
扭簧进料机构.pdf

灵波****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
扭簧进料机构.pdf
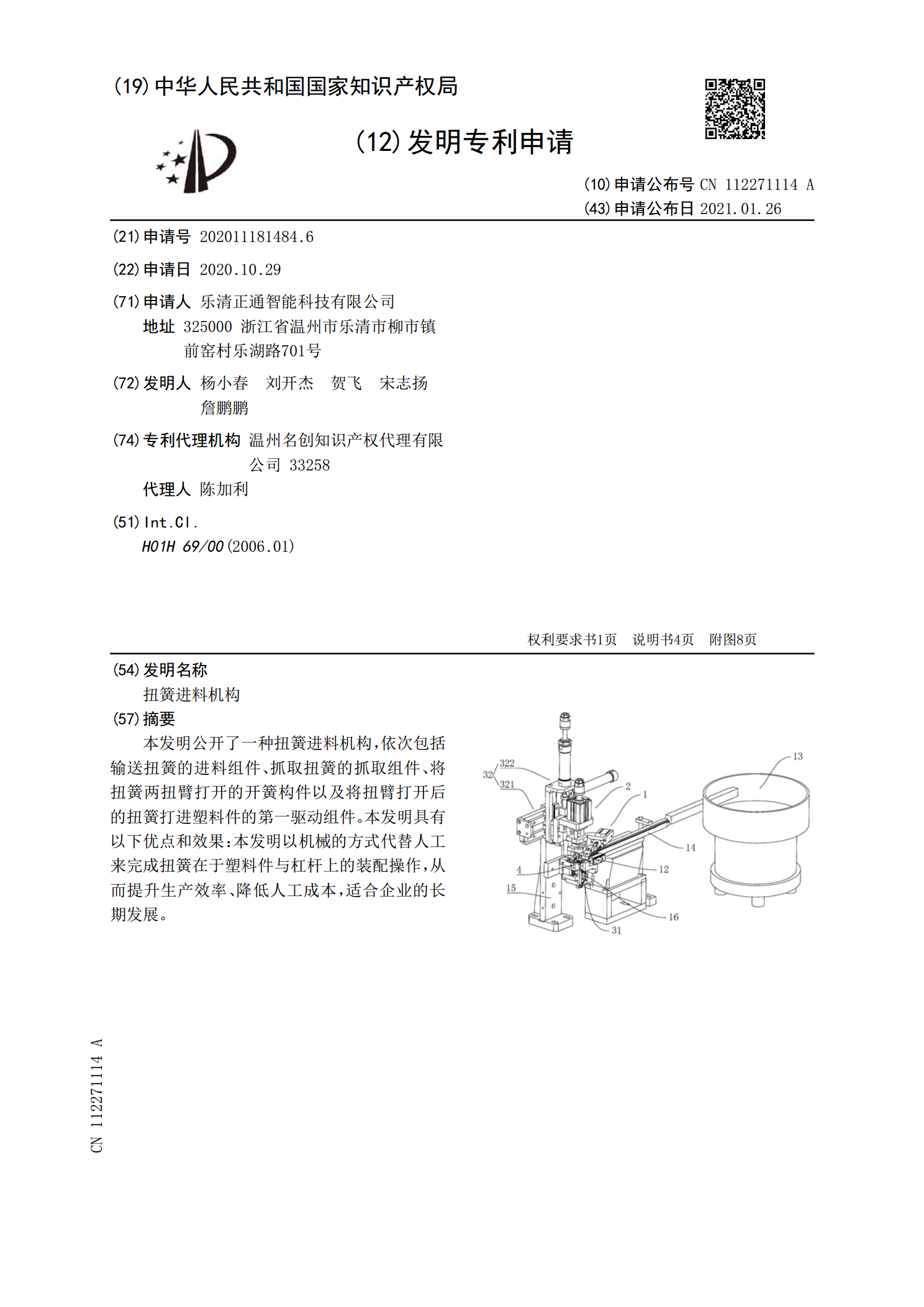
本发明公开了一种扭簧进料机构,依次包括输送扭簧的进料组件、抓取扭簧的抓取组件、将扭簧两扭臂打开的开簧构件以及将扭臂打开后的扭簧打进塑料件的第一驱动组件。本发明具有以下优点和效果:本发明以机械的方式代替人工来完成扭簧在于塑料件与杠杆上的装配操作,从而提升生产效率、降低人工成本,适合企业的长期发展。
