
切削刀片及其制造方法.pdf

一只****呀淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
切削刀片及其制造方法.pdf
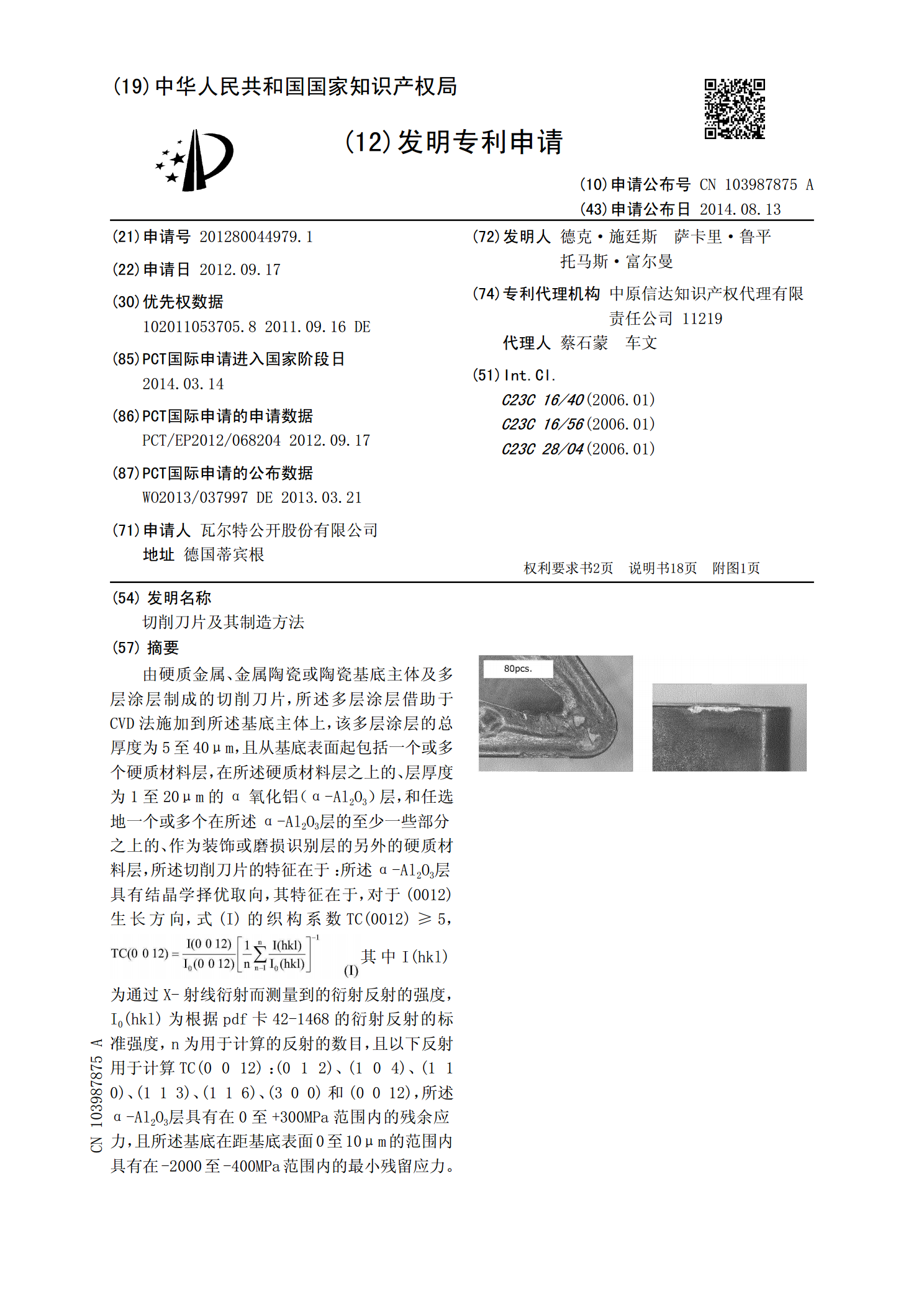
由硬质金属、金属陶瓷或陶瓷基底主体及多层涂层制成的切削刀片,所述多层涂层借助于CVD法施加到所述基底主体上,该多层涂层的总厚度为5至40μm,且从基底表面起包括一个或多个硬质材料层,在所述硬质材料层之上的、层厚度为1至20μm的α氧化铝(α-Al2O3)层,和任选地一个或多个在所述α-Al2O3层的至少一些部分之上的、作为装饰或磨损识别层的另外的硬质材料层,所述切削刀片的特征在于:所述α-Al2O3层具有结晶学择优取向,其特征在于,对于(0012)生长方向,式(I)的织构系数TC(0012)≥5,其中I(
切削刀片和制造切削刀片的方法.pdf
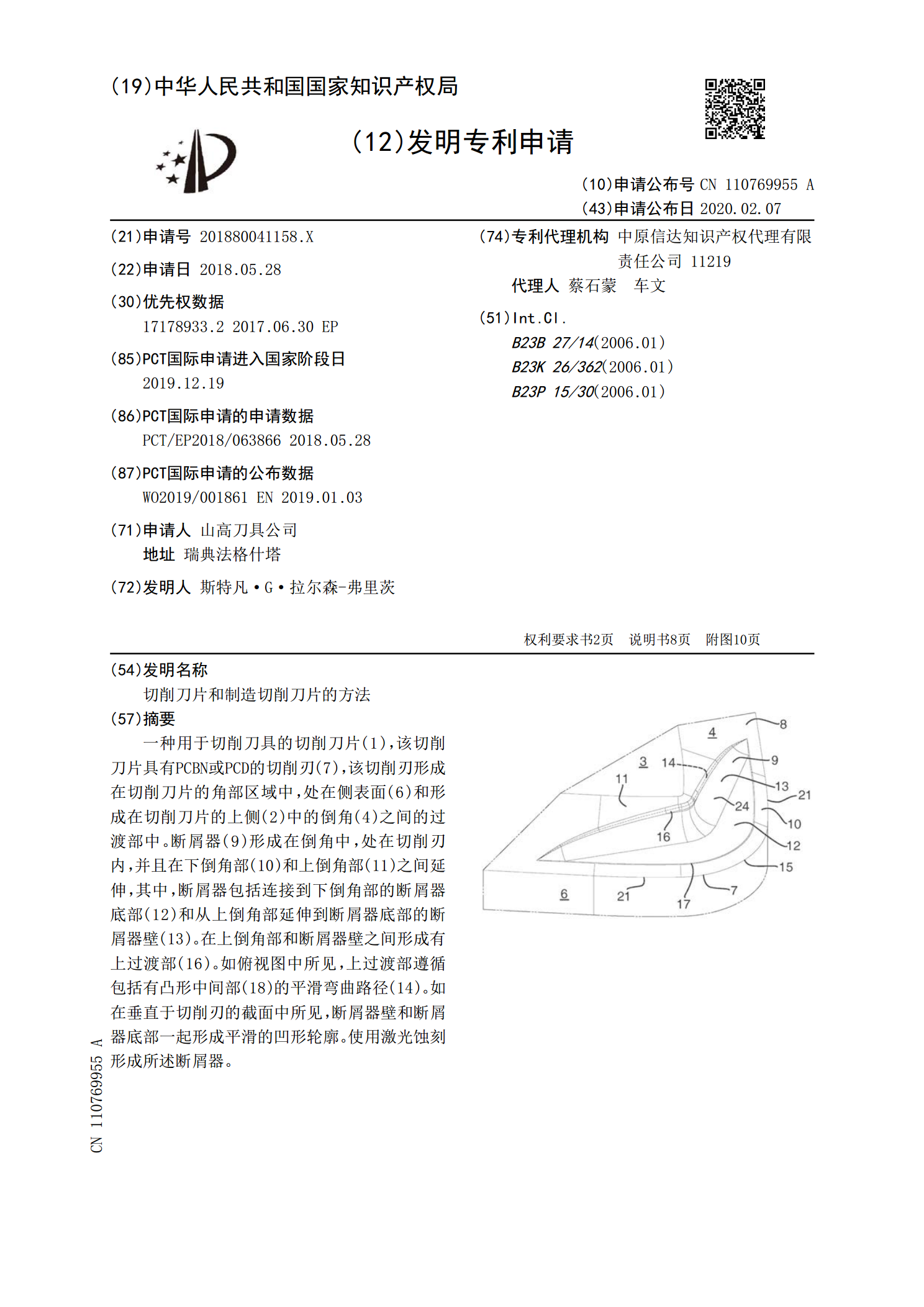
一种用于切削刀具的切削刀片(1),该切削刀片具有PCBN或PCD的切削刃(7),该切削刃形成在切削刀片的角部区域中,处在侧表面(6)和形成在切削刀片的上侧(2)中的倒角(4)之间的过渡部中。断屑器(9)形成在倒角中,处在切削刃内,并且在下倒角部(10)和上倒角部(11)之间延伸,其中,断屑器包括连接到下倒角部的断屑器底部(12)和从上倒角部延伸到断屑器底部的断屑器壁(13)。在上倒角部和断屑器壁之间形成有上过渡部(16)。如俯视图中所见,上过渡部遵循包括有凸形中间部(18)的平滑弯曲路径(14)。如在垂直

