
玻璃钻孔加工方法.pdf

是你****嘉嘉

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

玻璃钻孔加工方法.pdf
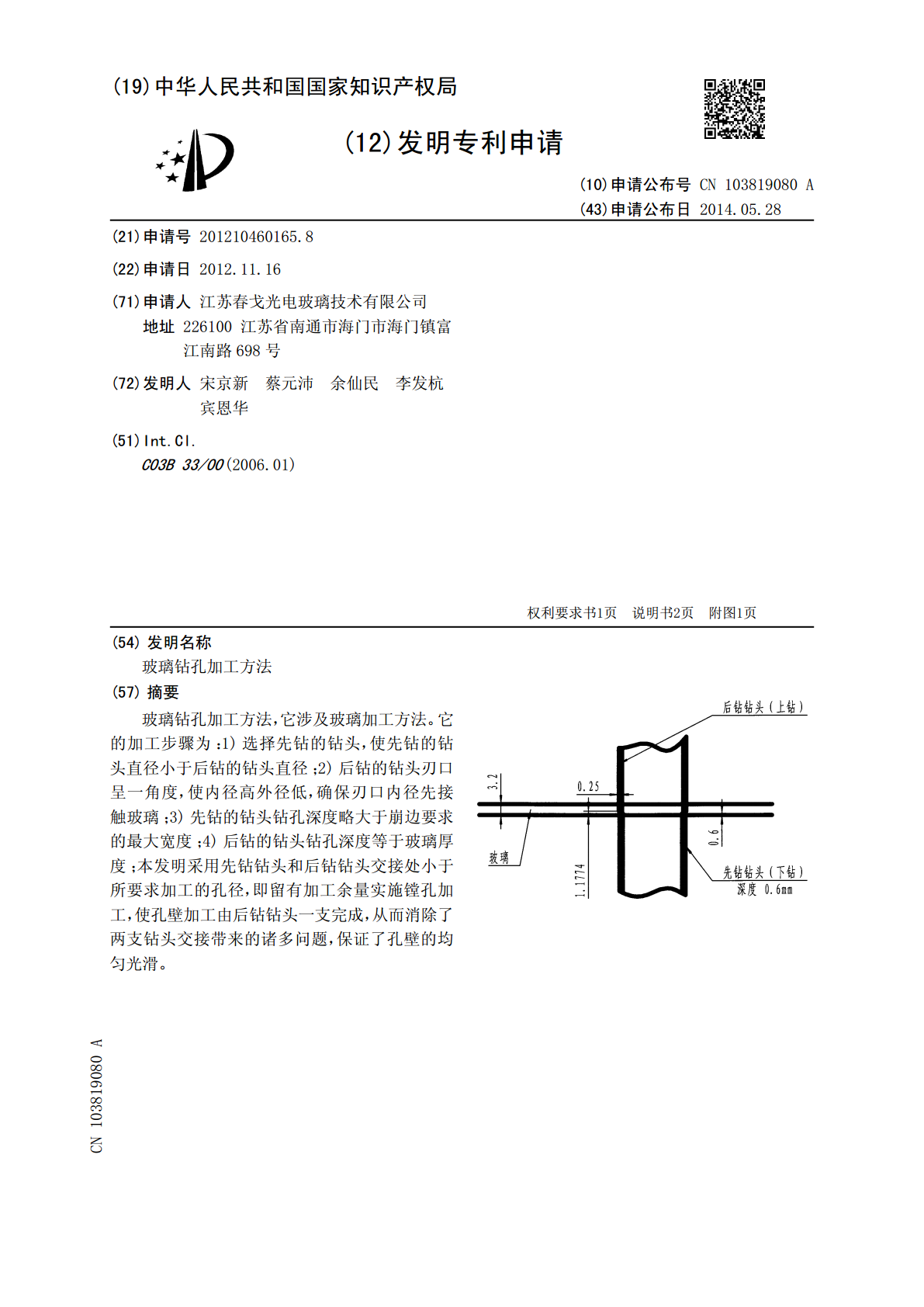
玻璃钻孔加工方法,它涉及玻璃加工方法。它的加工步骤为:1)选择先钻的钻头,使先钻的钻头直径小于后钻的钻头直径;2)后钻的钻头刃口呈一角度,使内径高外径低,确保刃口内径先接触玻璃;3)先钻的钻头钻孔深度略大于崩边要求的最大宽度;4)后钻的钻头钻孔深度等于玻璃厚度;本发明采用先钻钻头和后钻钻头交接处小于所要求加工的孔径,即留有加工余量实施镗孔加工,使孔壁加工由后钻钻头一支完成,从而消除了两支钻头交接带来的诸多问题,保证了孔壁的均匀光滑。

