
搪塑机转料敲击机构.pdf

书錦****by


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

搪塑机转料敲击机构.pdf
本发明公开了一种搪塑机转料敲击机构,是由固定支架、动力气缸、敲击悬臂、导向座、支座和敲击锤构成,动力气缸的缸体铰接在固定支架上,动力气缸的活塞杆与敲击悬臂铰接,敲击悬臂的一端与支座铰接,敲击悬臂的另一端固定有敲击锤,活塞杆与敲击悬臂铰接处与敲击锤之间的敲击悬臂位于导向座的导向滑槽中,动力气缸的排气管路安装有快速排气阀,其排气速度能够调节,进而根据工艺需要,对敲击力度进行调节;动力气缸的活塞杆伸和缩带动敲击悬臂摆动,在转料架停留的各个工艺角度处,敲击悬臂带动敲击锤有效敲击安装有搪塑模具的转料架,将搪塑表皮B
多工位全自动搪塑机.pdf
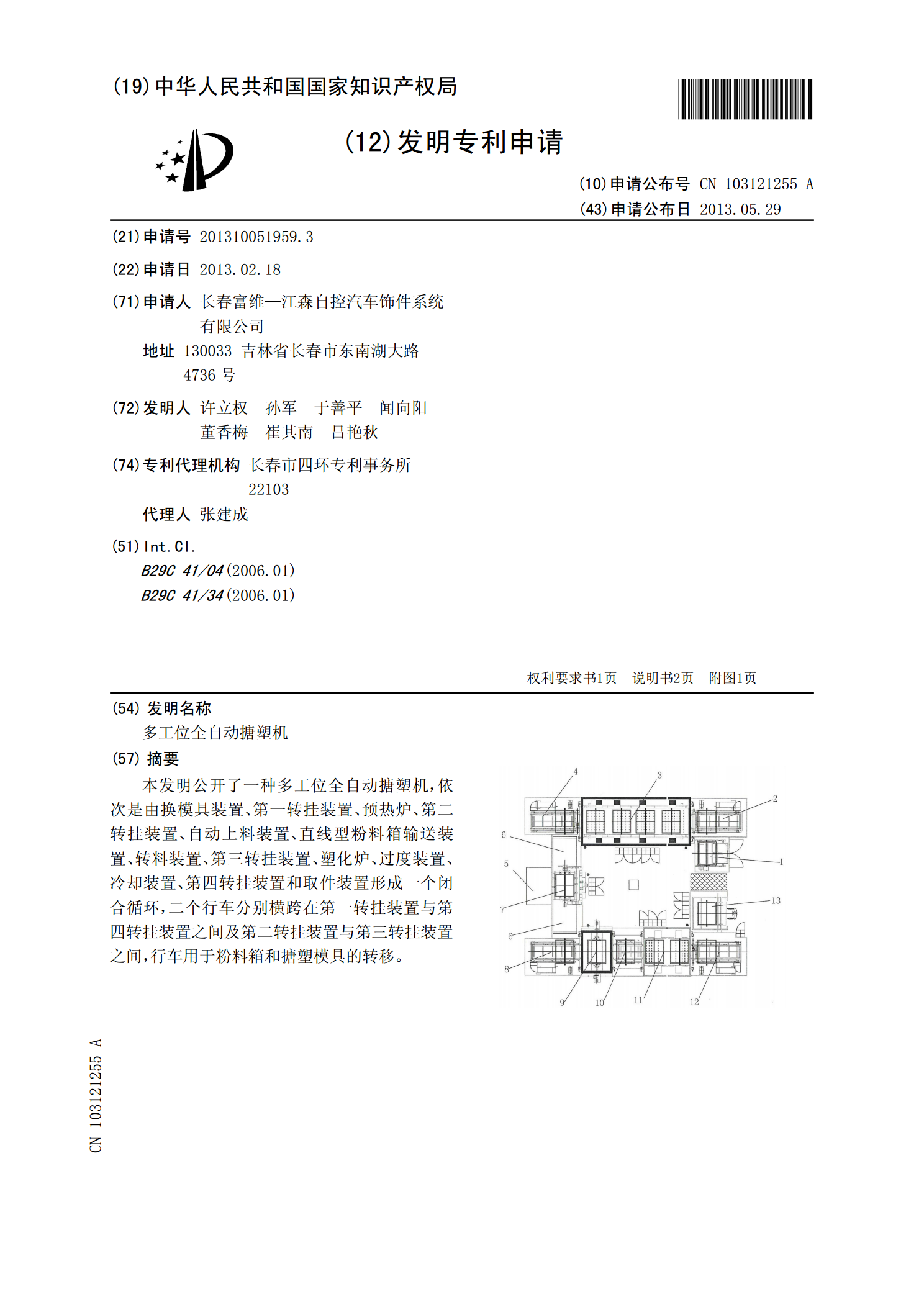
本发明公开了一种多工位全自动搪塑机,依次是由换模具装置、第一转挂装置、预热炉、第二转挂装置、自动上料装置、直线型粉料箱输送装置、转料装置、第三转挂装置、塑化炉、过度装置、冷却装置、第四转挂装置和取件装置形成一个闭合循环,二个行车分别横跨在第一转挂装置与第四转挂装置之间及第二转挂装置与第三转挂装置之间,行车用于粉料箱和搪塑模具的转移。

搪塑工艺及搪塑模具知识.docx
1介绍我们的任务是按照客户的要求生产出合格的仪表板。2说明在设计并生产任何产品之前,必须建立详细的说明书。客户提供详细的技术说明书。对于仪表板主要部分的技术说明,主要为:表皮骨架泡沫上述三者都必须是完美的,才能生产出合格的仪表板。在这本教材中,我们主要是讲解仪表板表皮生产中的一种技术,即搪塑。仪表板搪塑表皮有哪些技术特点?外观:必须满足的要素:光泽花纹颜色(色牢度)外表的凝胶状态需要避免的缺陷:穿孔污迹水迹、油迹、指纹等痕迹变形烧伤为了降低表皮成本及使发泡容易,控制表皮重量(即表皮厚度)优良的粘结力撕剥力
搪塑工艺及搪塑模具知识.pdf
塑工艺及搪塑模具知识(总19页)-CAL-FENGHAI.-(YICAI)-CompanyOne1-CAL-介绍我们的任务是按照客户的要求生产出合格的仪表板。2说明在设计并生产任何产品之前,必须建立详细的说明书。客户提供详细的技术说明书。对于仪表板主要部分的技术说明,主要为:表皮骨架泡沫上述三者都必须是完美的,才能生产出合格的仪表板。在这本教材中,我们主要是讲解仪表板表皮生产中的一种技术,即搪塑。仪表板搪塑表皮有哪些技术特点?外观:必须满足的要素:光泽花纹颜色(色牢度)外表的凝胶状态需要避免的缺陷:穿孔污

搪塑工艺介绍.ppt
搪塑工艺流程图SlushprocessdiagramPVC搪塑工艺特点(一)ThepeculiarityofthePVCslushprocessIPVC搪塑工艺特点(二)ThepeculiarityofthePVCslushprocessII步骤1:表皮包覆模Leatherortexturedfoilcoveredmastermodel步骤2:阴模1#Siliconenegativemodel#1withsupportingshell步骤3&4:主模型及皮纹修正、客户认可Mothermodelcorrec