
一种马桶及其制备方法.pdf

灵慧****89


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种马桶及其制备方法.pdf
本发明公开了一种马桶的制备方法,其包括:(1)分别制作用于成型喉面胆包的第一模具组,用于成型弯管的第二模具组和用于成型边围的第三模具组;(2)将浆料注入侧压机模具组,形成喉面胆包和弯管;其中,所述侧压机模具组包括至少一组第一模具组和/或至少一组第二模具组;(3)将浆料注入立压机模具组,形成边围;其中所述立压机模具组包括至少一组第三模具组;(4)将所述弯管粘接到所述边围;(5)将所述喉面胆包粘接到所述边围和所述弯管上,形成马桶坯体;(6)将所述马桶坯体经干燥、烧结后得到马桶成品。相应的,本发明还公开了一种马

一种分体式马桶及其制备方法.pdf
本发明公开了一种分体式马桶,包括便器主体与边围;便器主体为一体成型;便器主体包括便池、设于便池上部的座圈和设于便池下部的排污管;座圈底部设有安装凸部;便池内部设有冲水结构,冲水结构包括冲水孔与导水缘,所述导水缘设于便池内周面并向便池内侧凸出;便器主体通过安装凸部安装在边围内。相应的,本发明还公布了上述分体式马桶的制备方法,包括制备浆料、成型各部分坯体、粘接、干燥、烧成。本发明的将座圈、便池和排污管一体成型,减少了模具小件的使用,降低了粘接工序的难度,提升了生产效率,有利于大批量生产。

一种高强度马桶及其制备方法.pdf
本发明公开了一种高强度马桶,其包括便池主体、弯管和边围;所述便池主体、边围为单独一体成型;所述弯管包括第一半管和第二半管,第一半管和第二半管粘接形成所述弯管;所述第一半管和第二半管为双面浆结构。本发明还公开了一种上述高强度马桶的制备方法。实施本发明,可提升马桶强度,提升马桶成品率。
一种水溶性可降解马桶坐垫及其制备方法.pdf
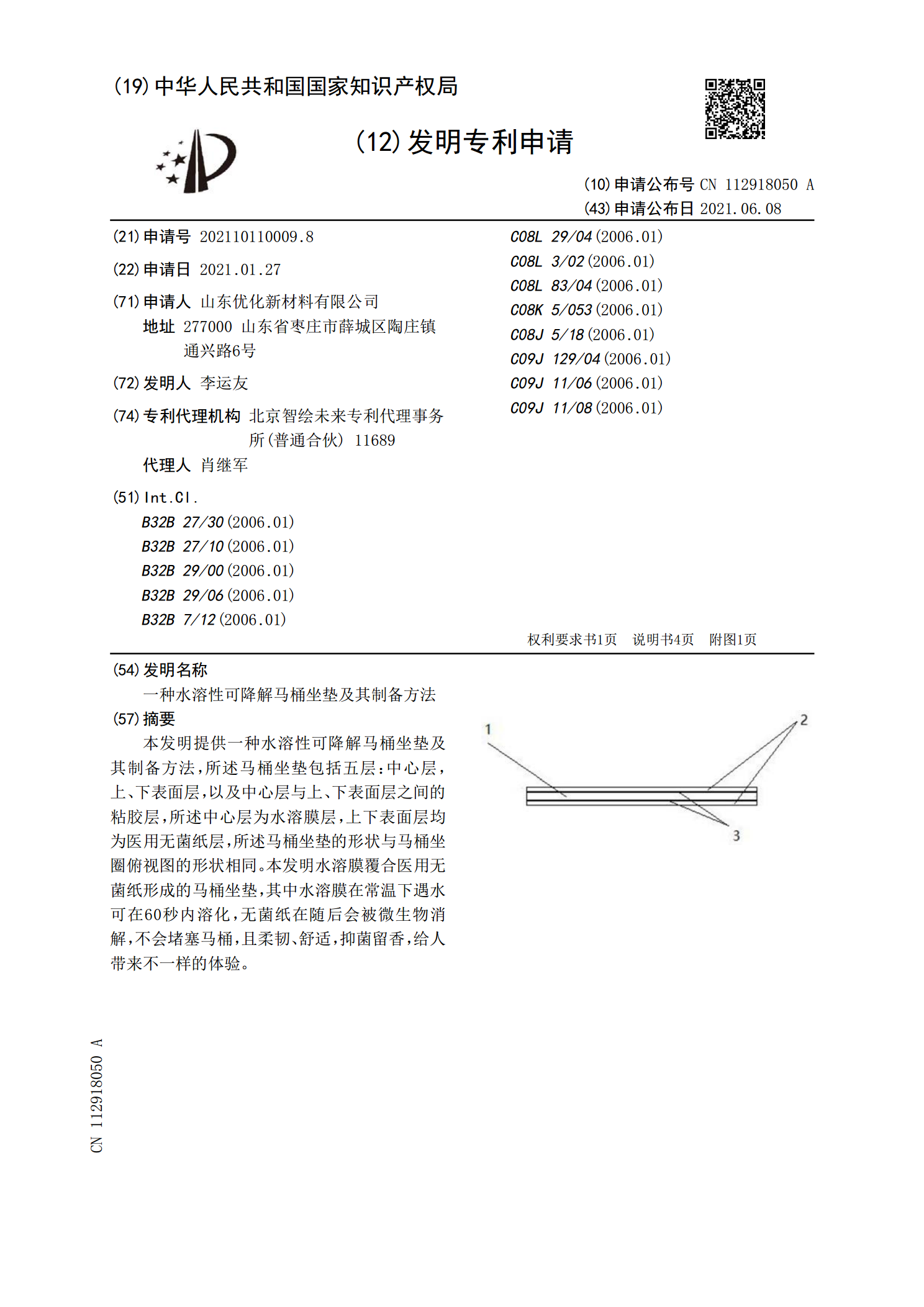
本发明提供一种水溶性可降解马桶坐垫及其制备方法,所述马桶坐垫包括五层:中心层,上、下表面层,以及中心层与上、下表面层之间的粘胶层,所述中心层为水溶膜层,上下表面层均为医用无菌纸层,所述马桶坐垫的形状与马桶坐圈俯视图的形状相同。本发明水溶膜覆合医用无菌纸形成的马桶坐垫,其中水溶膜在常温下遇水可在60秒内溶化,无菌纸在随后会被微生物消解,不会堵塞马桶,且柔韧、舒适,抑菌留香,给人带来不一样的体验。
一种马桶泡泡清洁剂及其制备方法.pdf
本发明涉及清洁剂技术领域,特别是涉及一种马桶泡泡清洁剂及其制备方法,本发明的马桶泡泡清洁剂包括以下重量百分数的原料,椰油基二甲基氧化铵1.5%~2.5%、月桂醇聚醚硫酸酯钠0.1%~1.5%、百里香酚酞0.01%~0.05%、3‑甲基‑4‑异丙基苯酚0.05%~0.5%、EDTA二钠0.01%~0.8%、氢氧化钠0.1%~0.5%、乙醇10%~35%、去离子水40~60%、抛射剂20%~25%,该马桶泡泡清洁剂具有异味少、覆盖面积大、附着力度好、清洁度直观的优点;该马桶泡泡清洁剂的制备方法通过简单的混合即