
一种复合坯组坯焊接时真空的实现方法.pdf

春兰****89

1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复合坯组坯焊接时真空的实现方法.pdf
一种复合坯组坯焊接时真空的实现方法,包括如下步骤:1)备板,取两块板坯,将板坯表面的氧化铁皮清理干净,并在板坯结合面的四周加工倒角形成坡口;2)前期封闭焊接,对两块板坯坡口进行焊接,焊接至少三层;3)抽取真空,用机械真空泵从焊缝预留的接入孔进入对两块板坯间抽取真空,将真空度抽取到10Pa以下,然后改用分子真空泵继续抽取真空度至0.01Pa以下;4)真空条件下两步焊接控制。本发明可以保证组坯后两块板坯中间的真空,且板坯结合面上所吸附的氧分子较低,进而提高复合轧制后结合界面的复合质量。

一种高碳当量特厚复合坯真空电子束组坯焊接工艺.pdf
本发明涉及一种高碳当量特厚复合坯真空电子束组坯焊接工艺,高碳当量特厚复合坯的碳当量≥0.5%,成品钢板厚度为150~450mm;复合坯真空电子束组坯焊接工艺包括:1)复合坯料选择;2)复合坯料加工;3)复合坯预热;4)表面二次清理;5)保温及均匀化;6)复合坯焊接:7)焊后入