
一种液压机缸体锻造工艺.pdf

又珊****ck


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种液压机缸体锻造工艺.pdf
本发明公开了一种液压机缸体锻造工艺,该工艺包括如下步骤:(1)立料镦粗,用冲头冲中心孔;(2)用芯棒穿入中心孔压六方、滚圆,分料至设计尺寸;(3)将右端拔长、滚圆、分料,用宽砧压出中间凹档,留端头;(4)将缸体一端放入摔子中,取出芯棒,收外圆至设计尺寸;(5)摔子中取出缸体,立料镦平小端,再放入摔子中,收小端外圆至设计尺寸;(6)平整、整形,红测尺寸合格后交热处理。本发明具有如下工艺简便的优点,采用它能够通过锻造的手段直接得到合格的产品,防止了车削加工对产品组织纤维的破坏,提高了使用寿命,同时,还减小了加

用专用芯棒锻造缸体的新工艺.docx
用专用芯棒锻造缸体的新工艺随着人类工业技术的不断进步,各种机械设备的生产应用得到了广泛的应用和发展,其中发动机就是功不可没的一项创举。无论是工业生产还是个人生活,发动机的应用日益普遍,而发动机的核心零部件——汽车缸体的制造工艺越来越成为关键之一。传统的制造方法主要是采用铸造,这种方法可以生产大量的汽车缸体,但是容易出现气孔、缺陷、层析等问题,使得发动机的可靠性和寿命受到影响。因此,针对这一制造缺陷,专用芯棒锻造发动机缸体的新工艺逐渐被研究并应用。专用芯棒是一种为汽车缸体制造而制造的芯棒,其直径与汽车缸体一

