
一种乐器盒盒体及其制备方法.pdf

猫巷****婉慧


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种乐器盒盒体及其制备方法.pdf
本发明涉及乐器盒制作技术领域,具体而言,涉及一种乐器盒盒体及其制备方法。该方法分别制作发泡模具、外盒体模具和内饰壳体模具;将吸塑材料或碳纤维材料分别在外盒体模具和内饰壳体模具内表面定型以制成外盒体和内饰壳体;在外盒体和内饰壳体之间注入发泡材料,并通过发泡模具定型,得到乐器盒盒体。该方法采用发泡工艺与吸塑工艺或碳纤维材料的成型工艺相结合,能够使乐器盒具有重量轻、强度和刚性好、耐撞击的优点;采用模具进行制作,可使乐器盒的产品性能和尺寸能够保持稳定,特别适合工业化大批量生产;该方法还具有步骤简单、成本低的优点。
一种保鲜盒及其制备方法.pdf
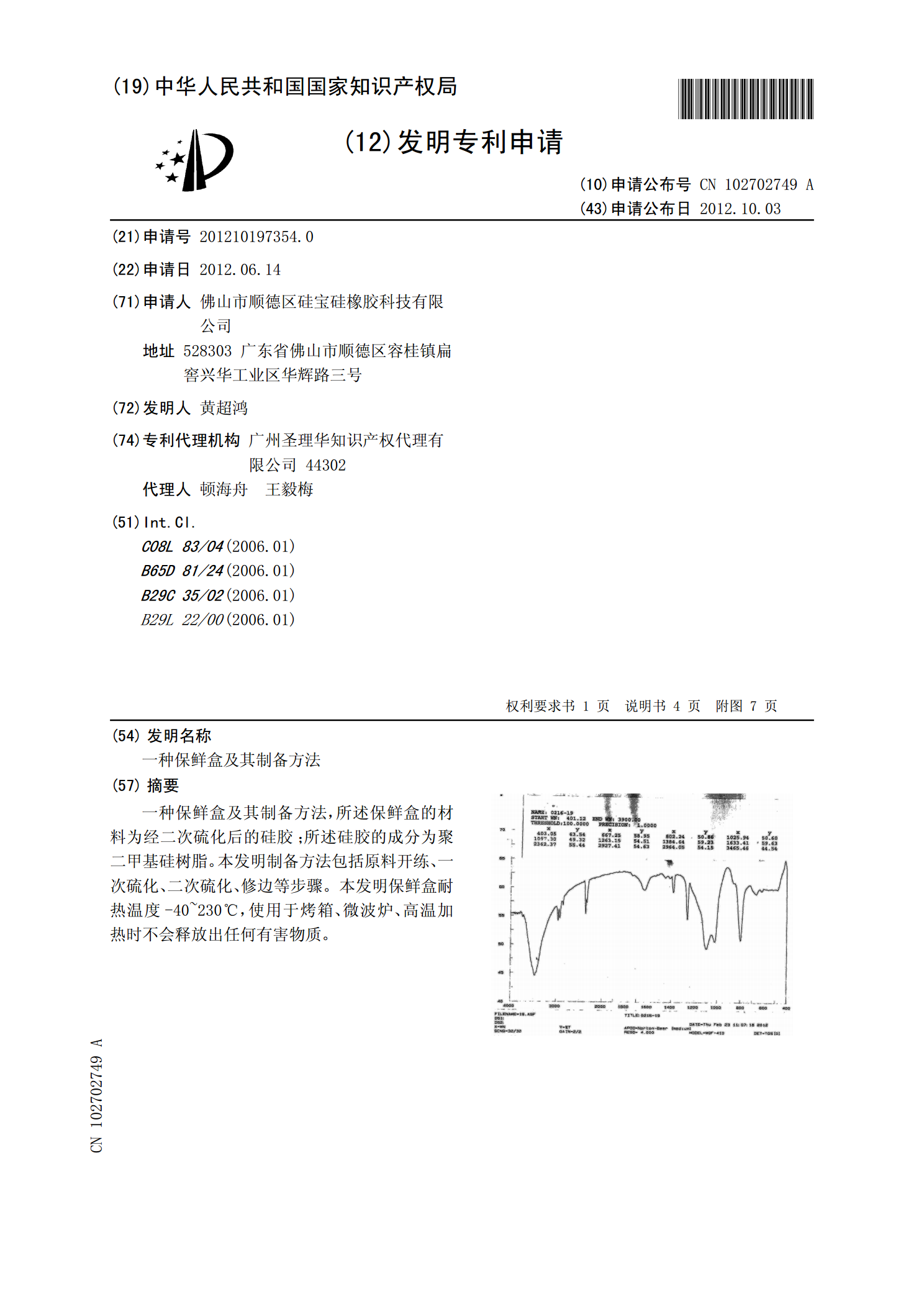
一种保鲜盒及其制备方法,所述保鲜盒的材料为经二次硫化后的硅胶;所述硅胶的成分为聚二甲基硅树脂。本发明制备方法包括原料开练、一次硫化、二次硫化、修边等步骤。本发明保鲜盒耐热温度-40~230℃,使用于烤箱、微波炉、高温加热时不会释放出任何有害物质。
一种储物盒及其盒盖和盒体.pdf
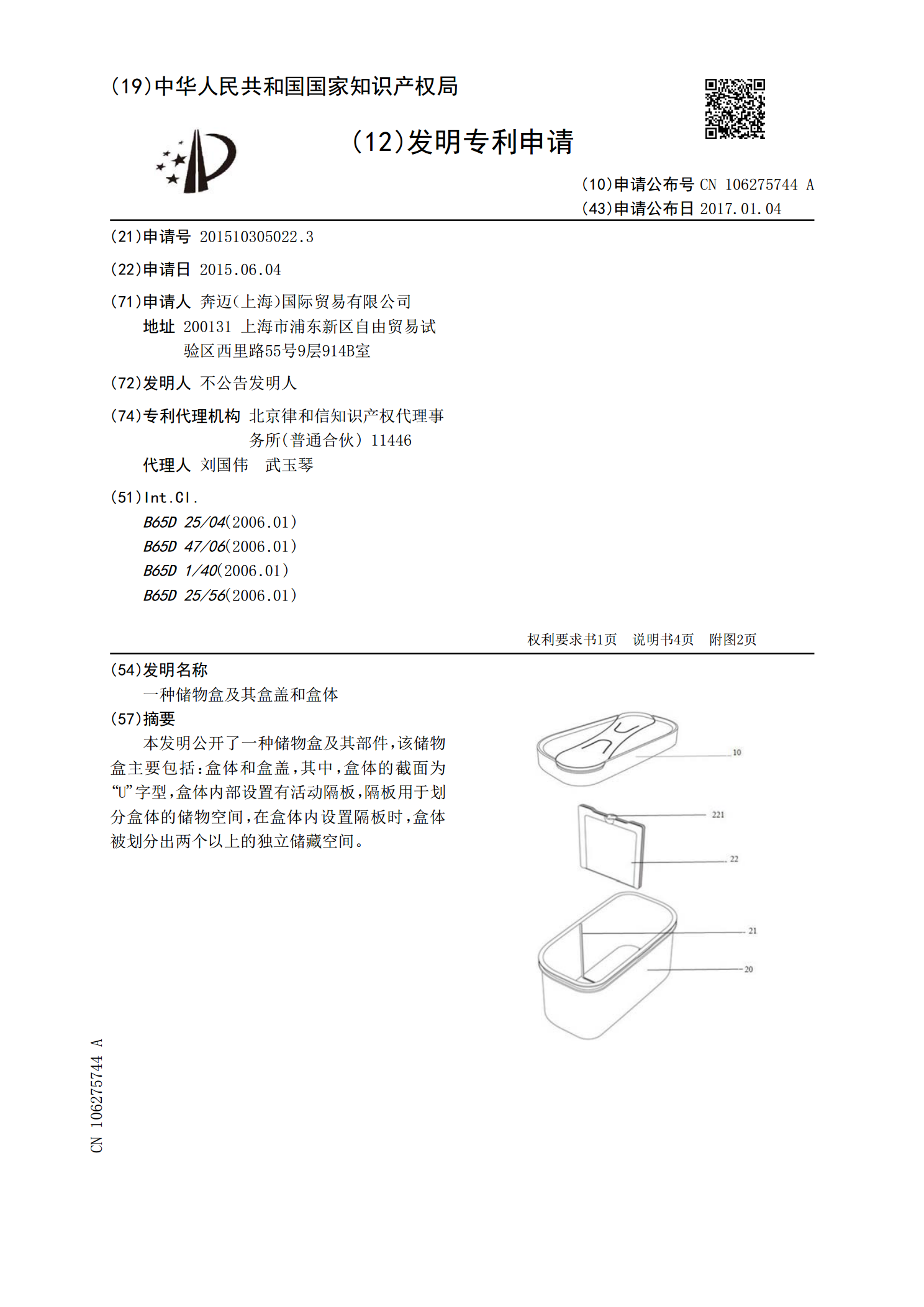
本发明公开了一种储物盒及其部件,该储物盒主要包括:盒体和盒盖,其中,盒体的截面为“U”字型,盒体内部设置有活动隔板,隔板用于划分盒体的储物空间,在盒体内设置隔板时,盒体被划分出两个以上的独立储藏空间。