炉加热;本发明针对高碳当量特厚复合坯焊接过程中易出现焊接微裂纹的技术难题,结合炼钢厂现场生产工艺流程,提供了一种高碳当量特厚复合坯真空电子束组坯焊接工艺,能够有效避免焊接微裂纹的产生,实现了高碳当量特厚复合板的低成本稳定生产。
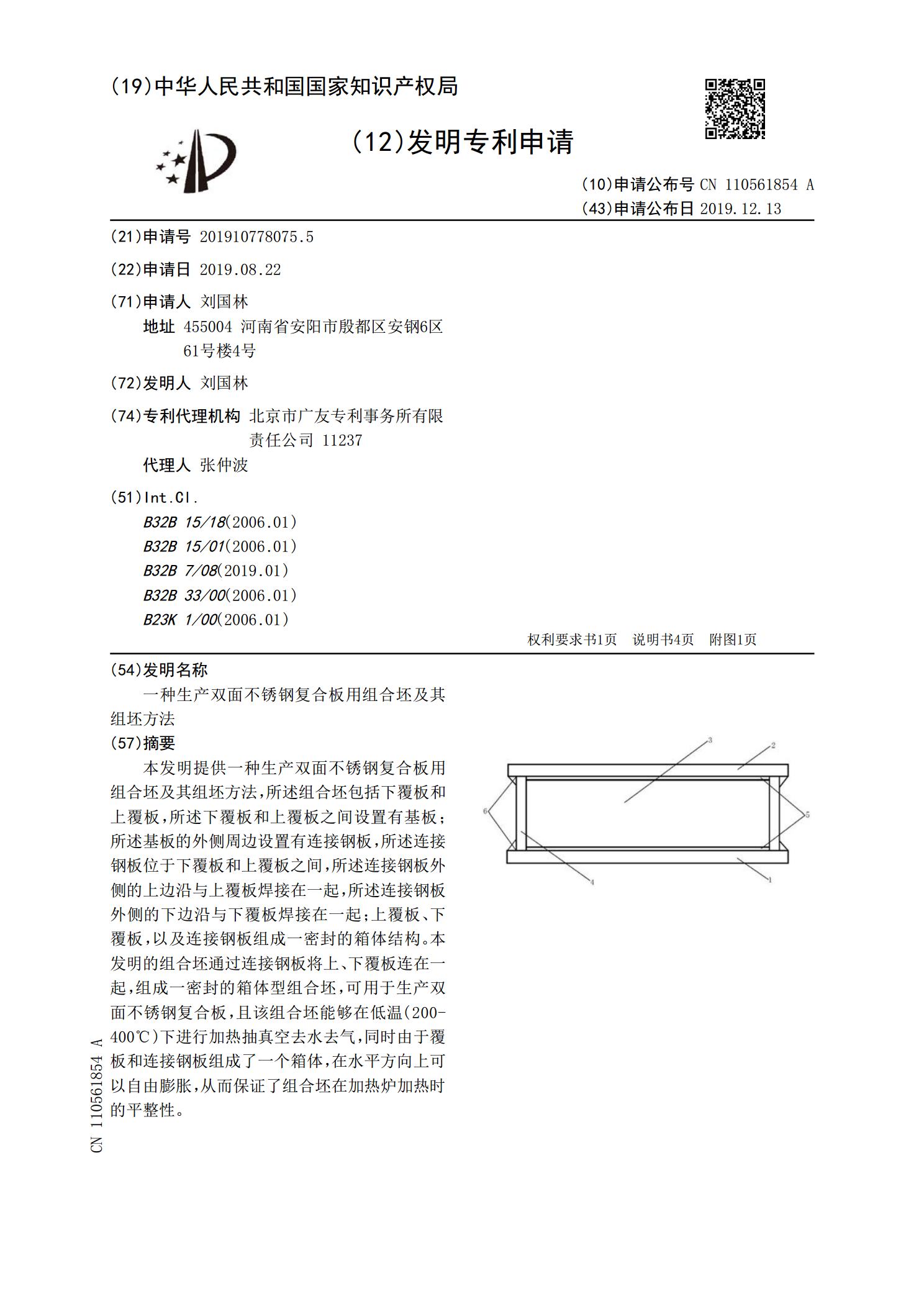
一种生产双面不锈钢复合板用组合坯及其组坯方法.pdf
本发明提供一种生产双面不锈钢复合板用组合坯及其组坯方法,所述组合坯包括下覆板和上覆板,所述下覆板和上覆板之间设置有基板;所述基板的外侧周边设置有连接钢板,所述连接钢板位于下覆板和上覆板之间,所述连接钢板外侧的上边沿与上覆板焊接在一起,所述连接钢板外侧的下边沿与下覆板焊接在一起;上覆板、下覆板,以及连接钢板组成一密封的箱体结构。本发明的组合坯通过连接钢板将上、下覆板连在一起,组成一密封的箱体型组合坯,可用于生产双面不锈钢复合板,且该组合坯能够在低温(200‑400℃)下进行加热抽真空去水去气,同时由于覆板和
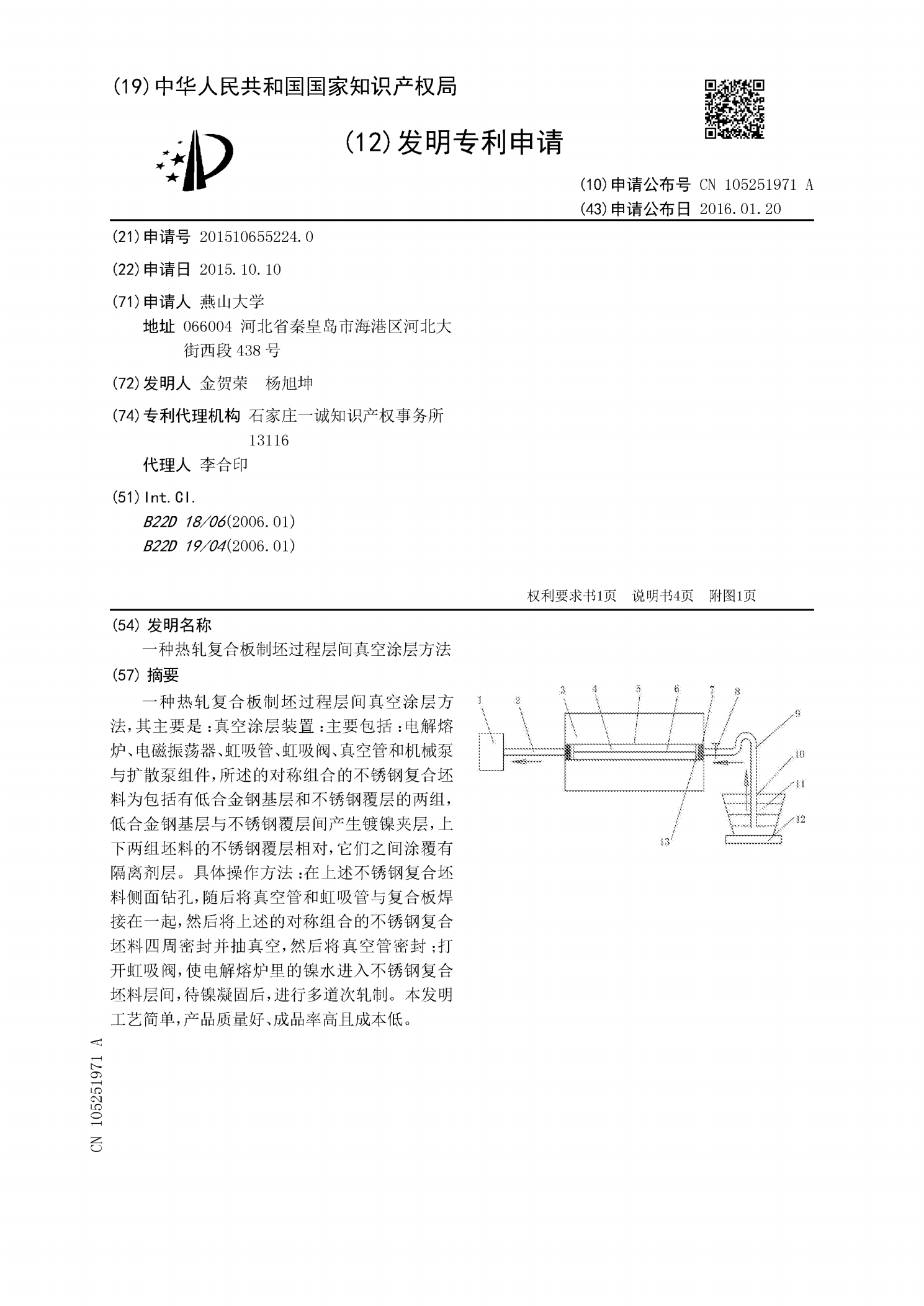
一种热轧复合板制坯过程层间真空涂层方法.pdf
