
用于生产金属涂覆钢板的方法.pdf

含秀****66


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于生产金属涂覆钢板的方法.pdf
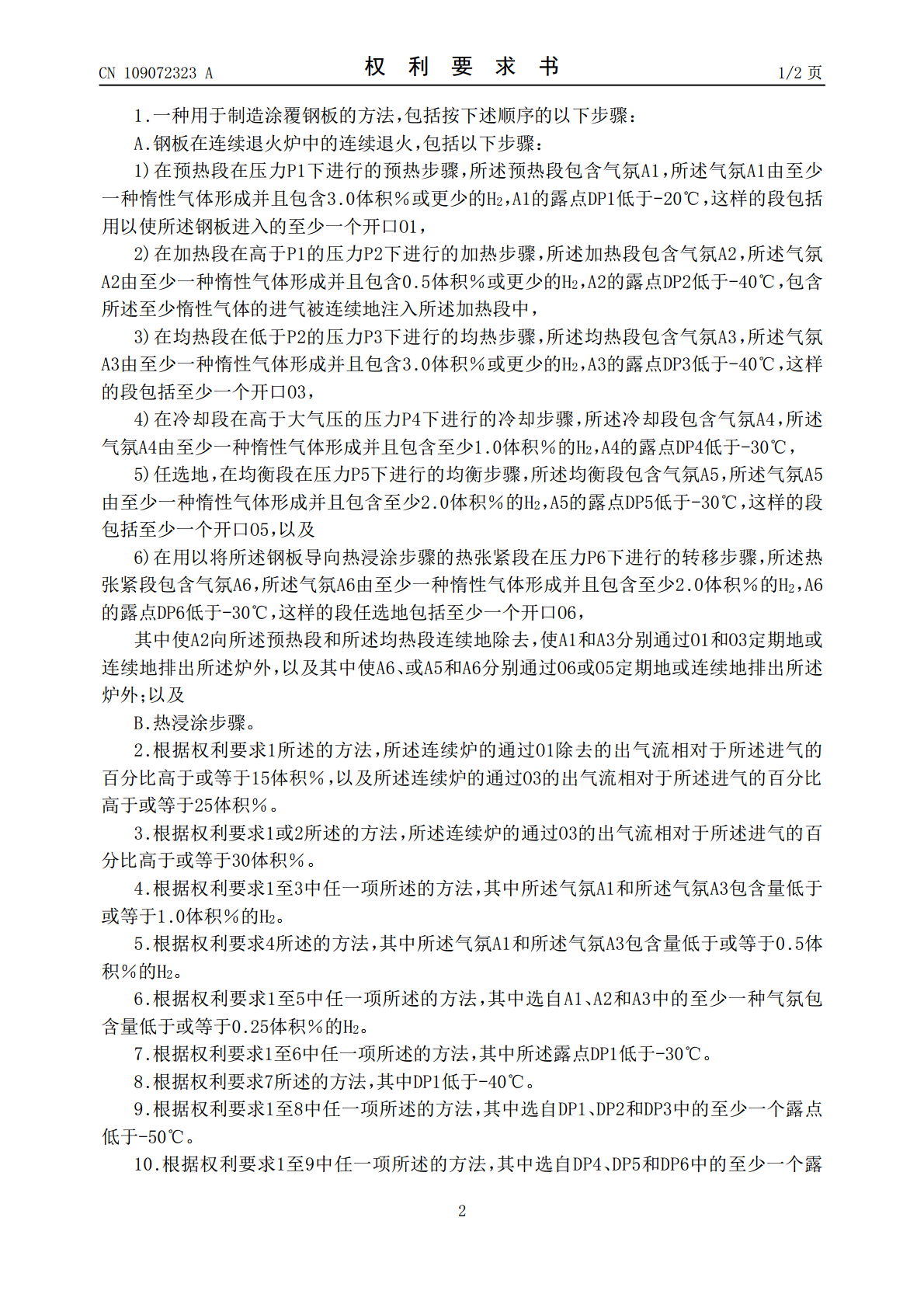
本发明涉及用于生产金属涂覆钢板的方法。

用于生产预涂覆钢板的方法及相关板.pdf
用于生产预涂覆钢板(1)的方法,包括以下步骤:‑提供包括钢基体的预涂覆钢带,所述钢基体在其至少一个面上具有预涂层,所述预涂层包括金属间化合物合金层和在金属间化合物合金层的顶部延伸的金属合金层,所述金属合金层为铝的层、铝合金的层或基于铝的合金的层;‑对所述预涂覆钢带进行激光切割以获得至少一个预涂覆钢板(1),所述预涂覆钢板(1)包括至少一个切割边缘表面(13),所述切割边缘表面(13)包括基体区域(14)和预涂层区域(15),以及预涂覆钢板(1)的厚度为1mm至5mm。进行激光切割使得直接产生铝减少区(20

用于制造涂覆钢板的方法.pdf
本发明涉及用于制造涂覆钢板的方法。

用于生产超高强度涂覆钢板或未涂覆钢板的方法和获得的板.pdf
一种用于生产拉伸强度≥1470MPa且总延伸率TE≥19%的冷轧钢板的方法,该方法包括下述步骤:在退火温度AT≥Ac3下对未处理钢板进行退火,以重量%计,该未处理钢板的化学组成包含0.34%≤C≤0.40%、1.50%≤Mn≤2.30%、1.50%≤Si≤2.40%、0%<Cr≤0.7%、0%≤Mo≤0.3%、0.01%≤Al≤0.07%,余量为Fe和不可避免的杂质;通过将退火钢板冷却至小于Ms转变点且在150℃与250℃之间的淬火温度QT来对退火钢板进行淬火;以及通过将淬火钢板再加热至在350℃与420
用于生产涂覆的罐盖的方法.pdf
本发明涉及由铝条生产涂覆的罐盖的方法,并且基于以下发现:通过使用含有至少一种脂肪族非环状烯烃与至少一种α,β-不饱和羧酸的水分散形式的共聚物或共聚物混合物以及固化体系的水基涂料,可以生产具有高耐磨性的柔韧性易成形的涂层。在所述方法的优选的实施方案中,当元素Zr和/或Ti的水溶性化合物被用作漆中的固化体系时,能够完全避免使用底漆涂层。