
一种碳纤维成型工艺.pdf

是向****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种碳纤维成型工艺.pdf
本发明涉及一种碳纤维成型工艺,包括以下工艺步骤:(1)配料、(2)将步骤(1)完成后的浆料利用无堵塞泵打入成型槽内;(3)将带孔模具浸入料浆槽;(4)真空吸滤成型、(5)湿整形、(6)脱模、(7)干燥、(8)制品、(9)活性剂保护、(10)表面研磨处理、(11)显微甄别筛选、(12)高温烘干、(13)包装成成品。本发明制成的碳纤维,保留了传统的碳纤维的众多优良性能,并且形状细小、表面纯净、比表面积大,易于被树脂润湿均由分散,是性能优良的复合材料填料,可与树脂、塑料、金属、橡胶等材料进行复合,以增加材料的强
一种碳纤维成型工艺.pdf
本发明公开一种碳纤维成型工艺,包括以下步骤:S1:根据配方比例将配方材料投入第二进料通孔;S2:对所述配方材料剪切、加热,使其达到熔融状态;S3:将连续纤维投入位于所述第二进料通孔下游的第一进料通孔;S4:剪切连续纤维,使其形成纤维片段,同时与熔融状态的配方材料混合,形成注塑熔体;如果注射结构关闭,则进行步骤S5,如果注射结构开启,则进行步骤S6;S5:将所述注塑熔体输送进储射转接结构中,如果注射结构开启,则停止步骤S5转而进行步骤S6;S6:将所述注塑熔体输送到注射结构中;S7:当所述注塑熔体容量达到设
一种碳纤维模压成型工艺.pdf
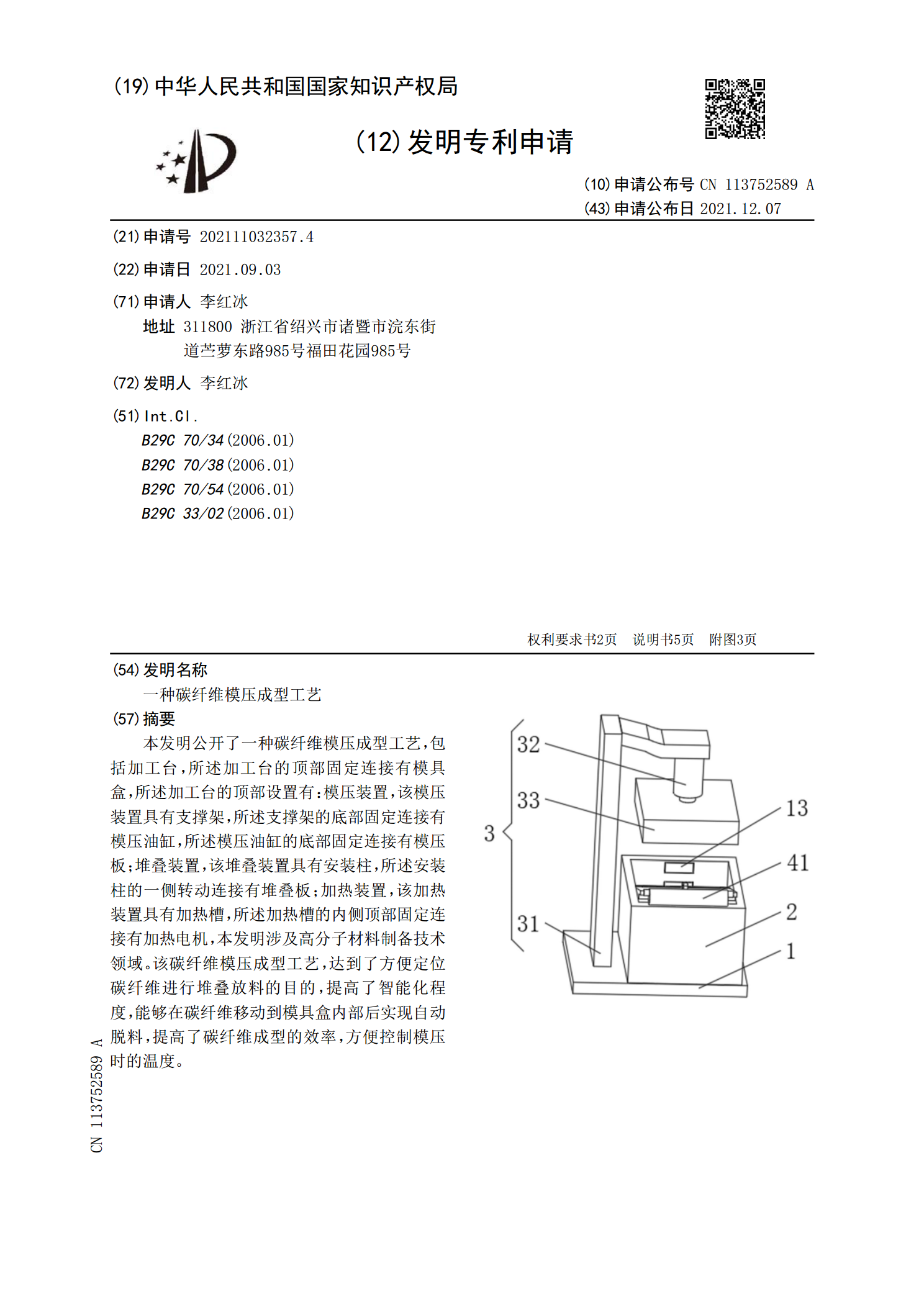
