
多工位全自动搪塑机.pdf

纪阳****公主

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多工位全自动搪塑机.pdf
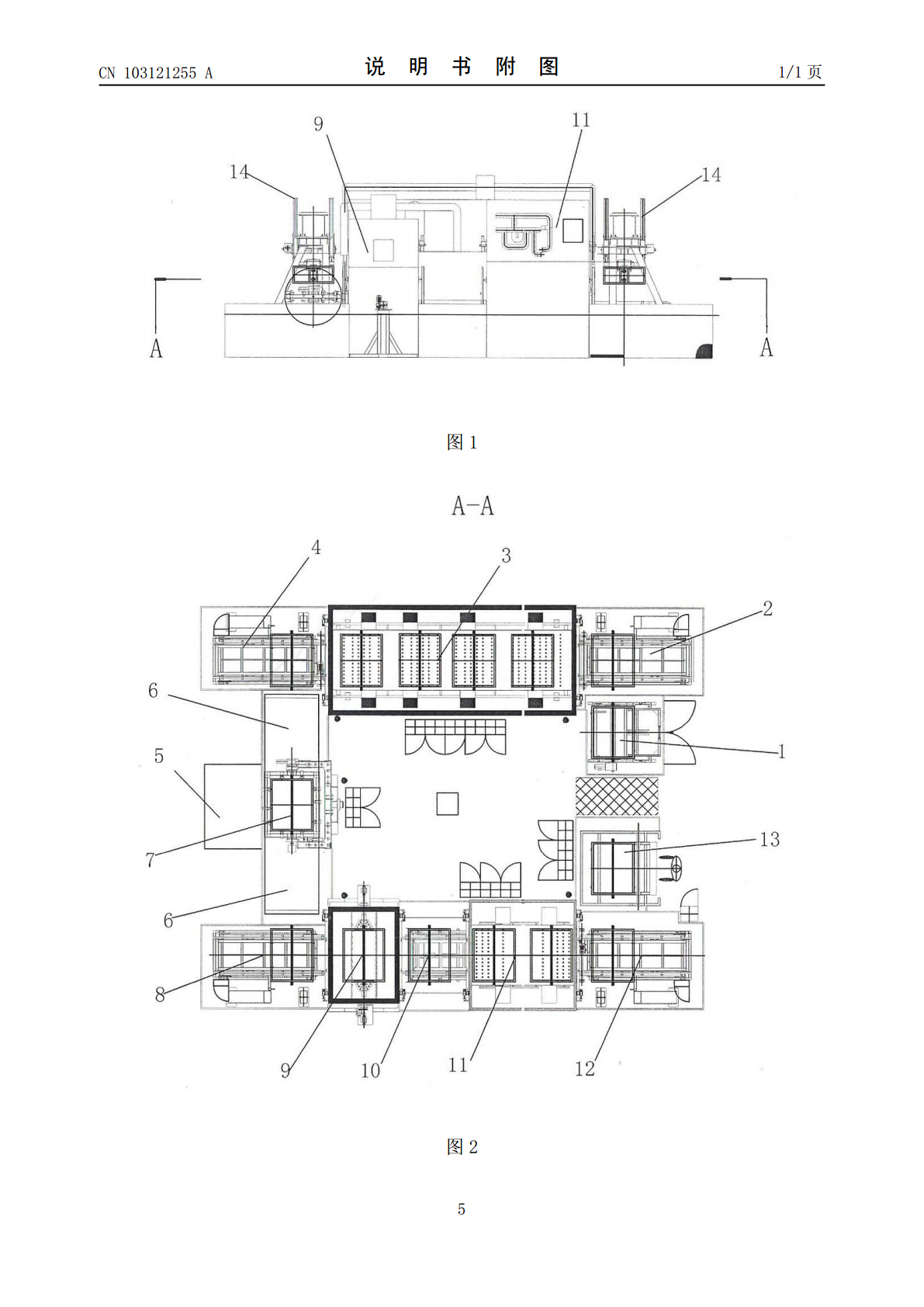
本发明公开了一种多工位全自动搪塑机,依次是由换模具装置、第一转挂装置、预热炉、第二转挂装置、自动上料装置、直线型粉料箱输送装置、转料装置、第三转挂装置、塑化炉、过度装置、冷却装置、第四转挂装置和取件装置形成一个闭合循环,二个行车分别横跨在第一转挂装置与第四转挂装置之间及第二转挂装置与第三转挂装置之间,行车用于粉料箱和搪塑模具的转移。
多工位全自动拉伸压力机.pdf
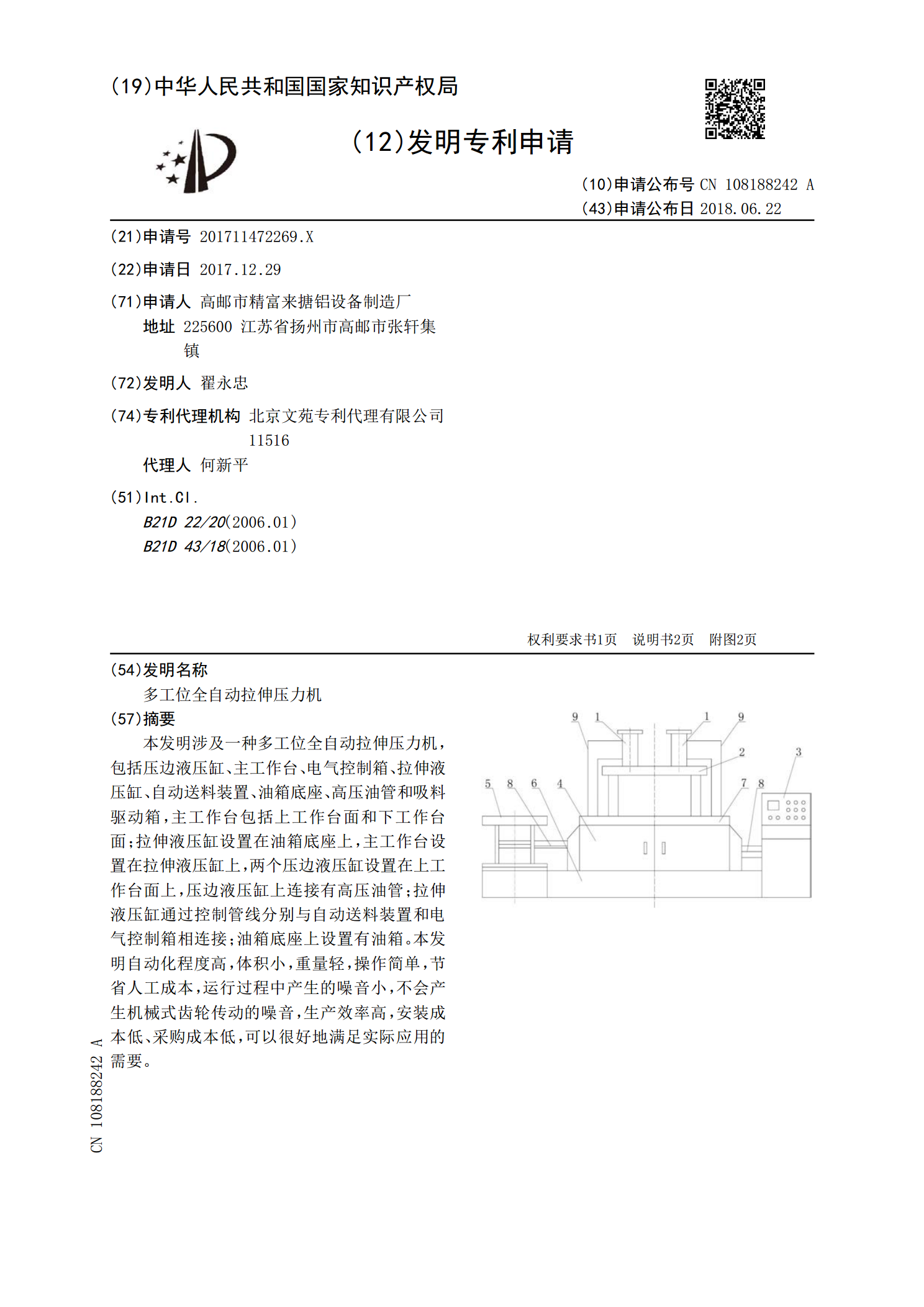
