
贴片组件载带上盖带及加工方法.pdf

景福****90

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

贴片组件载带上盖带及加工方法.pdf
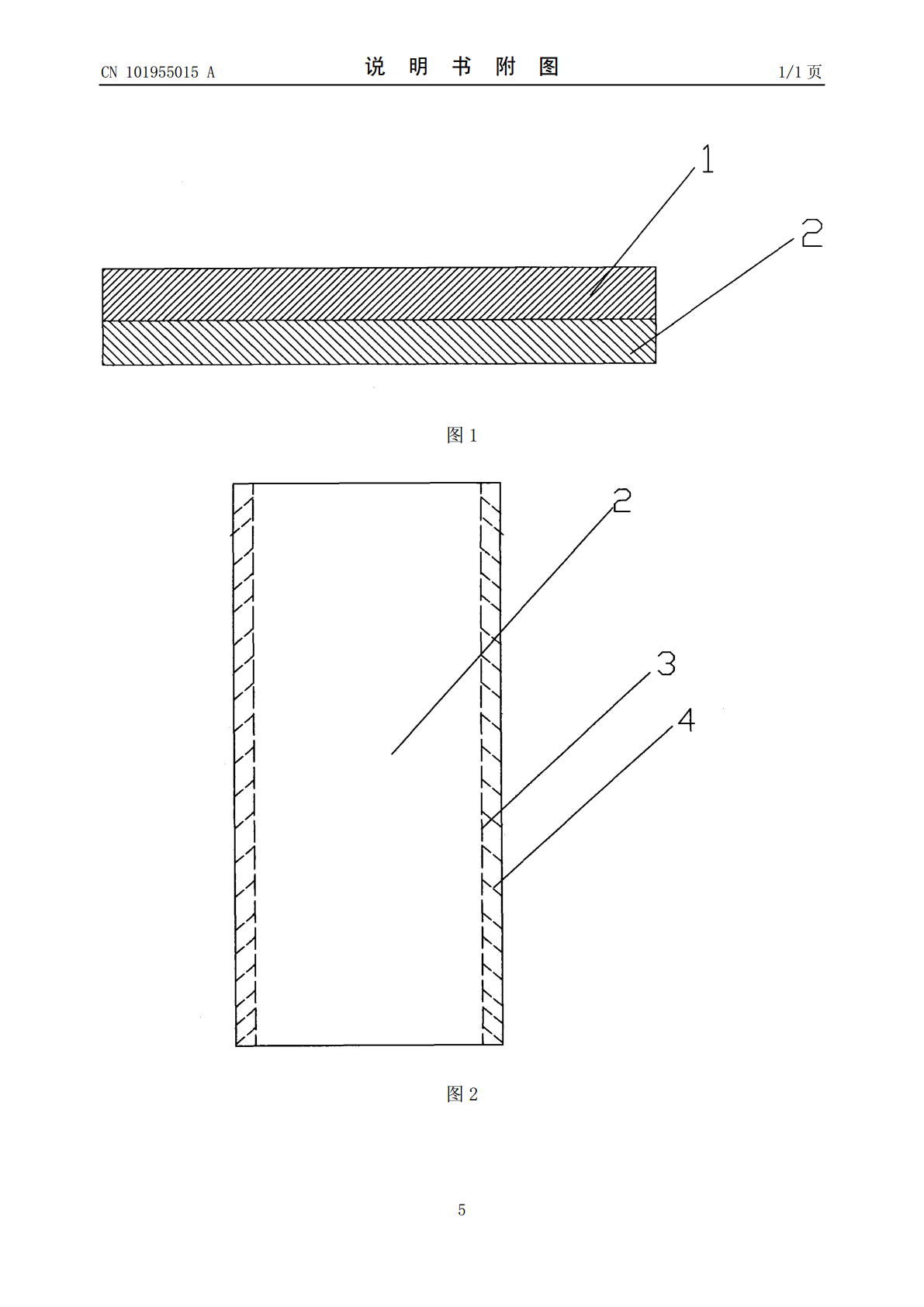
本发明公开了一种贴片组件载带上盖带,其包括PET薄膜,所述PET薄膜下表面上涂布有热熔胶形成热熔胶层,所述热熔胶层上形成两条平行的纵向刀模线,所述两条纵向刀模线的左右外侧形成“八”字形刀模线。该贴片组件载带上盖带在使用时,客户在贴合后只需沿着刀模线的位置以倒八字的方向撕开,即可获得稳定的剥离力,剥离力大小,可由小直径切刀之大小,切成不同的深度来确定,而左右刀模线的上盖带仍留在下带上,因此不会造成盖带剥离强度变化的问题,而且这种上盖带省原料,省加工成本,加工的方法一次性完成,加工方法简单。
贴片组件、金属片以及贴片方法.pdf
本申请公开了一种贴片组件,该贴片组件包括磁性载体,用于放置柔性电路板拼板,柔性电路板拼板包括多个子柔性电路板;金属片,用于在磁性载体的磁力作用下压紧放置于磁性载体上的柔性电路板拼