
异型材一体成型工艺.pdf

文宣****66


1/9
2/9

3/9

4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

异型材一体成型工艺.pdf
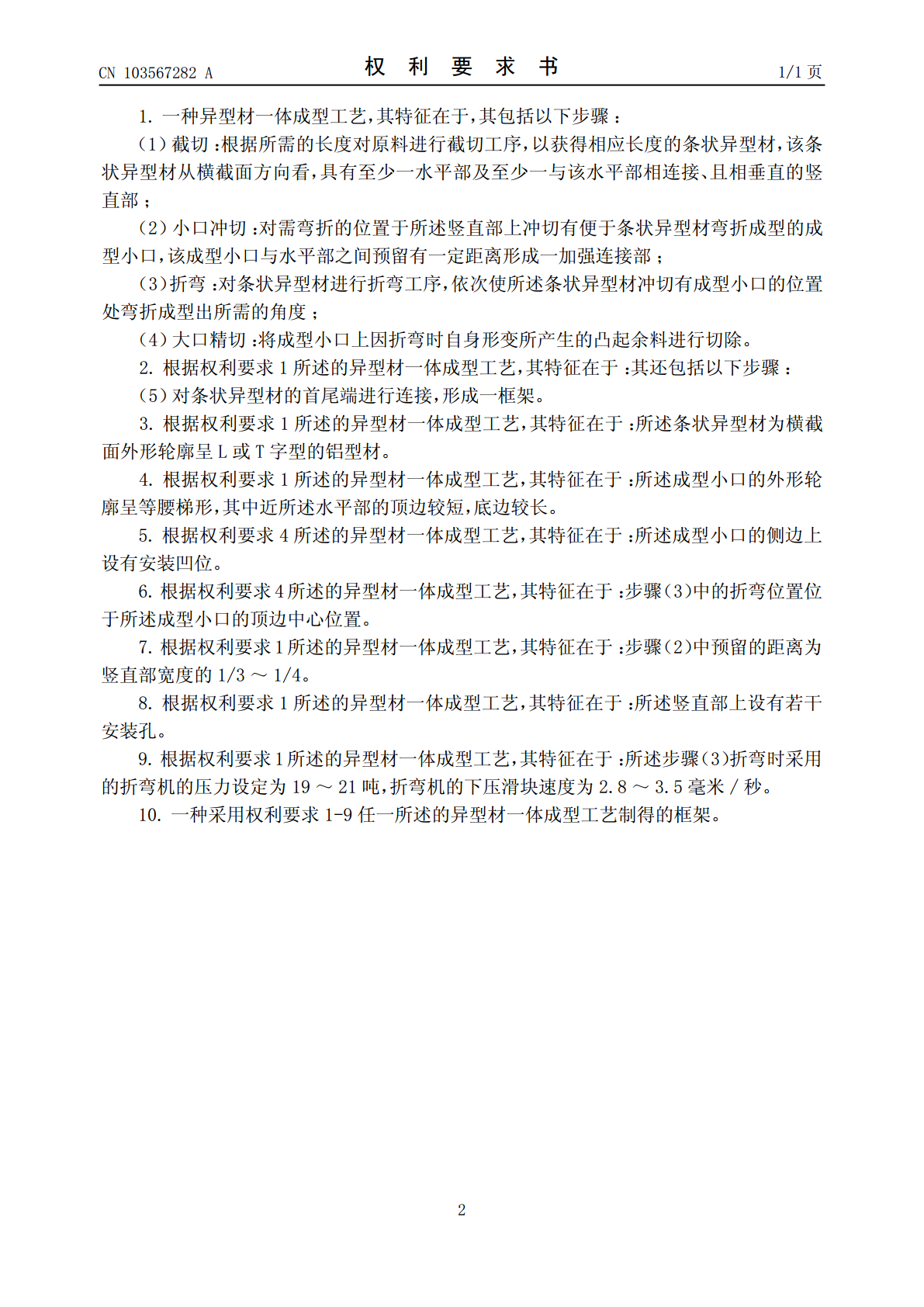
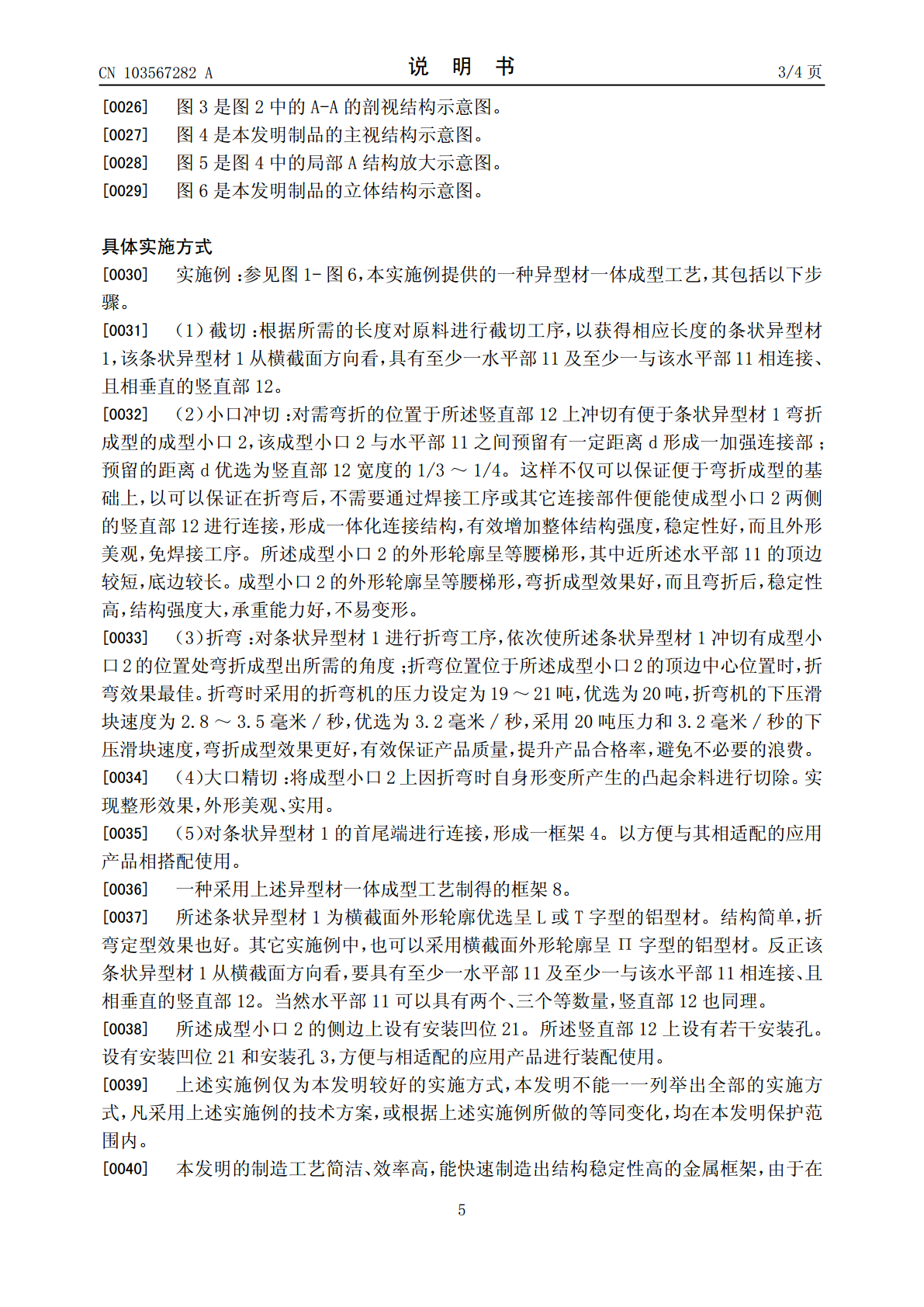
