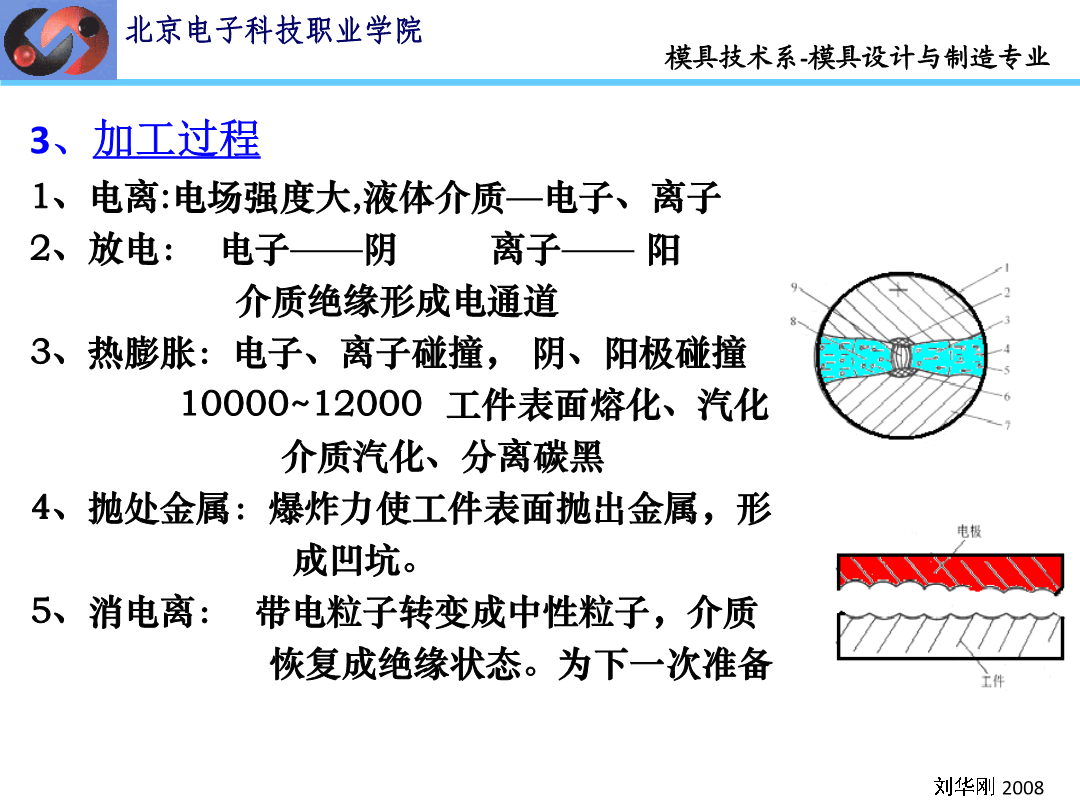
第三章模具零件电加工1、了解特种加工及其特点和应用范围;2、理解电火花加工原理、特点和应用范围;掌握电极的设计与制造电规准的选择;3、掌握型孔加工和型腔加工技术;4、了解线切割加工原理、特点和数字控制原理;5、理解线切割加工和电火花成形加工的异同点;掌握线切割加工程序(3B、ISO代码)的编制;6、掌握典型零件的线切割加工工艺。一、加工原理1、原理:在一定的介质中通过工具电极和工件之间的脉冲放电产生电腐蚀作用对工件进行加工的一种方法。1)电极:铜、钢、石墨2
03模具零件电加工.pptx
第三章模具零件电加工1、了解特种加工及其特点和应用范围;2、理解电火花加工原理、特点和应用范围;掌握电极的设计与制造电规准的选择;3、掌握型孔加工和型腔加工技术;4、了解线切割加工原理、特点和数字控制原理;5、理解线切割加工和电火花成形加工的异同点;掌握线切割加工程序(3B、ISO代码)的编制;6、掌握典型零件的线切割加工工艺。一、加工原理1、原理:在一定的介质中通过工具电极和工件之间的脉冲放电产生电腐蚀作用对工件进行加工的一种方法。1)电极:铜、钢、石墨2

模具制造技术——3模具零件电加工.pptx
第三章模具(mújù)零件电加工1、了解特种(tèzhǒng)加工及其特点和应用范围;2、理解电火花加工原理、特点和应用范围;掌握电极的设计与制造,电规准的选择;3、掌握型孔加工和型腔加工技术;4、了解线切割加工原理、特点和数字控制原理;5、理解线切割加工和电火花成形加工的异同点;掌握线切割加工程序(3B、ISO代码)的编制;6、掌握典型零件的线切割加工工艺。