扭簧咬牙机构.pdf
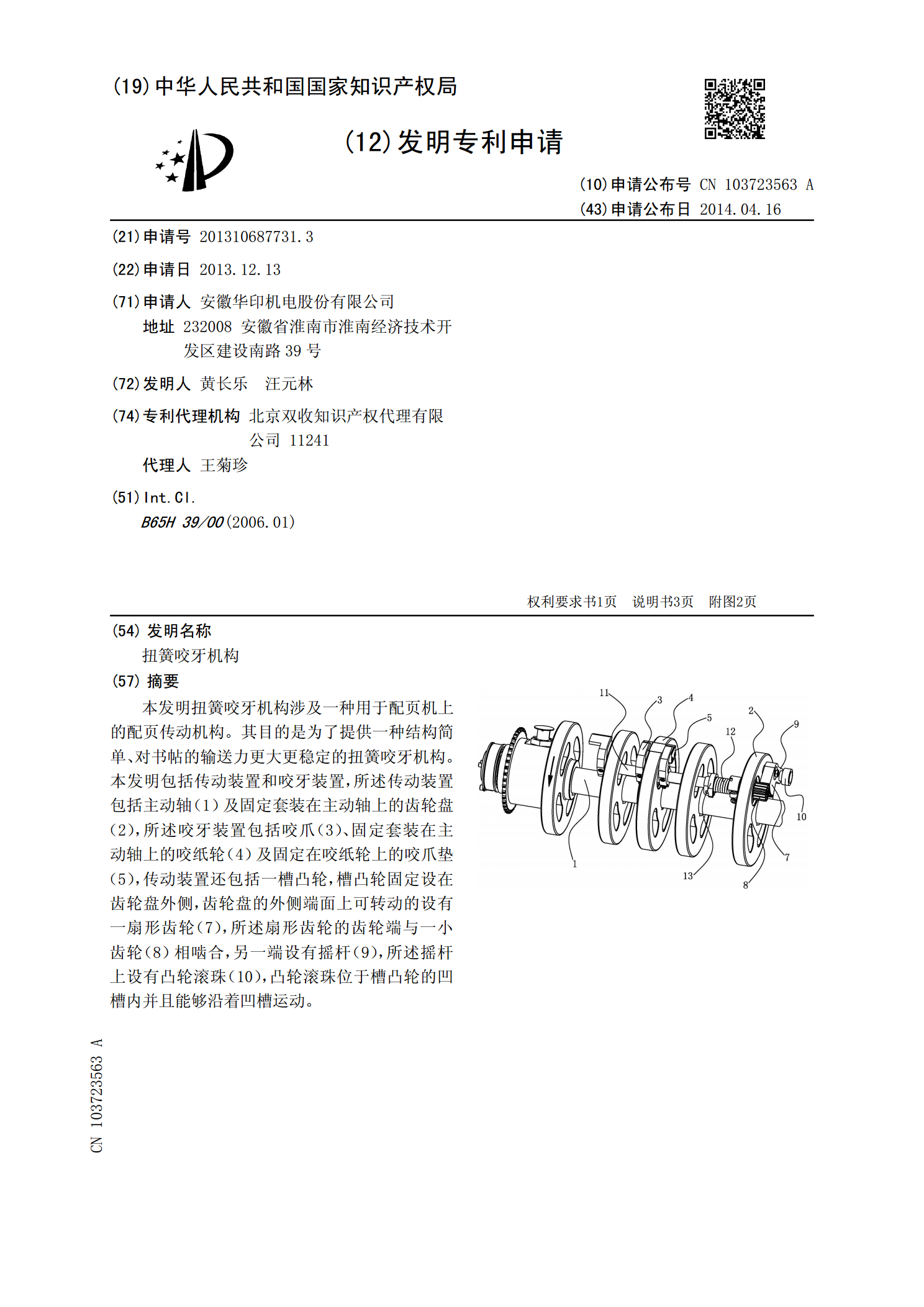
本发明扭簧咬牙机构涉及一种用于配页机上的配页传动机构。其目的是为了提供一种结构简单、对书帖的输送力更大更稳定的扭簧咬牙机构。本发明包括传动装置和咬牙装置,所述传动装置包括主动轴(1)及固定套装在主动轴上的齿轮盘(2),所述咬牙装置包括咬爪(3)、固定套装在主动轴上的咬纸轮(4)及固定在咬纸轮上的咬爪垫(5),传动装置还包括一槽凸轮,槽凸轮固定设