一种检测梅毒螺旋体抗体试剂盒及其制备方法.pdf
本发明公开了一种检测梅毒螺旋体抗体试剂盒及其制备方法,由如下组分组成:包被有TP抗原的磁性微球、阴性对照品、阳性对照品、与镧系元素结合的TP抗原标记物、分析缓冲液、清洗液、增强液和RFID卡。本方法基于磁性微球与时间分辨免疫分析法相结合,既克服了酶标板物理性吸附反应时间较长,检测结果较慢的弊端,大大缩短反应时间,同时也具备时间分辨检测技术准确性高、灵敏度高、特异性强、线性范围宽、检测稳定且方便的优点。磁性微球包被相应的抗原或抗体,因磁性微球立体的特性,大大增加免疫反应的接触表面积,从而大大缩短检测时间,3
一种测定D‑二聚体的试剂盒及其制备方法.pdf
本发明公开了一种测定D‑二聚体的试剂盒及其制备方法,包括彼此独立的试剂R1和试剂R2双液体组分:试剂R1:Tris缓冲液、氯化钠、聚乙二醇‑8000、EDTA、牛血清白蛋白、叠氮钠,试剂R2:Tris缓冲液、牛血清白蛋白、蔗糖、叠氮钠、胶乳包被抗人D‑二聚体抗体,制备方法为:配制好试剂;将待测样本与试剂R1和试剂R2混合,使其充分反应;用全自动生化分析仪测定反应后的吸光度差值;根据吸光度变化值计算出样本中的D‑二聚体的浓度。本发明具有准确度高等优点。