一种快速锻造液压机.pdf
本发明提供了一种快速锻造液压机,包括机体,所述机体由液压部和受力部组成,且液压部和受力部呈上下对立,所述受力部内表面开设有活动槽,且活动槽的内部活动连接有压板机构,所述压板机构是由主板、第一副板和第二副板组成。本发明,能够在液压机液压的过程中减少废渣的飞溅,防止误伤,提高工作的安全性,其次,方便将球体状的锻造物的夹取,从而方便液压机向下准确的液压,减少锻造物的偏移,提高工作效率,再者,通过调节受力部板块的位置和倾斜角度,从而方便对其外表面的残留的废渣进行清洁,同时方便废渣倾倒和收集,操作方便,保持台面的整
一种快速锻造液压机.pdf
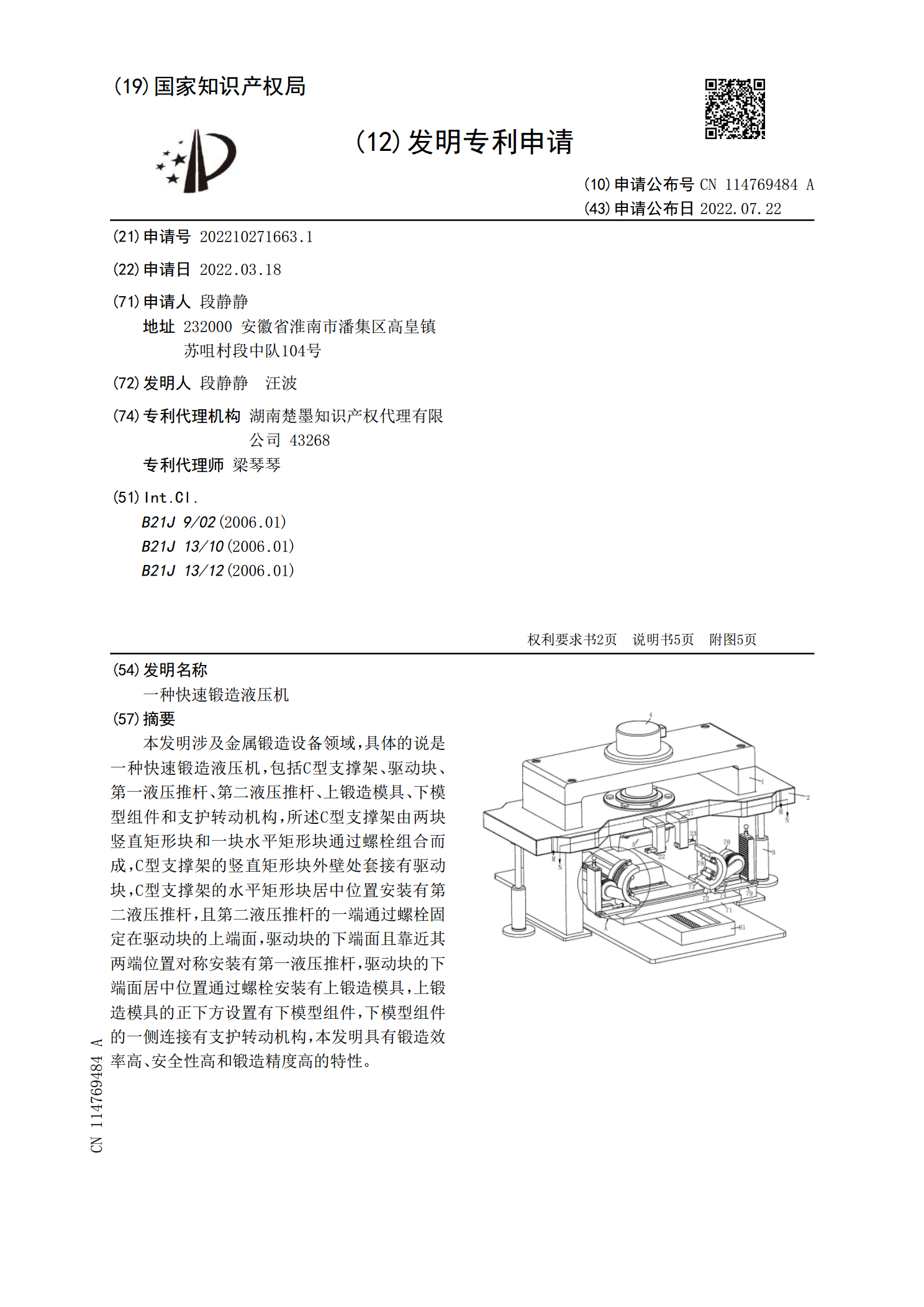
本发明涉及金属锻造设备领域,具体的说是一种快速锻造液压机,包括C型支撑架、驱动块、第一液压推杆、第二液压推杆、上锻造模具、下模型组件和支护转动机构,所述C型支撑架由两块竖直矩形块和一块水平矩形块通过螺栓组合而成,C型支撑架的竖直矩形块外壁处套接有驱动块,C型支撑架的水平矩形块居中位置安装有第二液压推杆,且第二液压推杆的一端通过螺栓固定在驱动块的上端面,驱动块的下端面且靠近其两端位置对称安装有第一液压推杆,驱动块的下端面居中位置通过螺栓安装有上锻造模具,上锻造模具的正下方设置有下模型组件,下模型组件的一侧连

基于ANSYS的锻造液压机工作缸缸体可靠性分析.docx
基于ANSYS的锻造液压机工作缸缸体可靠性分析基于ANSYS的锻造液压机工作缸缸体可靠性分析摘要:本论文主要基于ANSYS软件对锻造液压机工作缸缸体进行可靠性分析,通过建立三维有限元模型,分析缸体在工作过程中的应力分布和变形情况,以评估缸体的结构强度和稳定性。同时,根据缸体的材料特性和工作环境条件,对缸体的寿命进行预测和评估。最后,提出一些优化措施,改善缸体的可靠性和耐久性。关键词:ANSYS,锻造液压机工作缸,缸体,可靠性分析1.引言锻造液压机是一种常见的金属加工设备,广泛应用于金属材料的成形加工中。工