本发明涉及一种多工位全自动拉伸压力机,包括压边液压缸、主工作台、电气控制箱、拉伸液压缸、自动送料装置、油箱底座、高压油管和吸料驱动箱,主工作台包括上工作台面和下工作台面;拉伸液压缸设置在油箱底座上,主工作台设置在拉伸液压缸上,两个压边液压缸设置在上工作台面上,压边液压缸上连接有高压油管;拉伸液压缸通过控制管线分别与自动送料装置和电气控制箱相连接;油箱底座上设置有油箱。本发明自动化程度高,体积小,重量轻,操作简单,节省人工成本,运行过程中产生的噪音小,不会产生机械式齿轮传动的噪音,生产效率高,安装成本低、采
一种多工位全自动浇注机.pdf
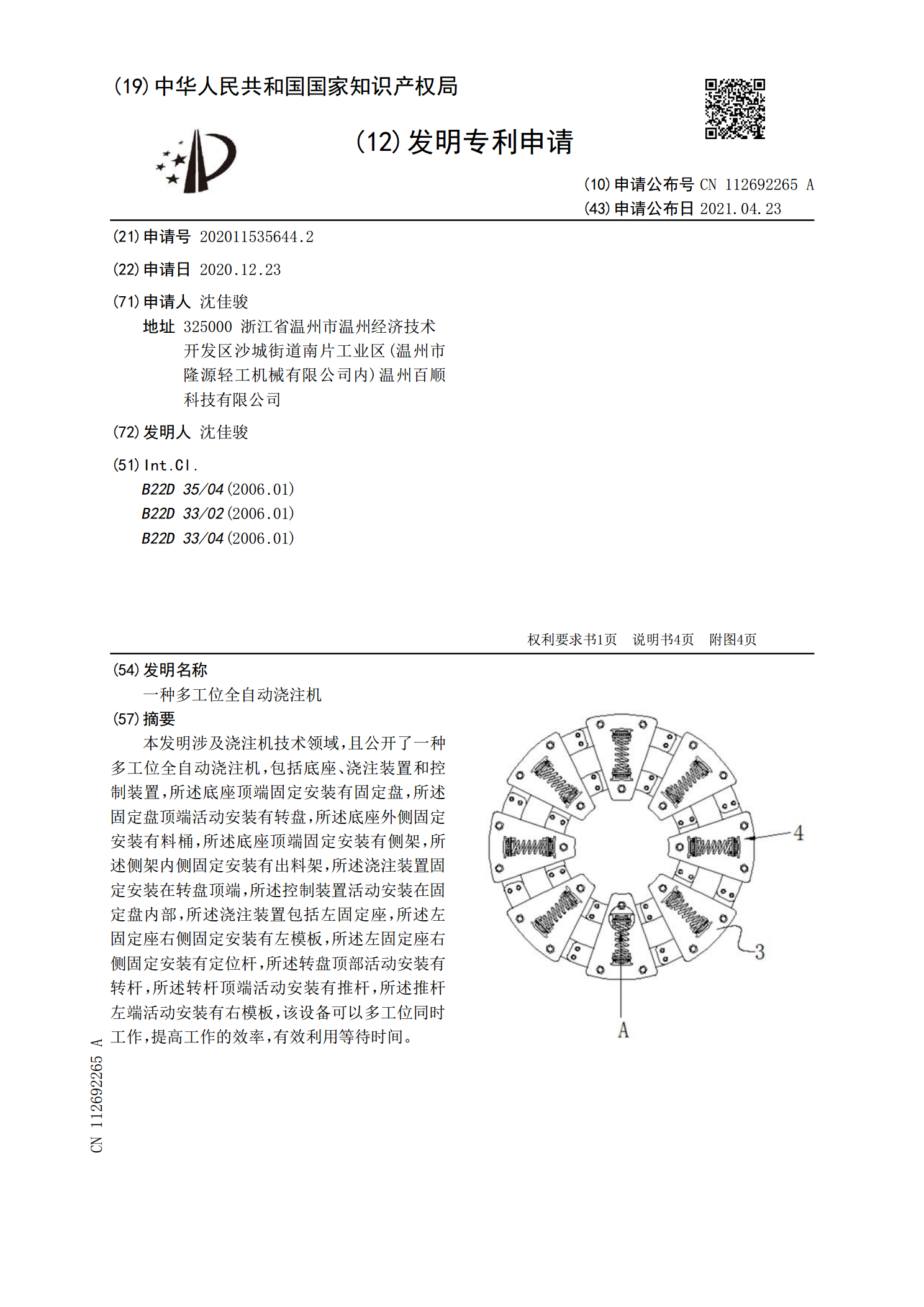
本发明涉及浇注机技术领域,且公开了一种多工位全自动浇注机,包括底座、浇注装置和控制装置,所述底座顶端固定安装有固定盘,所述固定盘顶端