一种热轧复合板制坯过程层间真空涂层方法,其主要是:真空涂层装置:主要包括:电解熔炉、电磁振荡器、虹吸管、虹吸阀、真空管和机械泵与扩散泵组件,所述的对称组合的不锈钢复合坯料为包括有低合金钢基层和不锈钢覆层的两组,低合金钢基层与不锈钢覆层间产生镀镍夹层,上下两组坯料的不锈钢覆层相对,它们之间涂覆有隔离剂层。具体操作方法:在上述不锈钢复合坯料侧面钻孔,随后将真空管和虹吸管与复合板焊接在一起,然后将上述的对称组合的不锈钢复合坯料四周密封并抽真空,然后将真空管密封;打开虹吸阀,使电解熔炉里的镍水进入不锈钢复合坯料层
一种复合板的低成本高效组坯生产方法.pdf
本发明公开了一种复合板的低成本高效组坯生产方法,包括基层钢板和复层钢板铣磨、叠放、预热、组坯焊接、充惰性气体、封口焊接、加热、轧制,具体为:分别对复层钢板和基层钢板的一个表面进行铣磨处理,将铣磨面相对叠放在一起的后经预热到150~200℃,再将接触面的四周进行焊接,焊接封口处留有φ5‑30mm孔洞,通过孔洞向内充氩气等惰性气体,最后再用铝条将孔洞封堵,当加热660℃以上时铝条融化,内部高压气体通过孔洞排除,可以防止钢板鼓包变形和轧制过程中发生爆裂。本发明无需在真空室中焊接,也无需在焊后抽真空,极大的增加了