
极细铜锡合金漆包线及其制备方法.pdf

书錦****by

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
极细铜锡合金漆包线及其制备方法.pdf
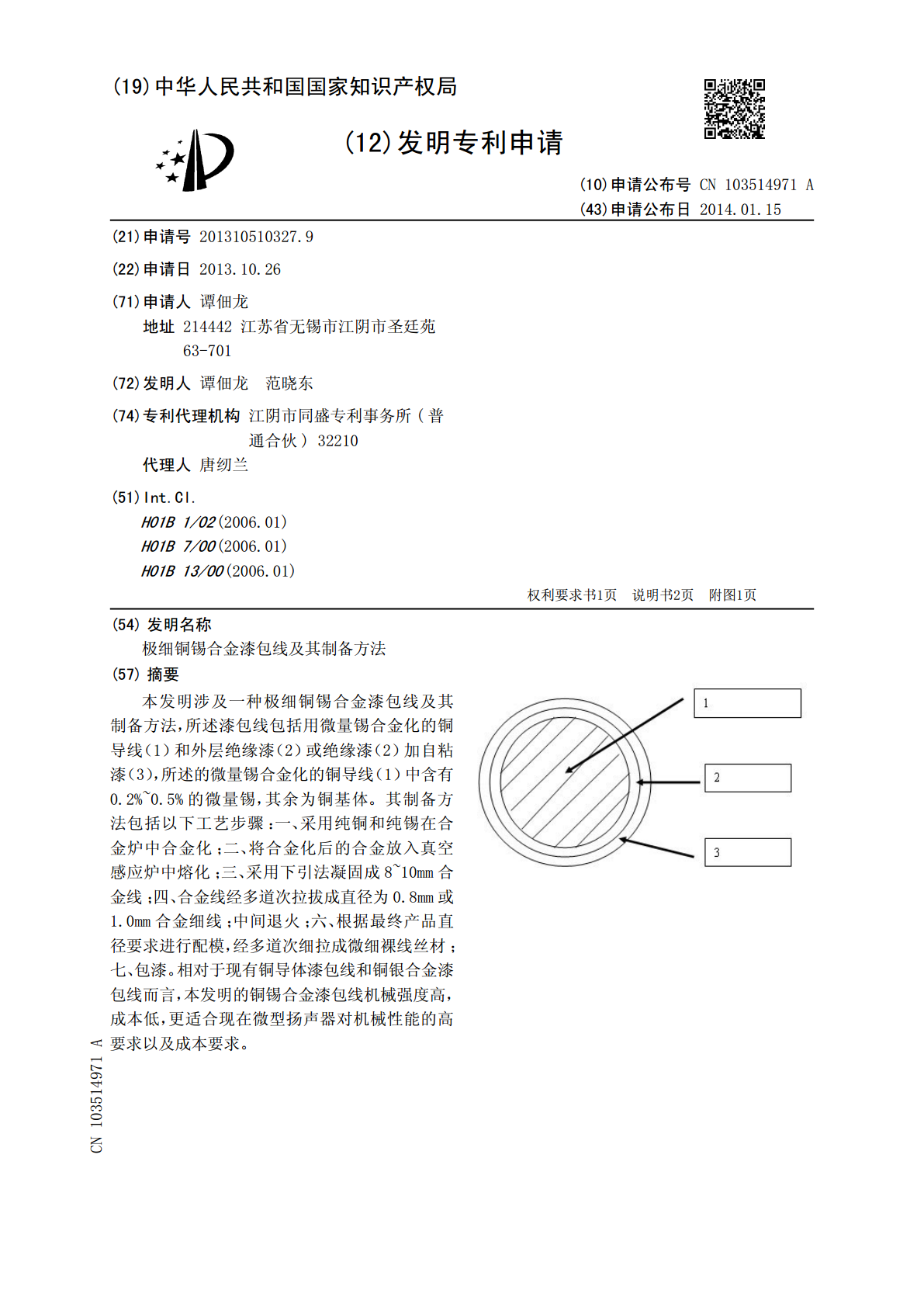
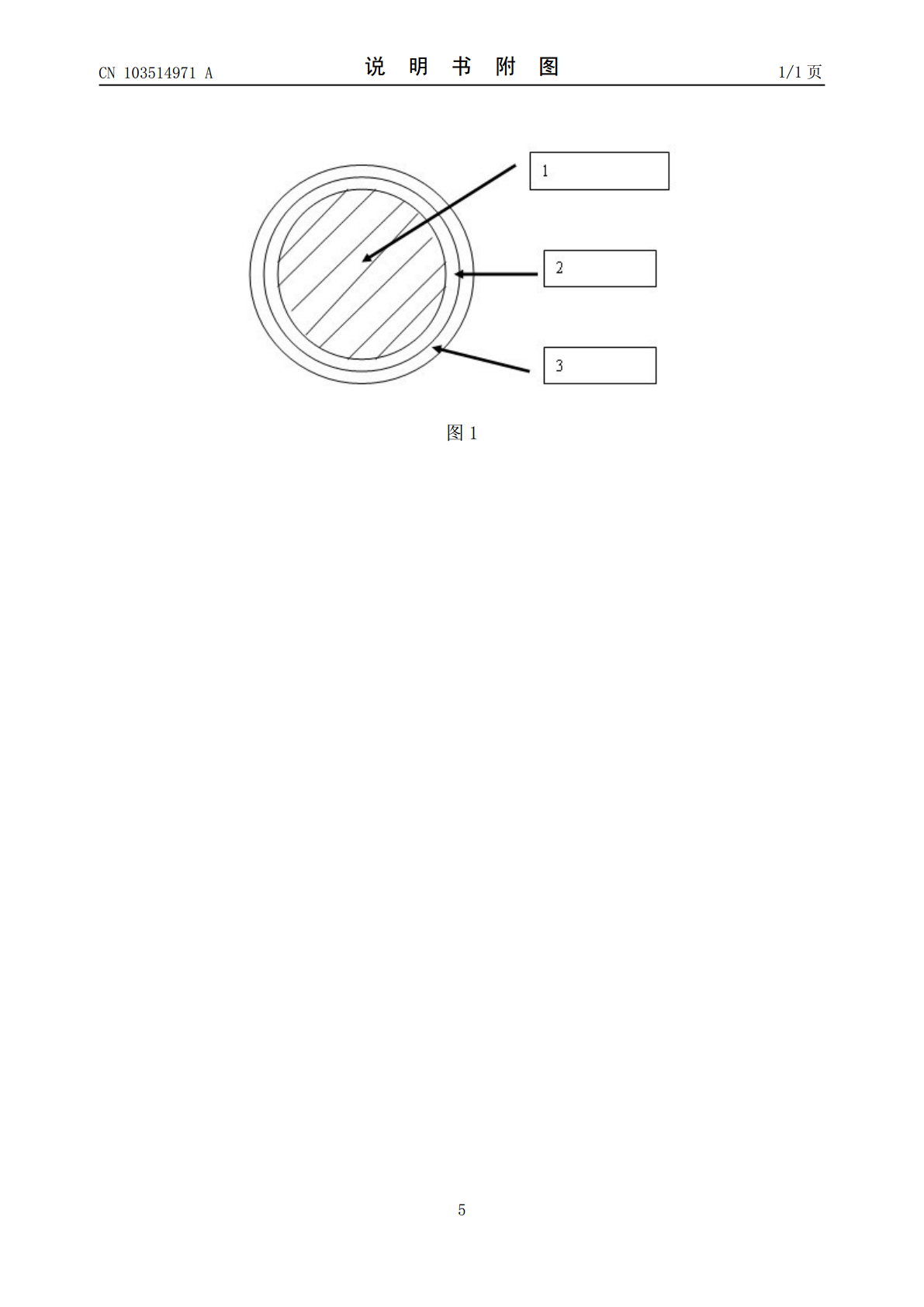
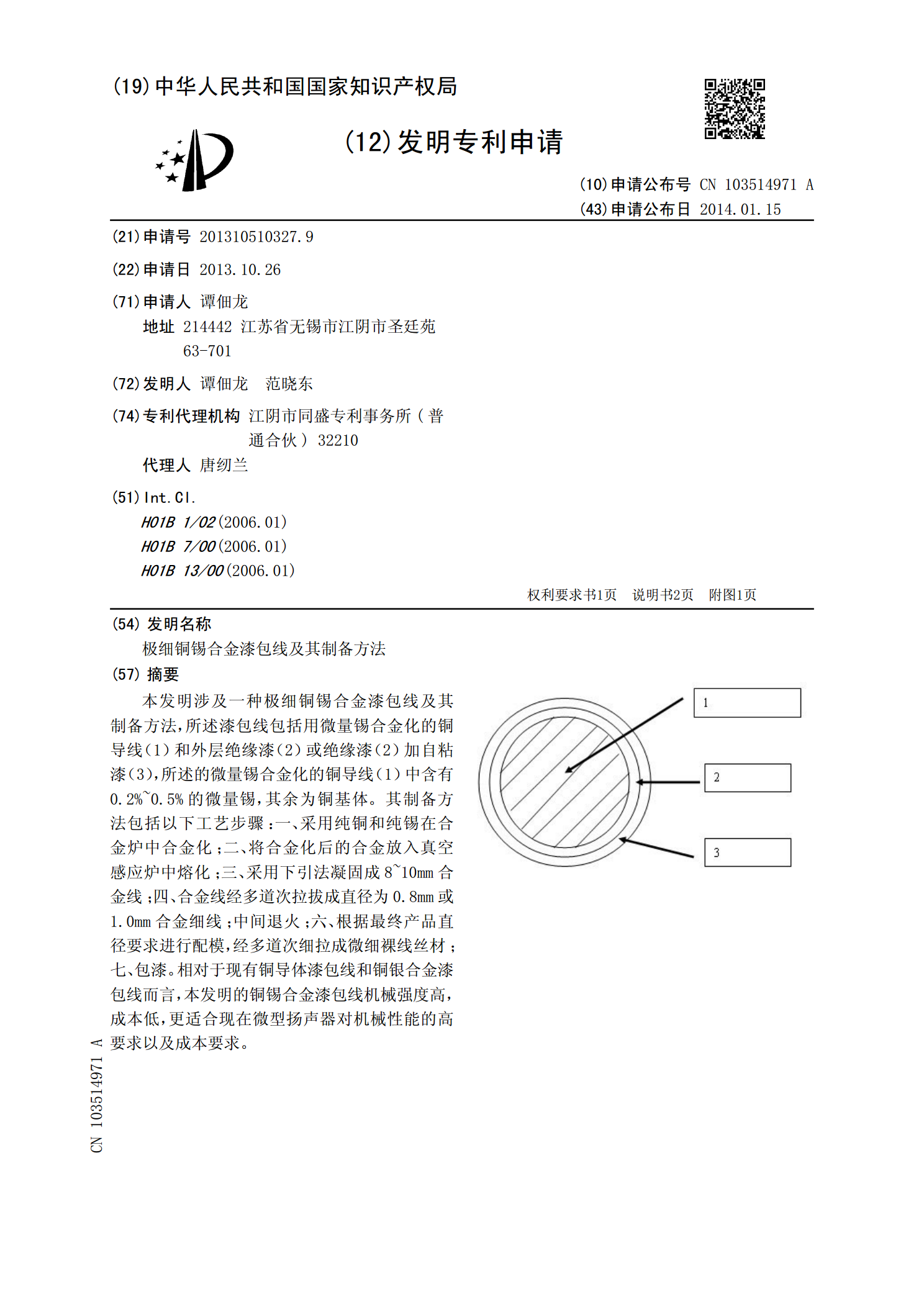
本发明涉及一种极细铜锡合金漆包线及其制备方法,所述漆包线包括用微量锡合金化的铜导线(1)和外层绝缘漆(2)或绝缘漆(2)加自粘漆(3),所述的微量锡合金化的铜导线(1)中含有0.2%~0.5%的微量锡,其余为铜基体。