
双轴拉伸吹塑成型容器.pdf

邻家****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

双轴拉伸吹塑成型容器.pdf
本发明将在利用使用了多层喷嘴注射成型的层叠预成型件形成的双轴拉伸吹塑成型容器中,创造出比得上直接吹塑成型的分层瓶的分层功能作为技术问题,用于解决该问题的本发明的主要的手段为:在双轴拉伸吹塑成型容器中,设为如下结构:具有形成外壳体的外层和可剥离地层叠在该外层的内侧而形成内容体的内层,内层形成为薄壁从而内容体可进行由内部的减压而导致的萎缩状的减容变形,外层和内层具有在从口筒部的预定高度位置到残留形成在底部的底面壁的中央部的浇口痕的下端面的高度范围内层叠的层叠构造,以在浇口痕的下端面向外部露出的外层与内层的层叠

双轴拉伸吹塑成型容器.pdf
本发明涉及双轴拉伸吹塑成型容器。在利用使用了多层喷嘴注射成型的层叠预成型件形成的双轴拉伸吹塑成型容器中,创造出比得上直接吹塑成型的分层瓶的分层功能。在双轴拉伸吹塑成型容器中,设为如下结构:具有形成外壳体的外层和可剥离地层叠在该外层的内侧而形成内容体的内层,内层形成为薄壁从而内容体可进行由内部的减压而导致的萎缩状的减容变形,外层和内层具有在从口筒部的预定高度位置到残留形成在底部的底面壁的中央部的浇口痕的下端面的高度范围内层叠的层叠构造,以在浇口痕的下端面向外部露出的外层与内层的层叠界面作为起点,将外层和内层

吹塑成型模具、拉伸吹塑机和容器的成型方法.pdf
本发明涉及一种吹塑成型模具(100),具有成型体(101),所述成型体(101)具有作为模腔的腔体(102),其中所述腔体(102)具有底部区域(1)、中间区域(2)和顶部区域(3)。在吹塑成型模具(100)闭合的情况下,所述中间区域(2)能够相对于所述顶部区域(1)和/或所述底部区域(3)移动。
用于对具有手柄支架的塑料容器进行拉伸吹塑成型的吹塑模具和用于该吹塑模具的盒.pdf
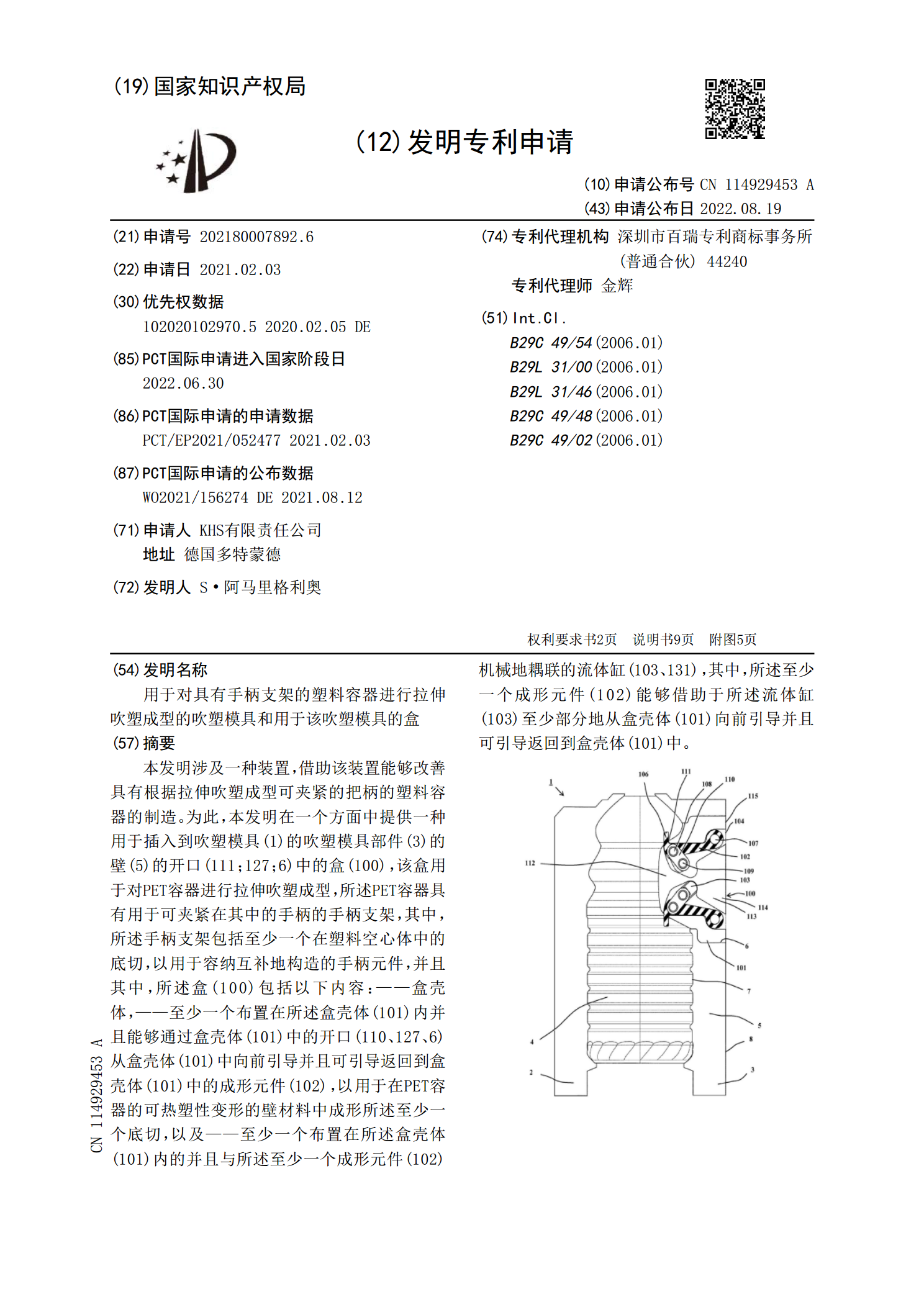
本发明涉及一种装置,借助该装置能够改善具有根据拉伸吹塑成型可夹紧的把柄的塑料容器的制造。为此,本发明在一个方面中提供一种用于插入到吹塑模具(1)的吹塑模具部件(3)的壁(5)的开口(111;127;6)中的盒(100),该盒用于对PET容器进行拉伸吹塑成型,所述PET容器具有用于可夹紧在其中的手柄的手柄支架,其中,所述手柄支架包括至少一个在塑料空心体中的底切,以用于容纳互补地构造的手柄元件,并且其中,所述盒(100)包括以下内容:——盒壳体,——至少一个布置在所述盒壳体(101)内并且能够通过盒壳体(10

深拉伸吹塑成型技术.docx
深拉伸吹塑成型技术深拉伸吹塑成型技术是利用热塑性塑料的热变形性能,通过在模具内加热和加压,使得塑料在模具内部过程中发生变形,从而获得所需的产品形状和尺寸精度的一种塑料加工方法。它是常见的塑料加工方法之一,具有成本低、生产效率高、可生产多种形状和尺寸的特点,适用于生产各种塑制品,如注塑、吹塑等。深拉伸吹塑成型技术分为两个步骤,即深拉伸和吹塑。在深拉伸过程中,挤出机将塑料熔体挤出,通过夹具将塑料固定在预形状模具上,然后在模具腔内加热软化塑料。接下来,使用气动或液压设备,将气体或液体注入塑料管内,使其成为气或液