活动安装有转盘,所述底座外侧固定安装有料桶,所述底座顶端固定安装有侧架,所述侧架内侧固定安装有出料架,所述浇注装置固定安装在转盘顶端,所述控制装置活动安装在固定盘内部,所述浇注装置包括左固定座,所述左固定座右侧固定安装有左模板,所述左固定座右侧固定安装有定位杆,所述转盘顶部活动安装有转杆,所述转杆顶端活动安装有推杆,所述推杆左端活动安装有右模板,该设备可以多工位同时工作,提高

一种全自动多工位端子机.pdf
本发明涉及线缆加工技术领域,尤其涉及一种全自动多工位端子机,包括:线缆夹持移动机构、线缆切断剥皮机构和端子压接机构;线缆夹持移动机构包括:夹爪组件、支撑杆组件、夹爪驱动件、直线驱动组件和旋转组件;夹爪驱动件与支撑杆组件连接,支撑杆组件与夹爪组件连接,夹爪驱动件驱动支撑杆组件以带动夹爪组件的张闭;夹爪驱动件固定在直线驱动组件上,直线驱动组件驱动夹爪驱动件的直线移动,直线驱动组件固定在旋转组件上,旋转组件驱动直线驱动组件做旋转运动;通过固定在直线驱动组件上的夹爪驱动件实现了夹爪夹持线缆的直线移动功能,通过固定

多工位全自动中心表面卷取机.pdf
本发明公开一种多工位全自动中心表面卷取机,其包括机架和依次设置在该机架上的牵引轮组、浮动辊组、压轮组和卷取翻转机构,断膜切刀机构对应压轮组和卷取翻转机构之间的位置设置在机架上;本发明结构设计巧妙,合理设有多个收卷工位,当需换卷时,卷取翻转机构翻转,使新的收卷轴与压轮平行,断膜切刀机构启动将膜切断,在收卷的同时,开始了新一轮的卷取工作,有效节省换卷时间,大大提高工作效率;同时在卷绕时,在压轮组配合下,有效保持压力恒定,稳定性高,大大增强去除气泡效果,卷取效果好,保证产品质量,另外,还加设有蓄膜组,在换卷当中