
一种用于在线检测设备控制柜的控制方法.pdf

是你****元呀


1/9
2/9
3/9

4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于在线检测设备控制柜的控制方法.pdf
本发明公开了一种用于在线检测设备控制柜的控制方法,包括机台,机台上设置有检测平台,检测平台包括玻璃盖板,玻璃盖板的一侧设置有用于对齐检测物的基准块,玻璃盖板的另一侧设置有线性马达;线性马达上连接有用于固定检测物的固定爪,基准块与固定爪相对设置;机台上设置有纵向导轨,纵向导轨为气浮导轨;纵向导轨通过导管连接有气压源,机台连接有控制柜,控制柜包括中央控制单元,控制柜中设置有气浮导轨驱动电路,气浮导轨驱动电路的信号输入端与中央控制单元信号相连,气浮导轨驱动电路的输出端与纵向导轨电连接。能够快速检测产品,减少人员

一种用于在线检测设备的控制柜.pdf
本发明公开了一种用于在线检测设备的控制柜,包括机台,机台上设置有检测平台,检测平台包括玻璃盖板,玻璃盖板的一侧设置有用于对齐检测物的基准块,玻璃盖板的另一侧设置有线性马达;线性马达上连接有用于固定检测物的固定爪,基准块与固定爪相对设置;机台上设置有纵向导轨,纵向导轨为气浮导轨;纵向导轨通过导管连接有气压源,机台连接有控制柜,控制柜包括中央控制单元,控制柜中设置有气浮导轨驱动电路,气浮导轨驱动电路的信号输入端与中央控制单元信号相连,气浮导轨驱动电路的输出端与纵向导轨电连接。能够快速检测产品,减少人员误差,快

