
一种后侧杠支架的加工工艺.pdf

志玉****爱啊


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种后侧杠支架的加工工艺.pdf
本发明公开了一种后侧杠支架的加工工艺,所述工艺先经过落料冲孔‑折边‑折弯‑冲孔‑翻孔‑冲筋工艺制备而成,后侧杠支架为L型,后侧杠支架由直角梯形和长方形折边组成,直角梯形和长方形折边一体成型,直角梯形和长方形折边上设有加强折边,所述直角梯形最短的一端设有U型孔,直角梯形中心设有四边形孔,所述梯形孔设有加强折边,所述长方形折边上设有安装孔,长方形折边中弯折位置设有通孔,所述长方形折边上设有豁口;本发明通过冲压工艺,实现支架的制造,减少了板材的应用,增加了支架的抗震效果,通过在支架上设置折边压筋提高支架的机械强
一种便于安装的后保险杠支架.pdf
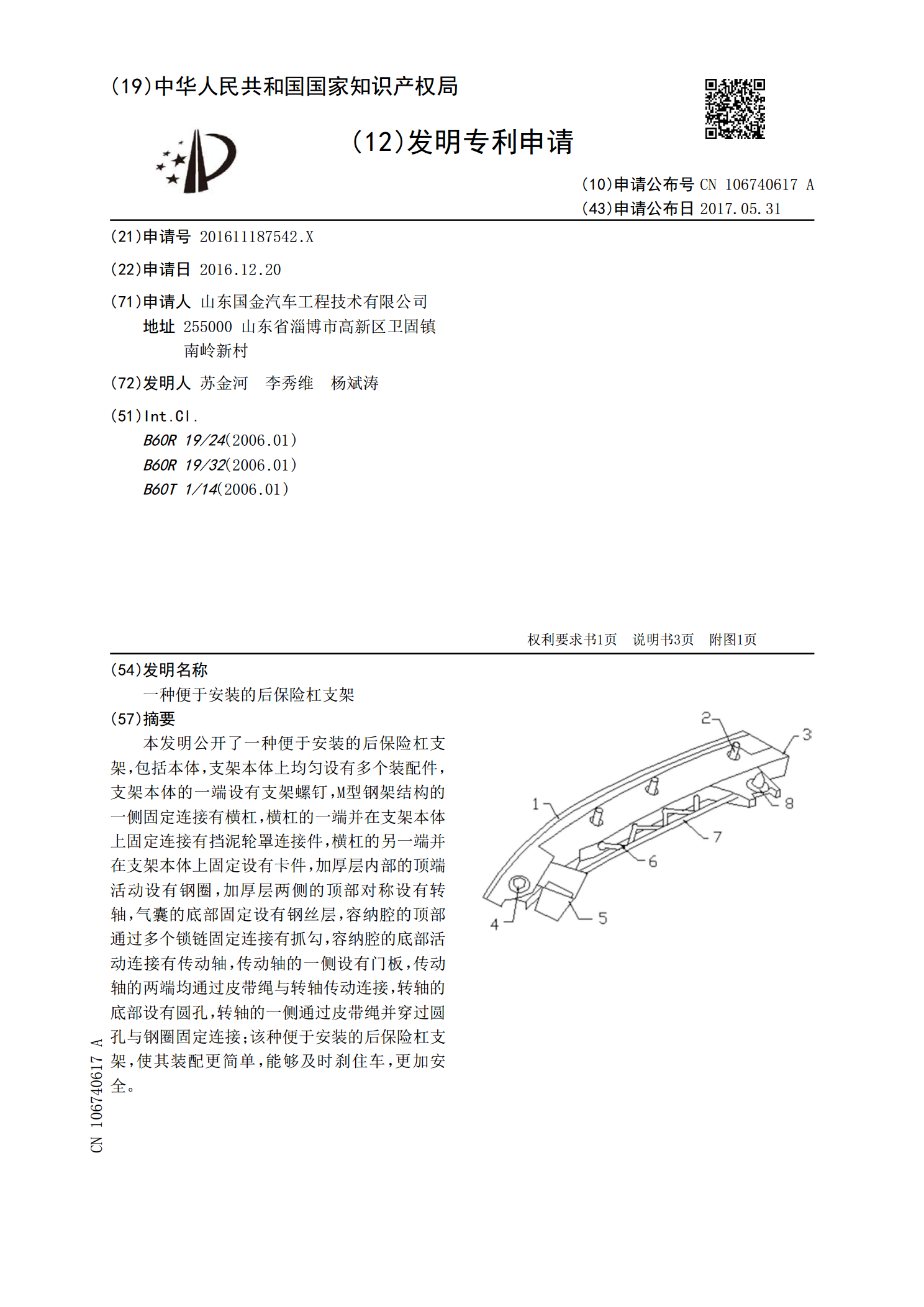