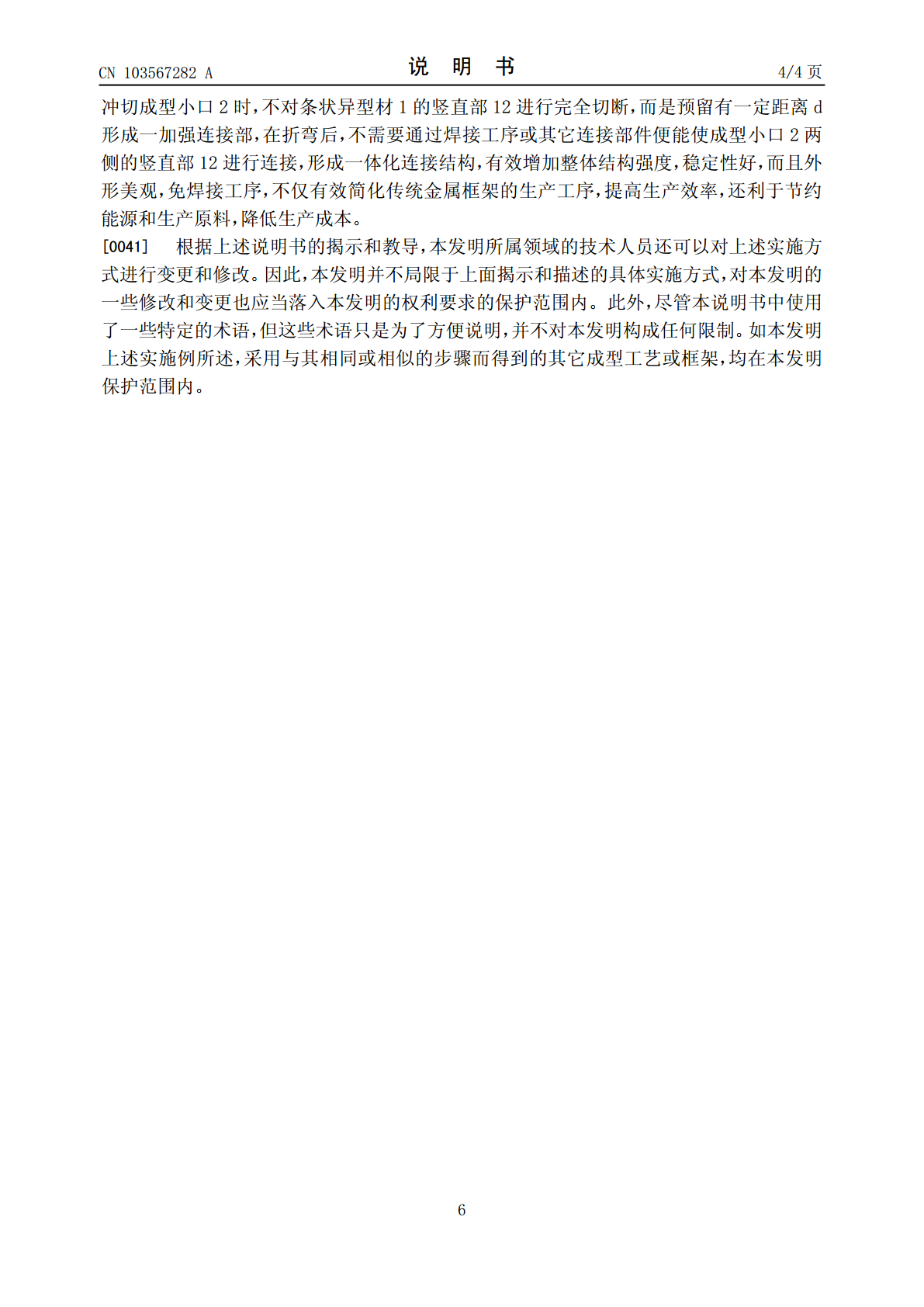
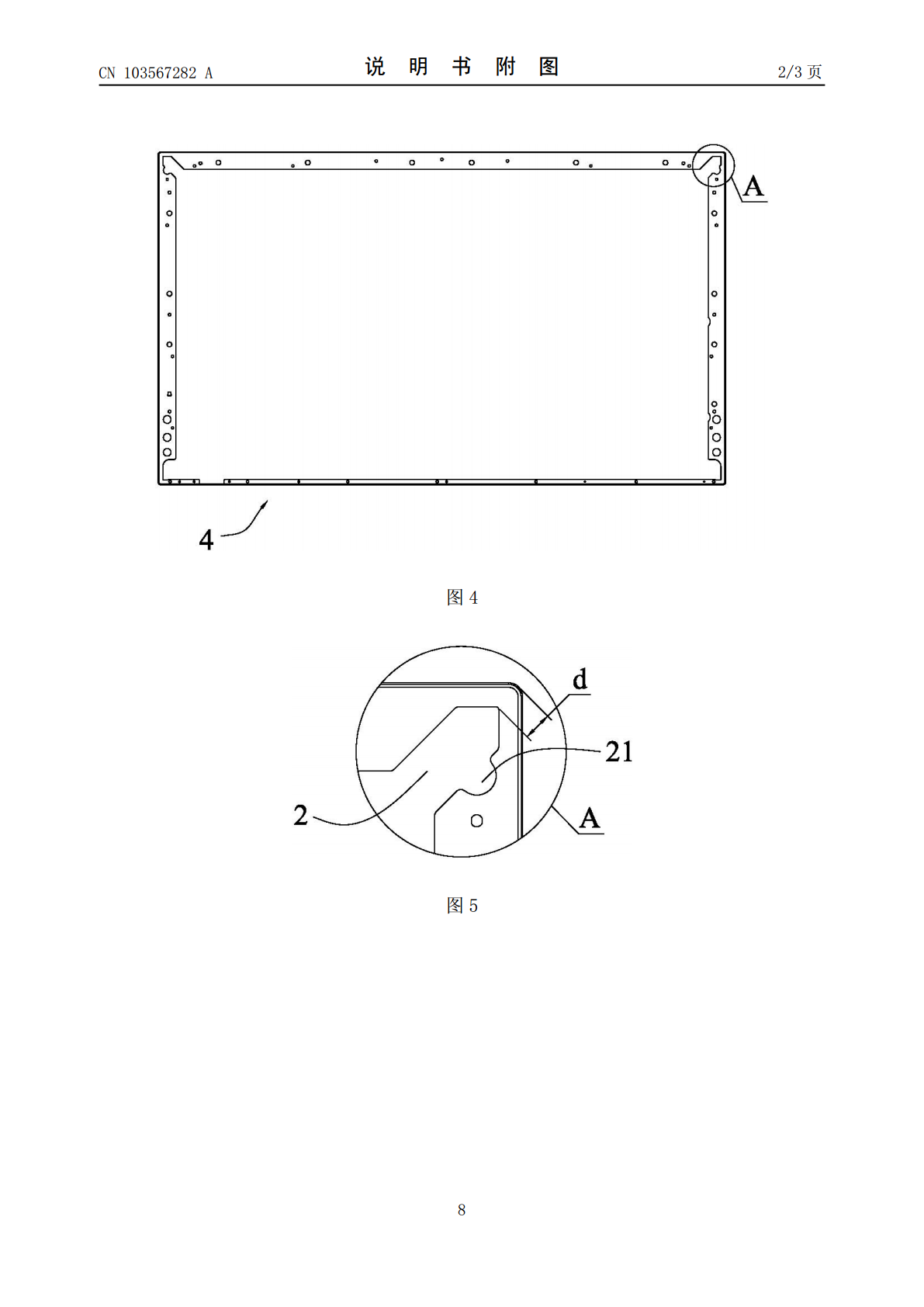
本发明公开了一种异型材一体成型工艺,其包括以下步骤:1)截切:根据所需的长度对原料进行截切工序;2)小口冲切:对需弯折的位置冲切有便于条状异型材弯折成型的成型小口;3)折弯;4)大口精切;本发明的制造工艺简洁、效率高,能快速制造出结构稳定性高的金属框架,由于在冲切成型小口时,不对条状异型材的竖直部进行完全切断,而是预留有一定距离形成一加强连接部,在折弯后,不需要通过焊接工序或其它连接部件便能使成型小口两侧的竖直部进行连接,形成一体化连接结构,有效增加整体结构强度,稳定性好,而且外形美观,免焊接工序,不仅有