一、加工原理1、原理:在一定的介质中,通过工具电极和工件之间的脉冲放电产生电腐蚀(fǔshí)作用,对工件进行加工的一种方法。1)电极:铜、钢、石墨
模具零件电加工思考与练习题答案.pdf
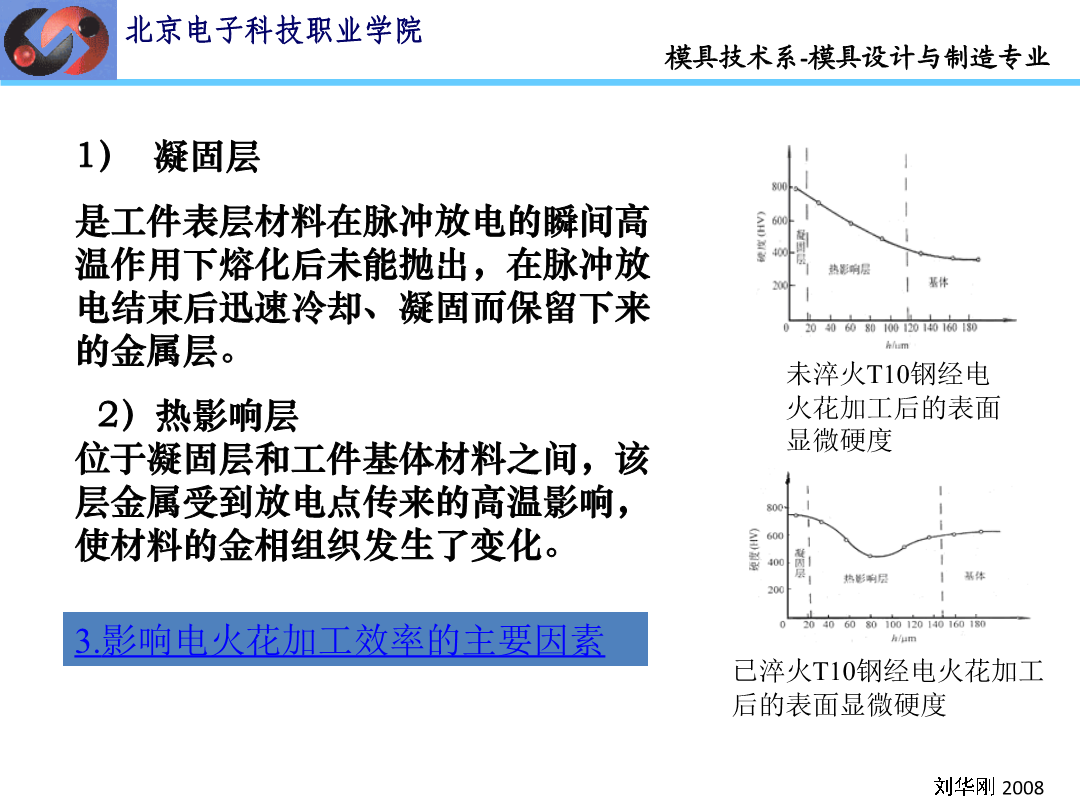
思考与练习题参考答案项目一1.电火花加工工具阴极与工件表面之间必须保持一泄的放电间隙,这一间隙随加工条件而肚,通常约为0.020.1mm,火花放电必须是瞬时的脉冲性放电,且必须在有一泄的绝缘性能的液体介质中进行。2.电火花放电通道是由数量大体相等的带正电(正离子)粒子和带负电粒子(电子)以及中性粒子(原子或分子)组成的等离子体。3.电火花加工的局限性:加工速度较低、有(工具)电极损耗及加工表而有变质层。4.电火花工艺不能实现的是(D)A.表面强化、刻字B.髙速加工深小孔C.光整及镜面加工D.无电极损耗加工

模具的电加工知识.doc
第5章模具的特种加工随着现代制造业的发展和科学技术的进步,具有高熔点、高硬度、高强度、高脆性,高特殊性能的新材料不断出现,尖端科技、军事国防等领域复杂结构的产品设计屡见不鲜,尺寸微小、异形截面、薄壁、特殊形状零件的加工等已是司空见惯。对此,采用传统加工方法十分困难,甚至无法加工,传统加工方法遇到了越来越多的挑战。于是,一种本质上区别于传统加工的特种加工方法便应运而生,并不断获得发展。特种加工与传统机械加工有本质的不同,属于非接触式加工,加工过程中不施加明显的机械力,而是利用电能、化学能、光能、声能对工件进