
铝漆包线的锡焊方法.pdf

山柳****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝漆包线的锡焊方法.pdf
本发明公开了一种铝漆包线的锡焊方法。该锡焊包括以下步骤:S1、采用脱漆粉对铝漆包线的接线头进行表面脱漆处理,焊接,得到焊点;S2、对焊点进行表面清洗;以及S3、对清洗后的焊点进行表面绝缘处理。通过对铝漆包线脱漆处理后锡焊得到的焊点的表面进行清洗,及时地将脱漆步骤中残留在焊点上的脱漆粉清洗掉,解决了现有技术中的焊点因被残留的脱漆粉氧化所导致的在使用过程中焊点被烧的问题,提高了产品质量。

Ⅴ-锡焊方法.ppt
1.手工焊锡(IronSoldering1)1.手工焊锡(IronSoldering2)2.Overflow焊锡(Soldering)2.Overflow焊锡(Soldering)3.Reflow焊锡(Soldering)3.Reflow焊锡Soldering)

一种铝漆包线焊锡方法.pdf
本发明属于铝漆包线应用技术领域,具体公开了一种铝漆包线焊锡方法,步骤1)将漆包线原材料进行一次清洗处理。步骤2)将步骤1中的清洗后漆包线原材料进行干燥处理。步骤3)首先将锡条利用锡炉烧溶,再将步骤2中的经过干燥处理的漆包线原材料通过锡炉中的锡条溶液进行焊锡操作。步骤4)首先对步骤3的焊锡成品进行检测,检测焊锡面有无漏焊、虚焊、假焊、多锡或锡孔。本发明的一种铝漆包线焊锡方法的有益效果在于:其焊锡流程操作合理、焊锡效率高、质量稳定,解决了焊锡面虚焊、假焊、连接不牢靠或漏焊等现象,有效的保证了装配本铝漆包线焊锡

铝芯漆包线的生产方法及其设备.pdf
铝芯漆包线的生产方法及其设备:导线的放线、退火、涂漆、烘焙、冷却与收线,特征是增加有新型铝线清洗步骤;使铝线连续地通过铝线清洗部件,同时热水从相反方向通过该铝线清洗部件,对铝线表面进行清洗。本生产方法的设备,设有导线的放线机构、退火炉、涂漆机构、烘焙炉、冷却机构与收线机构,特征是在放线机构与退火炉之间设有铝线清洗部件。本发明能够弥补现有技术中缺少的对铝线表面的清洗与处理工艺,在涂漆以前,能够对铝线表面进行连续的清洗与处理,彻底去除铝线表面的油污,以确保涂漆的质量。即,本发明能够解决采用铝线生产漆包线时遇到
极细铜锡合金漆包线及其制备方法.pdf
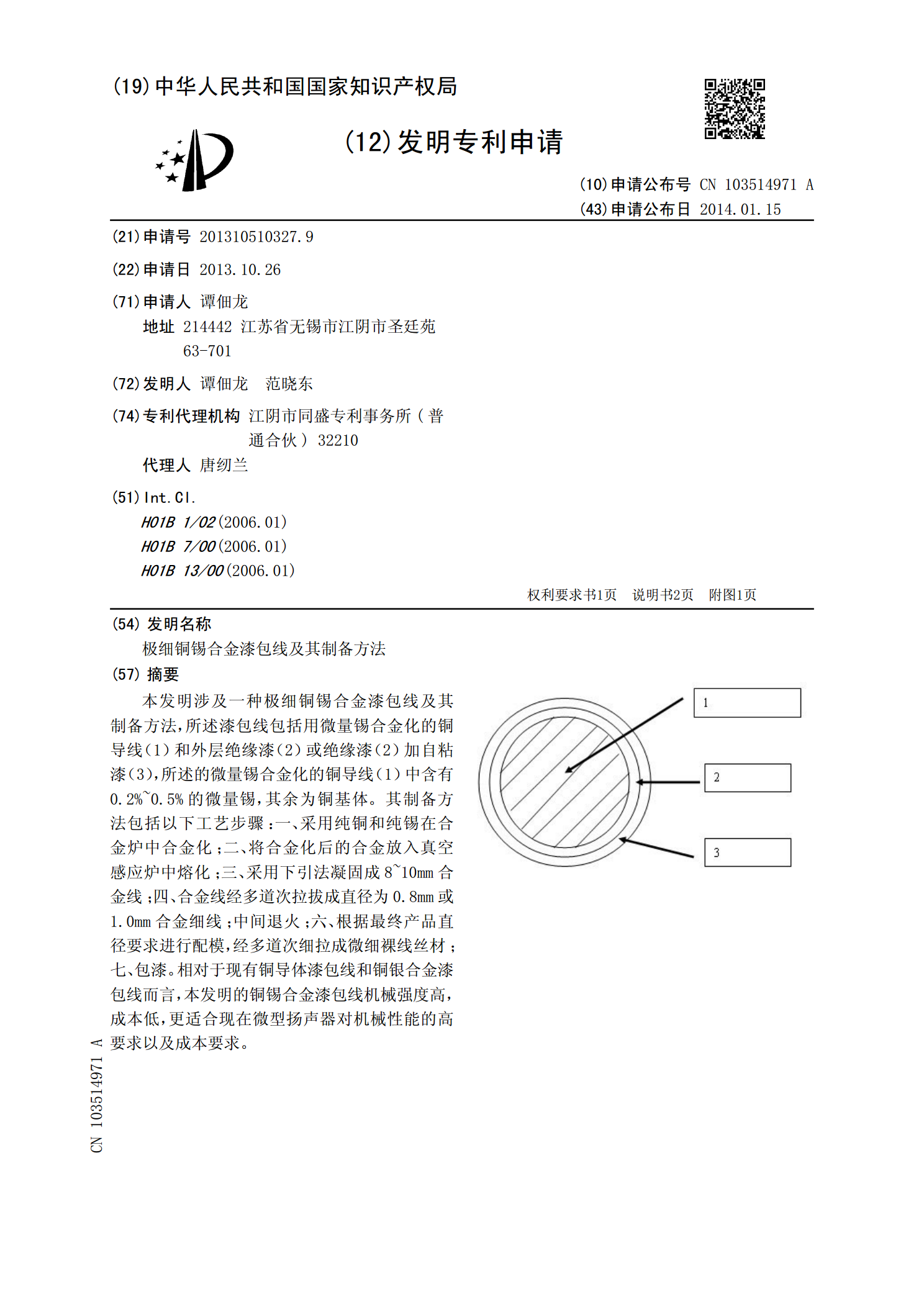
本发明涉及一种极细铜锡合金漆包线及其制备方法,所述漆包线包括用微量锡合金化的铜导线(1)和外层绝缘漆(2)或绝缘漆(2)加自粘漆(3),所述的微量锡合金化的铜导线(1)中含有0.2%~0.5%的微量锡,其余为铜基体。其制备方法包括以下工艺步骤:一、采用纯铜和纯锡在合金炉中合金化;二、将合金化后的合金放入真空感应炉中熔化;三、采用下引法凝固成8~10mm合金线;四、合金线经多道次拉拔成直径为0.8mm或1.0mm合金细线;中间退火;六、根据最终产品直径要求进行配模,经多道次细拉成微细裸线丝材;七、包漆。相对