在齿轮盘外侧,齿轮盘的外侧端面上可转动的设有一扇形齿轮(7),所述扇形齿轮的齿轮端与一小齿轮(8)相啮合,另一端设有摇杆(9),所述摇杆上设有凸轮滚珠(10),凸轮
一种扭簧挤推机构.pdf
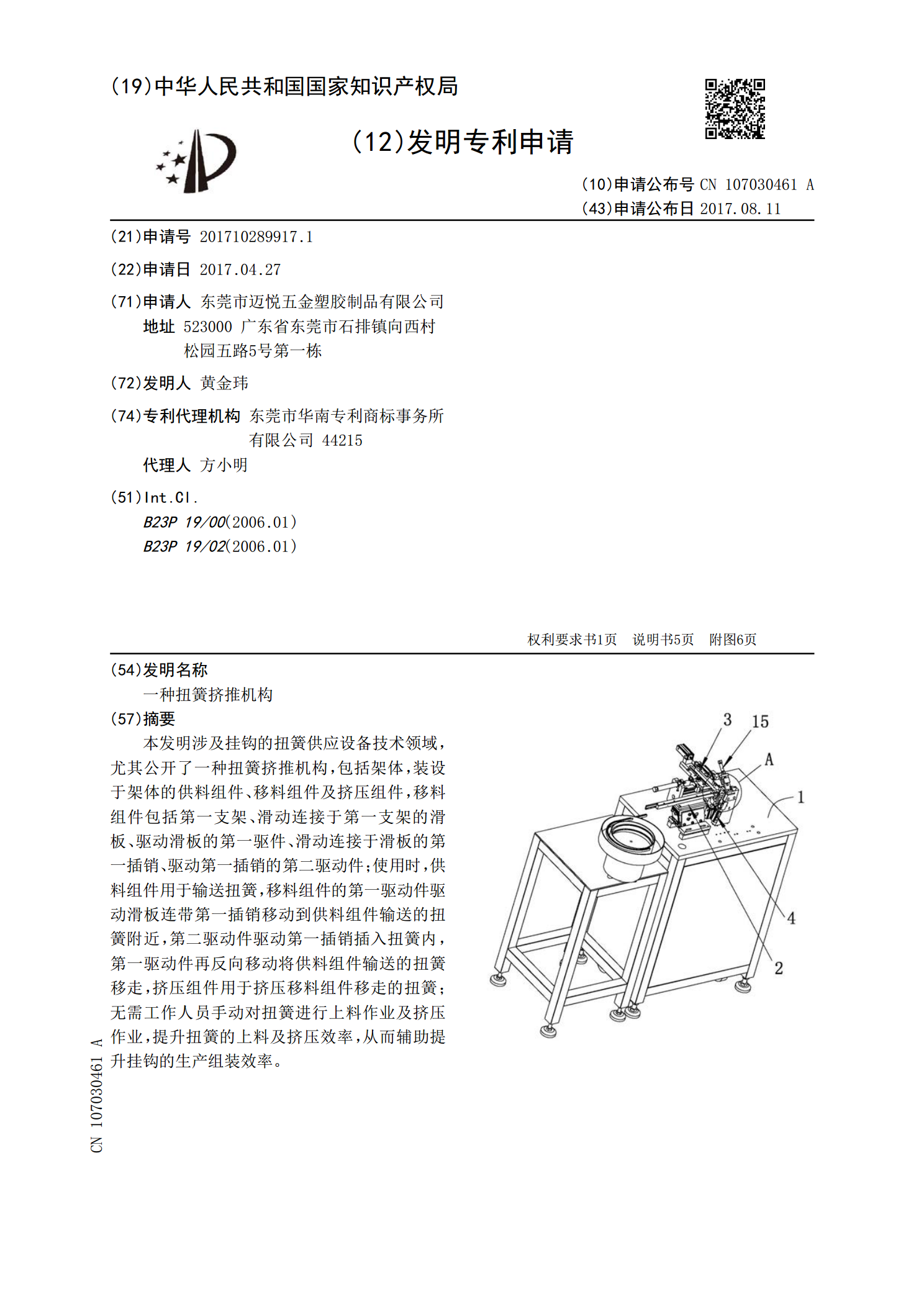
本发明涉及挂钩的扭簧供应设备技术领域,尤其公开了一种扭簧挤推机构,包括架体,装设于架体的供料组件、移料组件及挤压组件,移料组件包括第一支架、滑动连接于第一支架的滑板、驱动滑板的第一驱件、滑动连接于滑板的第一插销、驱动第一插销