
基于计算机辅助的塑料异型材挤出成型工艺优化.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于计算机辅助的塑料异型材挤出成型工艺优化.docx
基于计算机辅助的塑料异型材挤出成型工艺优化基于计算机辅助的塑料异型材挤出成型工艺优化摘要:随着科技的发展,计算机辅助技术的应用越来越广泛。本文以塑料异型材挤出成型工艺优化为研究对象,综合利用计算机辅助设计、模拟和优化技术,对塑料异型材的挤出成型工艺进行分析和优化。通过对塑料材料属性、挤出工艺参数以及模具结构参数进行建模和仿真,结合优化算法进行多目标优化,实现塑料异型材挤出成型工艺的优化和提升。引言:塑料异型材挤出成型工艺是一种广泛应用的塑料成型方法。它具有生产效率高、制品精度高和生产周期短等优点,但在实际

塑料异型材高速挤出的工艺控制.doc
塑料异型材高速挤出的工艺控制目前高速挤出已经成为塑料异型材行业的发展趋势。所谓高速挤出,即挤出机在确保挤出制品质量的前提下,以尽量高的速度进行生产的过程。所谓“高速”是相对而言的,在不同的历史时期与技术水平条件下有不同量化标准。在90年代初,当国内大多数厂家挤出速度为1.2~1.9m/min时,达到挤出速度为2.3~2.7m/min,就可称为高速挤出;在90年代末,国内大多数厂家挤出速度已实现2.3~2.7m/min时,达到挤出速度为2.9~3.6m/min,才可称为高速挤出;但挤出速度为2.9~3.6m

异型材挤出成型及.ppt
异型材挤出成型及机头设计生产线示意图生产线示意图异型材种类板式机头流线型机头定型模典型结构
塑料颗粒挤出成型工艺.pdf
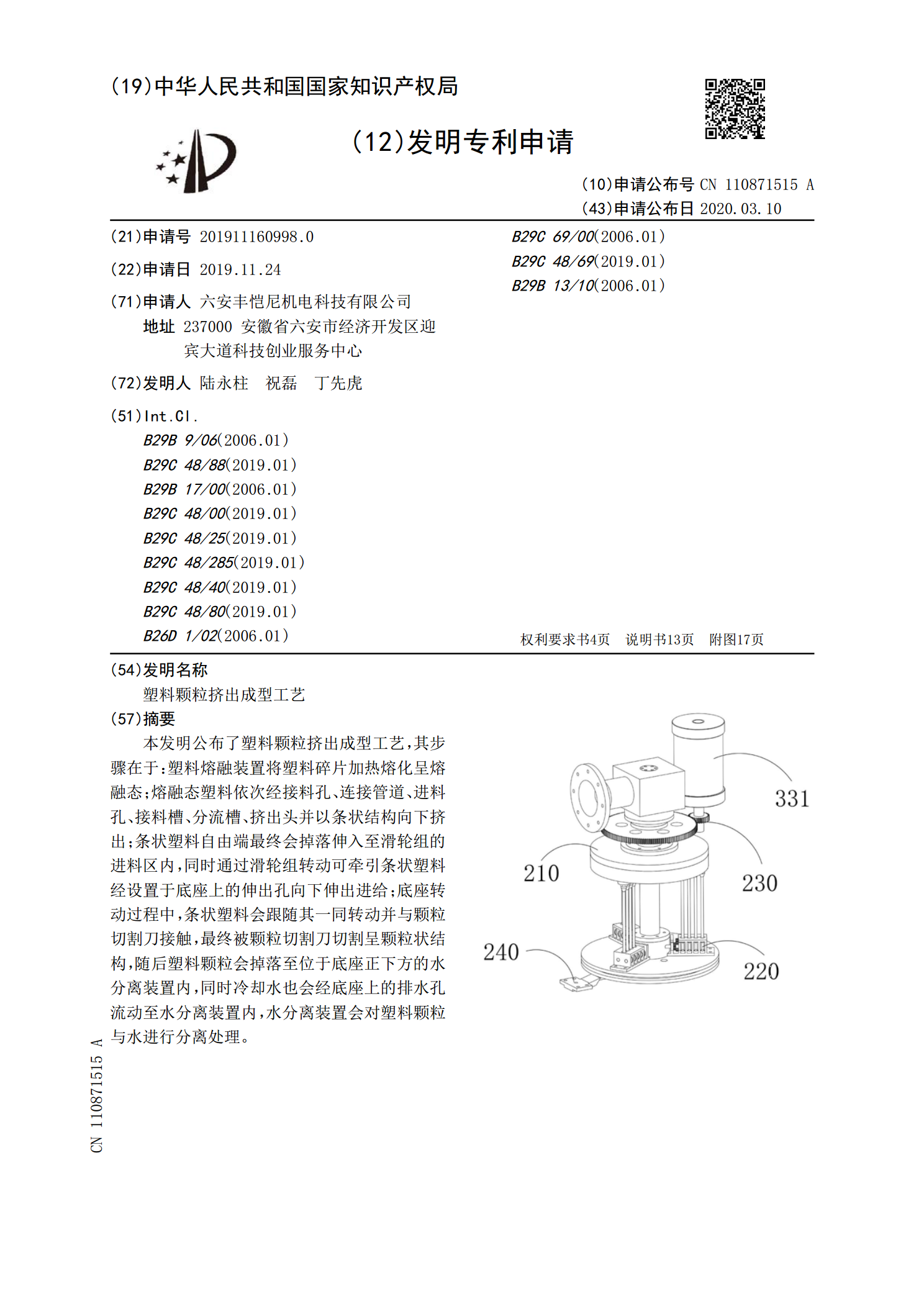
本发明公布了塑料颗粒挤出成型工艺,其步骤在于:塑料熔融装置将塑料碎片加热熔化呈熔融态;熔融态塑料依次经接料孔、连接管道、进料孔、接料槽、分流槽、挤出头并以条状结构向下挤出;条状塑料自由端最终会掉落伸入至滑轮组的进料区内,同时通过滑轮组转动可牵引条状塑料经设置于底座上的伸出孔向下伸出进给;底座转动过程中,条状塑料会跟随其一同转动并与颗粒切割刀接触,最终被颗粒切割刀切割呈颗粒状结构,随后塑料颗粒会掉落至位于底座正下方的水分离装置内,同时冷却水也会经底座上的排水孔流动至水分离装置内,水分离装置会对塑料颗粒与水进

塑料成型工艺学之挤出成型.pptx