板;金属片上设置有多个开口,且金属片上设置有与子柔性电路板的一一对应的盲孔;贴片设备,用于识别金属片上的盲孔处的颜色或亮度以判断与盲孔对应的子柔性电路板是否损坏。通过上述方式,本申请能够有效的识别柔性电路板拼板中损坏的子柔性电路板。
用于包装的盖与壶嘴组件、用于生产盖与壶嘴组件的方法和具有盖与壶嘴组件的包装.pdf
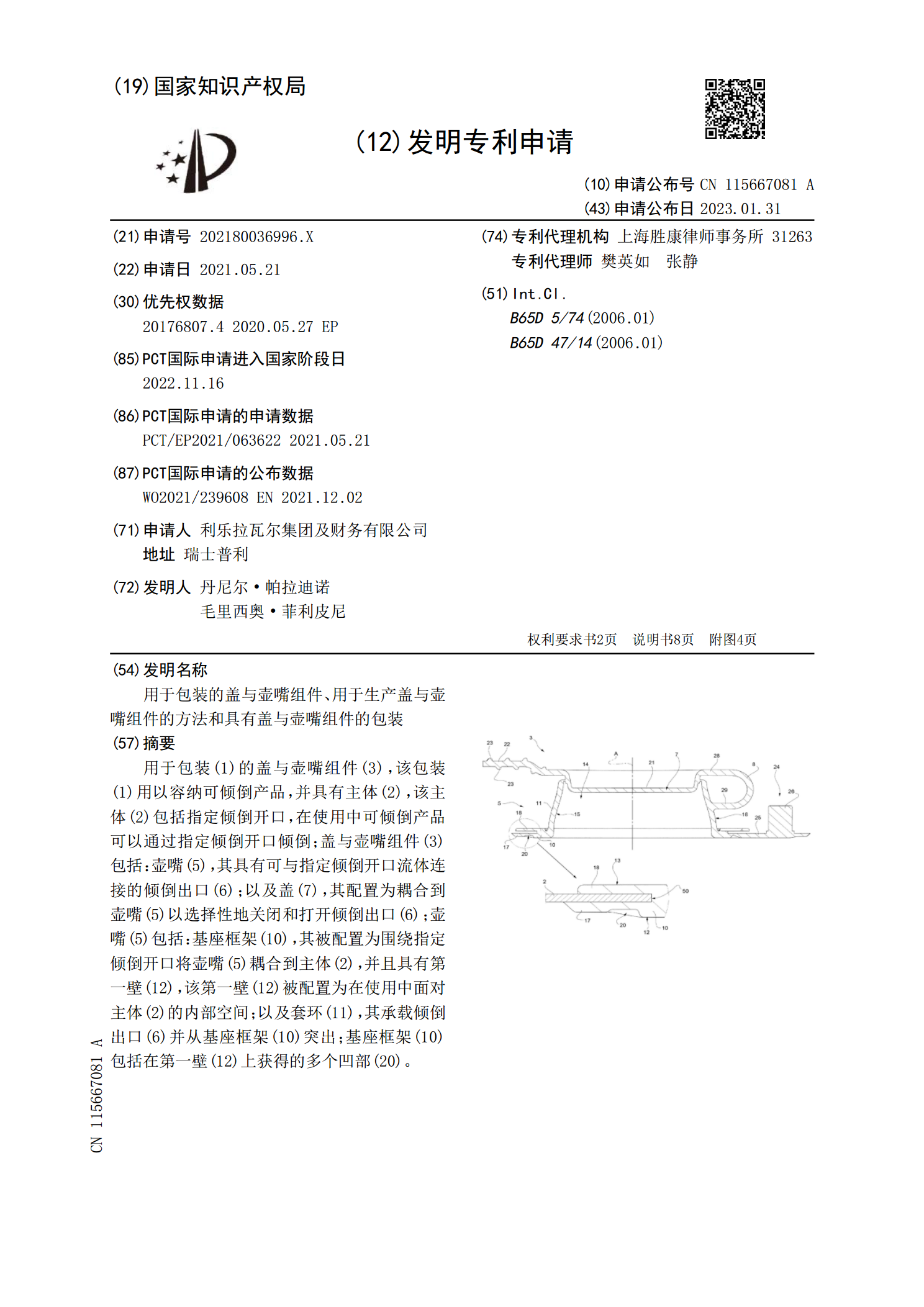
用于包装(1)的盖与壶嘴组件(3),该包装(1)用以容纳可倾倒产品,并具有主体(2),该主体(2)包括指定倾倒开口,在使用中可倾倒产品可以通过指定倾倒开口倾倒;盖与壶嘴组件(3)包括:壶嘴(5),其具有可与指定倾倒开口流体连接的倾倒出口(6);以及盖(7),其配置为耦合到壶嘴(5)以选择性地关闭和打开倾倒出口(6);壶嘴(5)包括:基座框架(10),其被配置为围绕指定倾倒开口将壶嘴(5)耦合到主体(2),并且具有第一壁(12),该第一壁(12)被配置为在使用中面对主体(2)的内部空间;以及套环(11),其
纸质载带用盖带.pdf