一种用于在线检测系统控制柜的控制方法.pdf
本发明公开了一种用于在线检测系统控制柜的控制方法,本发明公开了一种用于在线检测系统的控制柜,包括机台,机台上设置有检测平台,检测平台包括玻璃盖板,玻璃盖板的一侧设置有用于对齐检测物的基准块,玻璃盖板的另一侧设置有线性马达;线性马达上连接有用于固定检测物的固定爪,基准块与固定爪相对设置;机台上设置有纵向导轨,纵向导轨为气浮导轨;机台上设置有机械臂,机械臂包括机器臂立柱,机器臂立柱上活动连接有横向轨道,横向轨道上轰动连接有横向伸缩臂;机械臂与中央控制单元信号相连。能够快速检测产品,减少人员误差,快速处理、分析
一种用于在线检测系统的控制柜.pdf
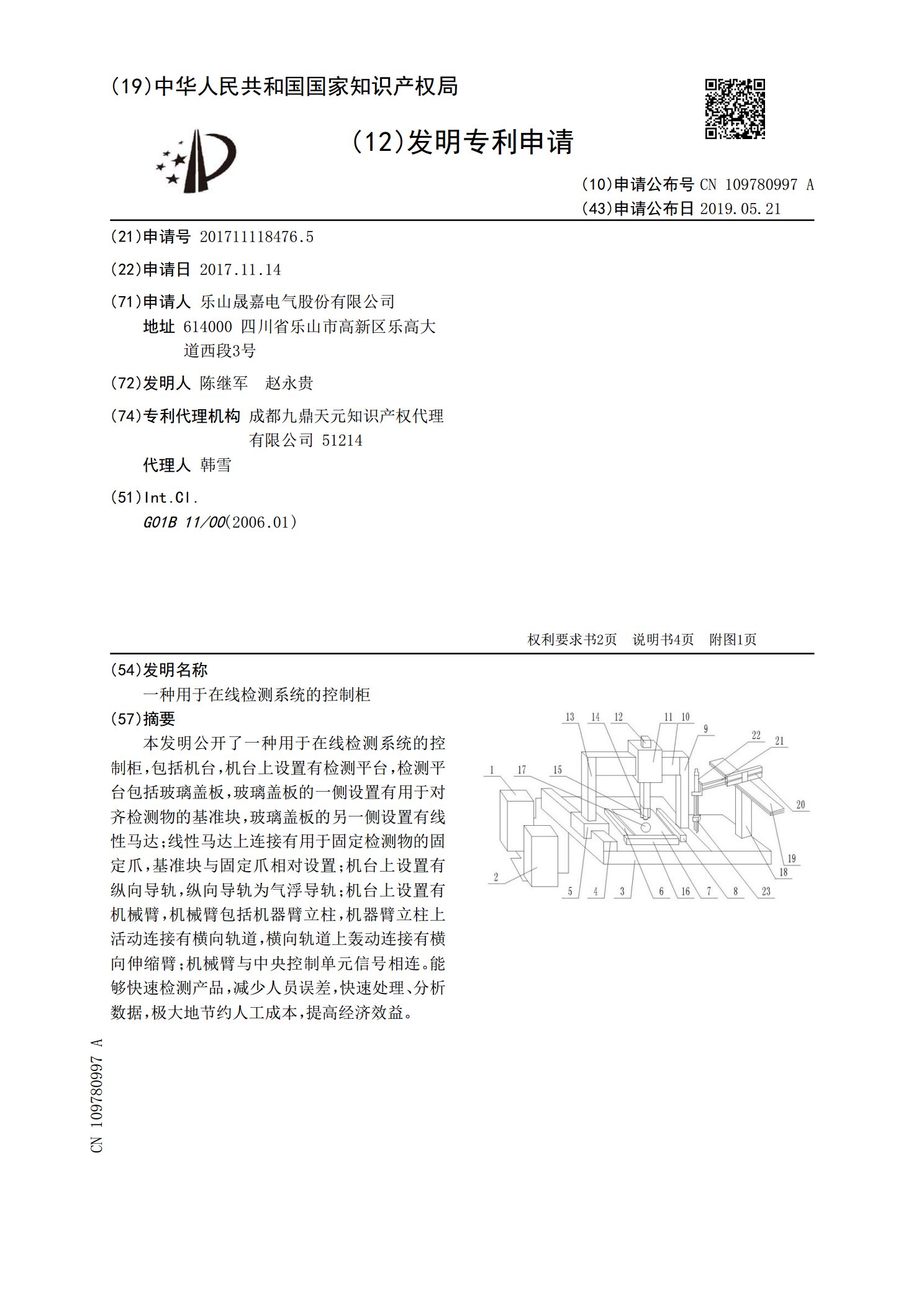
本发明公开了一种用于在线检测系统的控制柜,包括机台,机台上设置有检测平台,检测平台包括玻璃盖板,玻璃盖板的一侧设置有用于对齐检测物的基准块,玻璃盖板的另一侧设置有线性马达;线性马达上连接有用于固定检测物的固定爪,基准块与固定爪相对设置;机台上设置有纵向导轨,纵向导轨为气浮导轨;机台上设置有机械臂,机械臂包括机器臂立柱,机器臂立柱上活动连接有横向轨道,横向轨道上轰动连接有横向伸缩臂;机械臂与中央控制单元信号相连。能够快速检测产品,减少人员误差,快速处理、分析数据,极大地节约人工成本,提高经济效益。

一种在线检测装置控制柜的控制方法.pdf
本发明公开了一种在线检测装置控制柜的控制方法,包括机台,机台上设置有检测平台,检测平台包括玻璃盖板,玻璃盖板的一侧设置有用于对齐检测物的基准块,玻璃盖板的另一侧设置有压紧装置;机台上设置有纵向导轨,纵向导轨为气浮导轨;纵向导轨通过导管连接有气压源,机台连接有控制柜,控制柜包括中央控制单元,控制柜中设置有气浮导轨驱动电路,气浮导轨驱动电路的信号输入端与中央控制单元信号相连,气浮导轨驱动电路的输出端与纵向导轨电连接。能够快速检测产品,减少人员误差,快速处理、分析数据,极大地节约人工成本,提高经济效益。