本发明公开了一种碳纤维模压成型工艺,包括加工台,所述加工台的顶部固定连接有模具盒,所述加工台的顶部设置有:模压装置,该模压装置具有支撑架,所述支撑架的底部固定连接有模压油缸,所述模压油缸的底部固定连接有模压板;堆叠装置,该堆叠装置具有安装柱,所述安装柱的一侧转动连接有堆叠板;加热装置,该加热装置具有加热槽,所述加热槽的内侧顶部固定连接有加热电机,本发明涉及高分子材料制备技术领域。该碳纤维模压成型工艺,达到了方便定位碳纤维进行堆叠放料的目的,提高了智能化程度,能够在碳纤维移动到模具盒内部后实现自动脱料,提高
碳纤维复合材料成型工艺.pdf
碳纤维复合材料成型工艺碳纤维复合材料成型工艺碳纤维复合材料虽然性能优异,但因为成本和批量化生产效率的问题,迟迟没有大规模应用。如何高速、高效大批量生产高质量、低成本的碳纤维复合材料,并提高材料利用率,是业界人士的共同目标。碳纤维复合材料在发挥其轻质高强的基础上,会根据应用对象的差异采用不同的成型工艺,从而尽可能地发挥出碳纤维所具有的特殊性能。成型工艺改进、优化的目的主要是提高效率和制品质量,从而降低整体的加工成本。一、复合材料主要成型工艺的汇总(1)手糊成型工艺--湿法铺层成型法;(2)喷射成型工艺;(3
一种碳纤维注塑一体成型设备及工艺.pdf
本发明公开了一种碳纤维注塑一体成型设备,包括底座以及模座,在沿着长度方向设置的两个支撑杆顶端之间均设有横杆,每个横杆的一段设有正反电机,每个丝杆上均套设有丝杆螺母,滑杆上设有滑套,滑套的顶端设有步进电机,第一电动伸缩杆的底部设有注塑头,模座卡接在模座固定框内,底座顶端位于四个支撑杆外围套设有保护框,门板上设有PLC控制器,泵体的进料口处通过管道连通原料箱,且管道延伸至原料箱的底部,泵体的出料口处贯穿保护框顶端并通过软管与注塑头相连通,保护框较长一面靠近底部处设有散热装置。实现碳纤维注塑一体成型,减少后段加