本发明公开一种纸质载带用盖带,包括:基材层;位于所述基材层之上的中间层;依次设置在中间层之上的第一功能层和第二功能层,且所述第一功能层与第二功能层之间的连接力小于第二功能层与纸质载带之间的连接力;所述第一功能层的主成分为乙烯丙烯共聚物以及聚苯乙烯和聚丁二烯加氢得到的乙烯‑丁烯为中间弹性嵌段的线性三嵌共聚物;所述第二功能层包括纳米级氧化锡及锑混合物、蜡、SEBS、丙烯酸酯。本发明通过选择合适的第一功能层和第二功能层,剥离时第二功能层残留在载带上,解决了拉起纸纤维问题且不影响元器件的取用;并一定程度上提高了盖

一种带偏心轴端盖组件的加工工艺研究.docx
一种带偏心轴端盖组件的加工工艺研究一种带偏心轴端盖组件的加工工艺研究摘要:本文以一种带偏心轴端盖组件的加工工艺研究为题目,探讨了该组件的结构特点和加工工艺,并进行了工艺优化和实验验证。研究结果表明,采用优化后的加工工艺能够提高组件的加工精度和生产效率,同时降低了成本。关键字:偏心轴;端盖组件;加工工艺;优化;生产效率1.引言偏心轴端盖组件是一种常用的机械装置,在工业生产中起着重要的作用。然而,传统的加工工艺在加工过程中存在一定的缺陷,如加工精度不高、成本较高等问题。因此,对该组件的加工工艺进行研究和优化具