本发明公开了一种便于安装的后保险杠支架,包括本体,支架本体上均匀设有多个装配件,支架本体的一端设有支架螺钉,M型钢架结构的一侧固定连接有横杠,横杠的一端并在支架本体上固定连接有挡泥轮罩连接件,横杠的另一端并在支架本体上固定设有卡件,加厚层内部的顶端活动设有钢圈,加厚层两侧的顶部对称设有转轴,气囊的底部固定设有钢丝层,容纳腔的顶部通过多个锁链固定连接有抓勾,容纳腔的底部活动连接有传动轴,传动轴的一侧设有门板,传动轴的两端均通过皮带绳与转轴传动连接,转轴的底部设有圆孔,转轴的一侧通过皮带绳并穿过圆孔与钢圈固定

一种侧滑块的加工工艺.pdf
本发明提供一种侧滑块的加工工艺,其包括以下步骤:a、备料,选择相应的材料并锻造毛坯;b、磨床粗加工,磨六面角尺并留有0.2~0.3mm余量;c、钳工,划制各孔和穿丝孔;d、热处理,淬火并去应力,保证硬度为48~52HRC;e、成形磨削,磨六面到尺寸;f、线切割,切割外部形状以及斜导柱孔;g、精修,与斜导柱配合,控制间隙均匀。本发明一种侧滑块的加工工艺,加工工艺简单、快捷,合理的安排加工工艺能够确保侧滑块的加工精度,从而大大的降低了成本。

一种安装支架的加工工艺.pdf