玻璃生产加工技术之钻孔操作方法.docx
玻璃生产加工技术之钻孔操作方法玻璃钻孔在自制教具中是一难题。在玻璃上打孔可按孔径选择一薄壁铁管,代替钻头,安装在电钻上。在玻璃上欲打孔之位置,倒些金刚砂糊,接通电源,慢慢研磨。应注意的是手压电钻摇把的力量不要太大,尤其是快打通时更要小心。其次,要不断补充金刚砂。第一、钻具制造1、钻头用马口铁皮卷成管状,搭接处用锡焊牢,然后焊接在钻杆上,焊接时要注意与钻杆保持同圆心。如需钻直径大于10mm的玻孔,可用马口铁皮制成开口圆筒形、再焊接在钻杆平端上。一般不宜钻大于20mm的玻孔,因钻头与钻杆不易基本同心,旋转时摆

钻孔加工装置及钻孔加工方法.pdf
本发明的目的是提供一种在对有弯曲而隆起的部分的基板开设盲孔的情况下使深度的精度提高的钻孔加工装置。其特征在于,进行:第1动作,在由基板推压部推压基板的状态下,基于来自钻头接触检测部的检测信号,在前述基板的特定位置检测前述基板的第1表面高度;以及第2动作,在没有由前述基板推压部推压前述基板的状态下,基于来自前述钻头接触检测部的检测信号,在前述特定位置或其周边检测前述基板的第2表面高度;在前述第1表面高度与前述第2表面高度的差超过规定值的情况下,进行控制以至少不将包含前述特定位置的区域作为加工对象。
玻璃管加工和塞子钻孔.ppt
玻璃管加工和塞子钻孔(2)酒精喷灯酒精喷灯可达700~1000℃。①类型和构造(见图2—9)b.借助小漏斗向酒精壶内添加酒精,酒精壶内的酒精以不超过酒精壶容积(座式)的2/3为宜。c.往预热盘里注入一些酒精,点燃酒精使灯管受热,待酒精接近燃完且在灯管口有火焰时,上下移动调节器调节火焰为正常火焰(见图2—10)。d.座式喷灯连续使用不能超过半小时,如果超过半小时,必须暂时熄灭喷灯,待冷却后,添加酒精再继续使用。e.用毕后,用石棉网或硬质板盖灭火焰,也可以将调节器上移来熄灭火焰。若长期不用时,须将酒精壶内剩余
玻璃管加工和塞子钻孔.ppt
实验2玻璃管加工和塞子钻孔1.灯的使用酒精灯的温度一般可达400~500℃;酒精喷灯可达700~1000℃。(1)酒精灯①酒精灯的构造:它由灯壶、灯帽和灯芯构成(见图2—1)。酒精灯的正常火焰分为三层(见图2—2):内层为焰心,温度最低。中层为内焰(还原焰),由于酒精蒸气燃烧不完全,并分解为含碳的产物,所以这部分火焰具有还原性,称为“还原焰”,温度较高。外层为外焰(氧化焰),酒精蒸气完全燃烧,温度最高。进行实验时,一般都用外焰来加热。图2—1酒精灯的构造图2—2酒精灯的灯焰1—灯帽;2—灯芯;3—灯壶1—