的第二驱动件;使用时,供料组件用于输送扭簧,移料组件的第一驱动件驱动滑板连带第一插销移动到供料组件输送的扭簧附近,第二驱动件驱动第一插销插入扭簧内,第一驱动件再反向移动将供料组件输送的扭簧移走,挤压组件用于挤压移料组件移走的扭簧;无需工作人员手动对扭簧进行上料作业及挤压作业,提升扭簧的
一种扭簧固定件和具有该扭簧固定件的扭簧框架.pdf
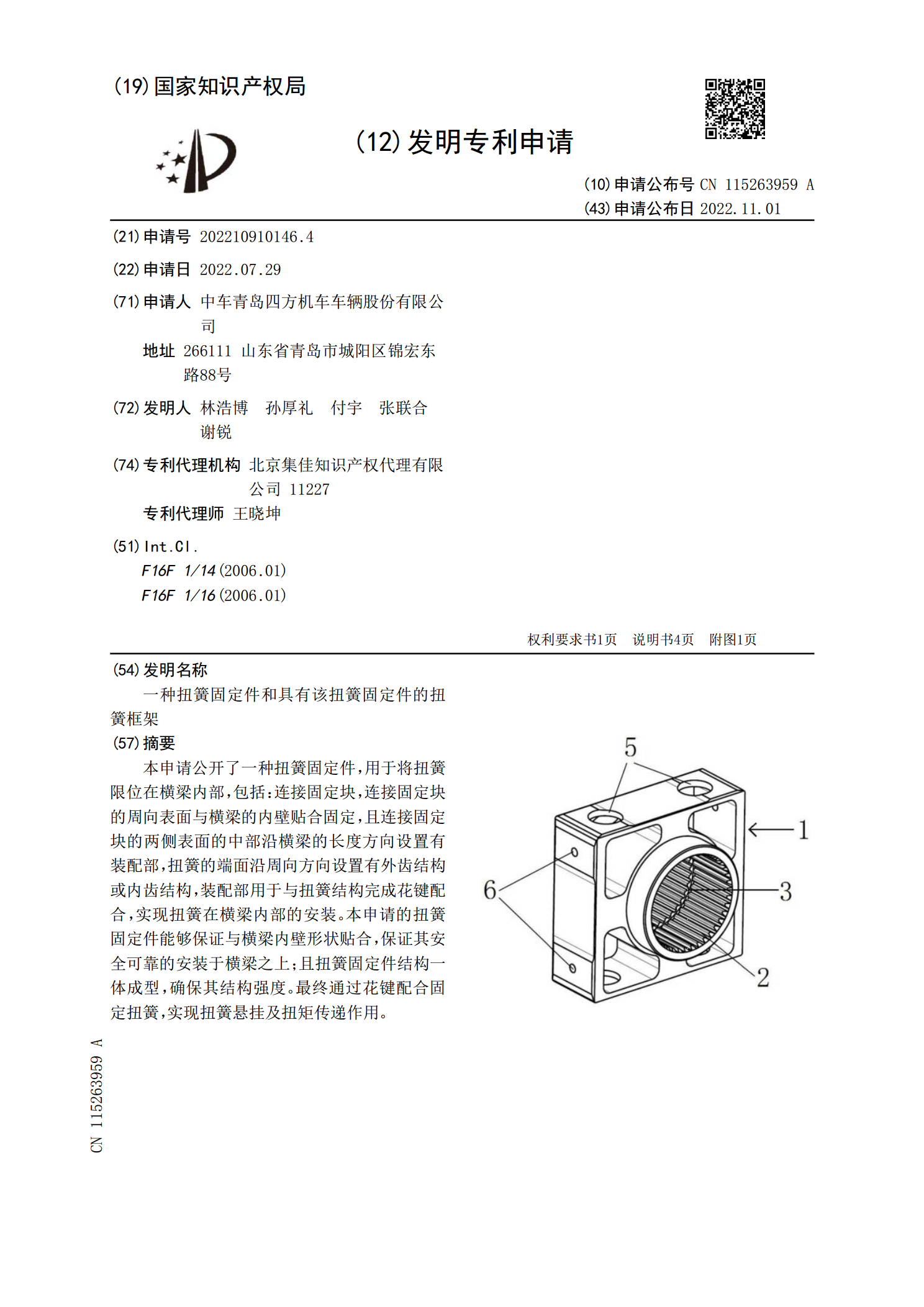
本申请公开了一种扭簧固定件,用于将扭簧限位在横梁内部,包括:连接固定块,连接固