硬PVC异型材的经济快速挤出成型工艺探讨.docx
硬PVC异型材的经济快速挤出成型工艺探讨硬PVC异型材的经济快速挤出成型工艺探讨摘要:PVC(聚氯乙烯)是一种常用的塑料材料,其良好的机械性能和化学稳定性使其广泛应用于各个行业。在许多应用领域中,硬PVC异型材的制造是非常重要的。本论文探讨了硬PVC异型材的经济快速挤出成型工艺,包括挤出设备选择、挤出工艺参数优化和质量控制等方面,旨在提高硬PVC异型材的生产效率和质量。一、引言PVC材料具有良好的机械性能、化学稳定性和成型加工性能,其价格相对较低,因此被广泛应用于各个行业。硬PVC异型材的制造是PVC制品

异型材挤出成型及.ppt
异型材挤出成型及机头设计生产线示意图生产线示意图异型材种类板式机头流线型机头定型模典型结构

基于计算机辅助的塑料异型材挤出成型工艺优化.docx
基于计算机辅助的塑料异型材挤出成型工艺优化基于计算机辅助的塑料异型材挤出成型工艺优化摘要:随着科技的发展,计算机辅助技术的应用越来越广泛。本文以塑料异型材挤出成型工艺优化为研究对象,综合利用计算机辅助设计、模拟和优化技术,对塑料异型材的挤出成型工艺进行分析和优化。通过对塑料材料属性、挤出工艺参数以及模具结构参数进行建模和仿真,结合优化算法进行多目标优化,实现塑料异型材挤出成型工艺的优化和提升。引言:塑料异型材挤出成型工艺是一种广泛应用的塑料成型方法。它具有生产效率高、制品精度高和生产周期短等优点,但在实际

一种一体成型立体鞋面成型工艺.pdf
本发明涉及一种一体成型立体鞋面成型工艺,包括以下步骤:第一步,取一用于支撑线缝纫织造的支撑基底,所述支撑基底为可溶性支撑基底,在支撑基底上通过缝纫织造形成一鞋面形状的基底层,在鞋面的鞋舌口部位通过留出复数个用于鞋带穿绑的穿设环;第二步,在基底层的外表面施行第二次缝纫织造,利用缝纫织造的线的改变,形成柔性纺织层;第三步,在柔性纺织层外表面的不同区域施行第三次缝纫织造,利用缝纫织造的线的改变,在不同区域形成不同的功能层,功能层由一层以上的纺织层叠加于柔性中层上形成;第四步,沿基底层的周沿施行第四次缝纫织造,形