本发明公开了一种安装支架的加工工艺,所述安装支架依次通过落料冲孔‑定位折边翻折‑折边成型‑冲孔‑凸台翻孔‑安装孔翻孔制备而成本发明通过冲压工艺,实现支架的制造,减少了板材的应用,增加了支架的抗震效果,通过在支架上设置折边压筋提高支架的机械强度,通过对安装孔进行翻孔,使安装孔边缘形成竖立边,提高支架安装时的抗震效果和牢固性。
一种汽车前后保险杠喷涂支架加工平台.pdf
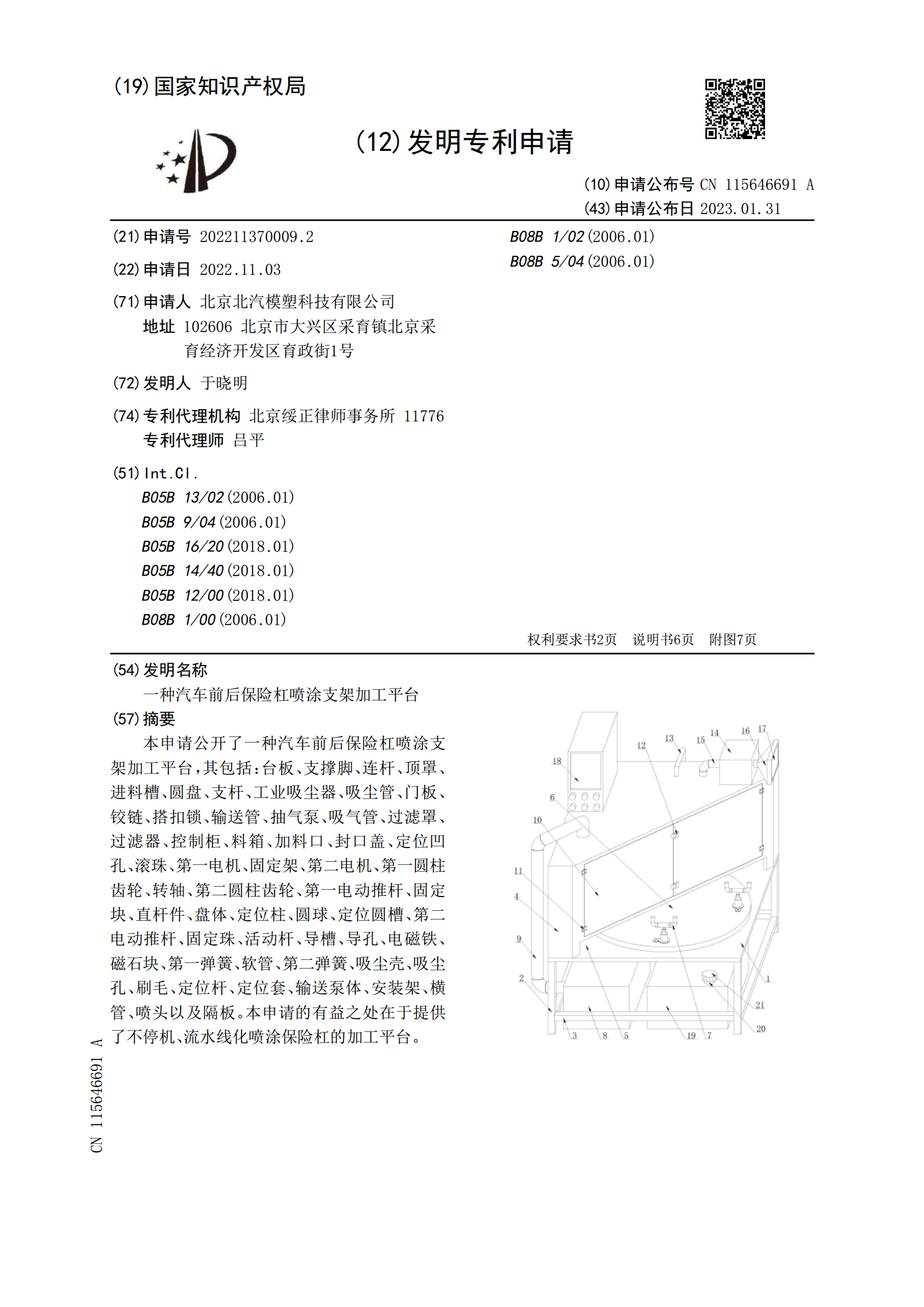
本申请公开了一种汽车前后保险杠喷涂支架加工平台,其包括:台板、支撑脚、连杆、顶罩、进料槽、圆盘、支杆、工业吸尘器、吸尘管、门板、铰链、搭扣锁、输送管、抽气泵、吸气管、过滤罩、过滤器、控制柜、料箱、加料口、封口盖、定位凹孔、滚珠、第一电机、固定架、第二电机、第一圆柱齿轮、转轴、第二圆柱齿轮、第一电动推杆、固定块、直杆件、盘体、定位柱、圆球、定位圆槽、第二电动推杆、固定珠、活动杆、导槽、导孔、电磁铁、磁石块、第一弹簧、软管、第二弹簧、吸尘壳、吸尘孔、刷毛、定位杆、定位套、输送泵体、安装架、横管、喷头以及隔板。