定块的周向表面与横梁的内壁贴合固定,且连接固定块的两侧表面的中部沿横梁的长度方向设置有装配部,扭簧的端面沿周向方向设置有外齿结构或内齿结构,装配部用于与扭簧结构完成花键配合,实现扭簧在横梁内部的安装。本申请的扭簧固定件能够保证与横梁内壁形状贴合,保证其安全可靠的安装于横梁之上;且扭簧固定件结构一体成型,确保其结构强度。最终通过花键配合固定扭簧,实现扭簧悬挂及扭矩传递作用。
一种扭簧自动装配机构.pdf
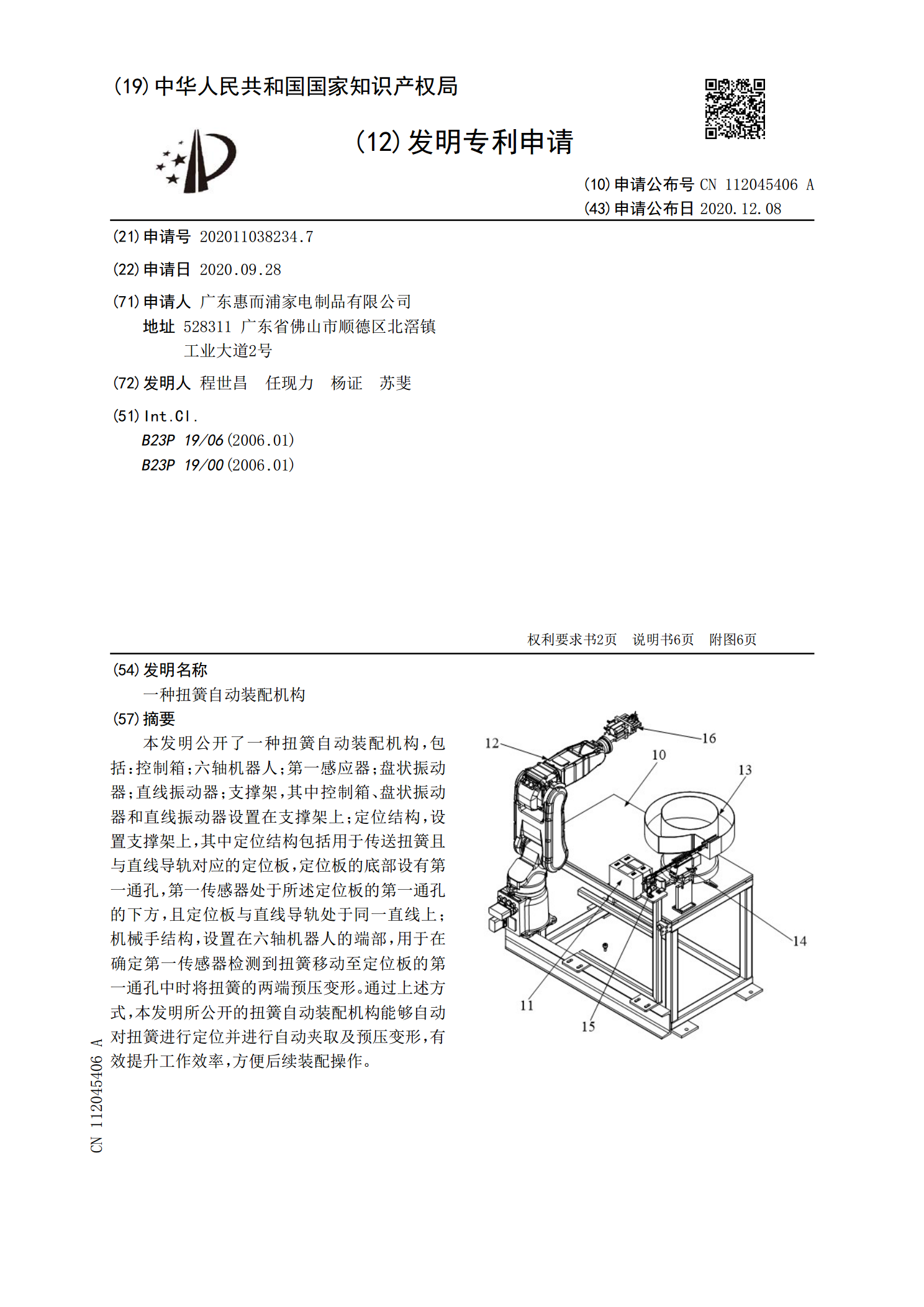
本发明公开了一种扭簧自动装配机构,包括:控制箱;六轴机器人;第一感应器;盘状振动器;直线振动器;支撑架,其中控制箱、盘状振动器和直线振动器设置在支撑架上;定位结构,设置支撑架上,其中定位结构包括用于传送扭簧且与直线导轨对应的定位板,定位板的底部设有第一通孔,第一传感器处于所述定位板的第一通孔的下方,且定位板与直线导轨处于同一直线上;机械手结构,设置在六轴机器人的端部,用于在确定第一传感器检测到扭簧移动至定位板的第一通孔中时将扭簧的两端预压变形。通过上述方式,本发明所公开的扭簧自动装配机构能够自动对扭簧进行