铣刀及其切削刀片.pdf
一种可转位切削刀片和具有相同的可转位切削刀片的铣刀。可转位切削刀片具有上表面、相对的下表面以及周侧表面。主切削刃形成在上周刃上,相邻的主前刀面在上表面上。至少两个主切削刃在沿主切削刃的等同的转位点处具有不同的刀片轴向前角,至少两个主前刀面在与主切削刃垂直并包含刀片轴线的平剖面处具有不同的前刀面轮廓角。铣刀包括具有多个相同的刀片接收凹穴的铣刀刀体,相等数量的相同的可转位切削刀片可移除地安放在所述多个刀片接收凹穴处,使得工作主切削刃和工作主前刀面具有不同的轴向和/或径向前角。

铣刀及其切削刀片.pdf
一种可转位切削刀片(20)和具有相同的可转位切削刀片(20)的铣刀(58;图5)。可转位切削刀片(20)具有上表面(22)、相对的下表面(24)以及周侧表面(26)。主切削刃(46,48)形成在上周刃(28)上,相邻的主前刀面(54,56)在上表面(22)上。至少两个主切削刃(46,48)在沿主切削刃(46,48)的等同的转位点(E,F)处具有不同的刀片轴向前角(A1,A2),至少两个主前刀面(54,56)在与主切削刃(46,48)垂直并包含刀片轴线(A,B)的平剖面(P4,P5)处具有不同的前刀面轮廓角

切削弯头及其制造方法.pdf
经如下工序形成弯头的孔,即包括:在原料上开设孔面残留有未加工部的粗孔的工序;使具有圆弧形切刃且外径比的精加工孔径小的侧铣刀(II),以相对于原料(12)向规定方向相对倾斜的姿态自转并公转,公转时使刀具沿精加工目标的孔面移动,而精加工粗孔(11-3)的一端侧的内径的工序;使侧铣刀自转并公转,而精加工粗孔(11-3)的另一端侧的内径的工序。