其制备方法包括以下工艺步骤:一、采用纯铜和纯锡在合金炉中合金化;二、将合金化后的合金放入真空感应炉中熔化;三、采用下引法凝固成8~10mm合金线;四、合金线经多道次拉拔成直径为0.8mm或1.0mm合金细线;中间退火;六、根据最终产品直径要求进行配模,经多道次细拉成微细裸线丝材;七、包漆。相对
极细镀银锡铟合金导体及其制备方法.pdf
本发明提供了一种极细镀银锡铟合金导体及其制备方法,属于导电材料技术领域,解决了现有技术所存在铜合金材料在制作铜导线时拉伸强度低、导电性能差,到镀锡铜线只能提高焊接性能而不能提高导电和耐磨性能的技术问题。它包括在99.9%以上的低氧铜或无氧铜中添加质量百分比为0.8%-1%的锡和0.15%-0.25%的铟,然后在熔炉中进行熔炼;通过连续定向凝固法得到表面呈镜状的铸坯,拉伸至直径为线状合金导体;镀金处理;镀后处理步骤,得到极细镀银锡铟合金导体。本发明制备的合金材料强度高、导电率高,强度在850-890MPa、

银铜锡合金、银铜锡合金丝状钎料及其制备方法.pdf
一种银铜锡合金、由该银铜锡合金制得的银铜锡合金丝状钎料及其制备方法,其中,合金由以下含量的成分组成:铜,25-35wt%;锡,5-18wt%;银,余量。该银铜锡合金丝状钎料焊接性能优良,是一种重要的电真空器件用中温钎料,有效地防止了因钎焊温度过高而导致电子器件失效。其制备方法如下:选择高纯银、无氧铜和高纯锡按上述配比范围计算所需量,备料;配好的炉料放入双真空连铸机的坩埚中,待炉料全部熔融后精炼,调温至730-760℃,静置片刻后开始拉铸,速度1.5mm/s,每拉铸1秒间歇2秒;将铸锭经过多道次的旋锻和在线

一种铜镍锡合金及其制备方法.pdf
本发明公开了一种铜镍锡合金,按质量百分比计,包括以下化学成分:Ni7?16%,Sn5?9%,Mn0.05?0.3%、添加元素组合物A和余量的Cu,其中添加元素组合物A包括P、Co、Fe、Si、Mg、Zn、Al、Ti、Nb一种或多种,添加元素组合物A还包括稀土元素;其中,所述稀土元素包括稀土La或稀土Ce,所述稀土元素含量小于或等于原料总量的0.3%。本发明添加微量元素对合金进行强化的同时,加入稀土元素进一步细化晶粒,降低了产品宏观偏析,进一步放大了产品尺寸。
一种耐磨铜镍锡合金及其制备方法.pdf
本发明公开了一种耐磨铜镍锡合金,所述铜镍锡合金的组分及其质量百分比含量为:Ni15%,Sn8%,P0.1%‑0.3%,Al0.4%‑1.2%或Si0.3%‑0.5%,Ti或Zr0.3%,其余为Cu和不可避免的杂质。其制备方法是:首先配料,随后采用非真空熔炼炉熔炼,采用水冷铜模铸造,并配合超声辅助铸造的方法细化铸锭晶粒,得到晶粒尺寸50‑100um的超细晶铸锭。然后进行均匀化热处理和热挤压工艺,充分固溶,最后冷拉拔后时效处理。本发明的耐磨铜镍锡合金具有优良的耐磨性能,与普通的三元Cu‑15Ni‑