
一种轴套类组件的装配工装.pdf

是你****晨呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴套类组件的装配工装.pdf
本发明公开了一种轴套类组件的装配工装,包括木垫板、木支架、轴压板和盖板,木支架是由木板钉制而成的中空的矩形框架结构,木垫板居中放置在木支架底部,轴零件竖直搁置在木垫板上,套零件套在轴零件上,且套零件的外周通过木支架的顶部支承,轴压板通过螺杆固定在轴零件的顶部,盖板底部的中心掏空,罩在轴压板的上方并与轴压板之间留有间隙,盖板的底部边缘抵在套零件的上端面,拉力螺杆竖直穿过盖板的中心与轴压板拉紧在一起;螺杆共四颗,均布在拉力螺杆的外周。结构简单、设计巧妙、专用于轴套类组件的装配,质量可靠:采用木垫板和木支架的结
一种叶轮罩组件装配工装.pdf
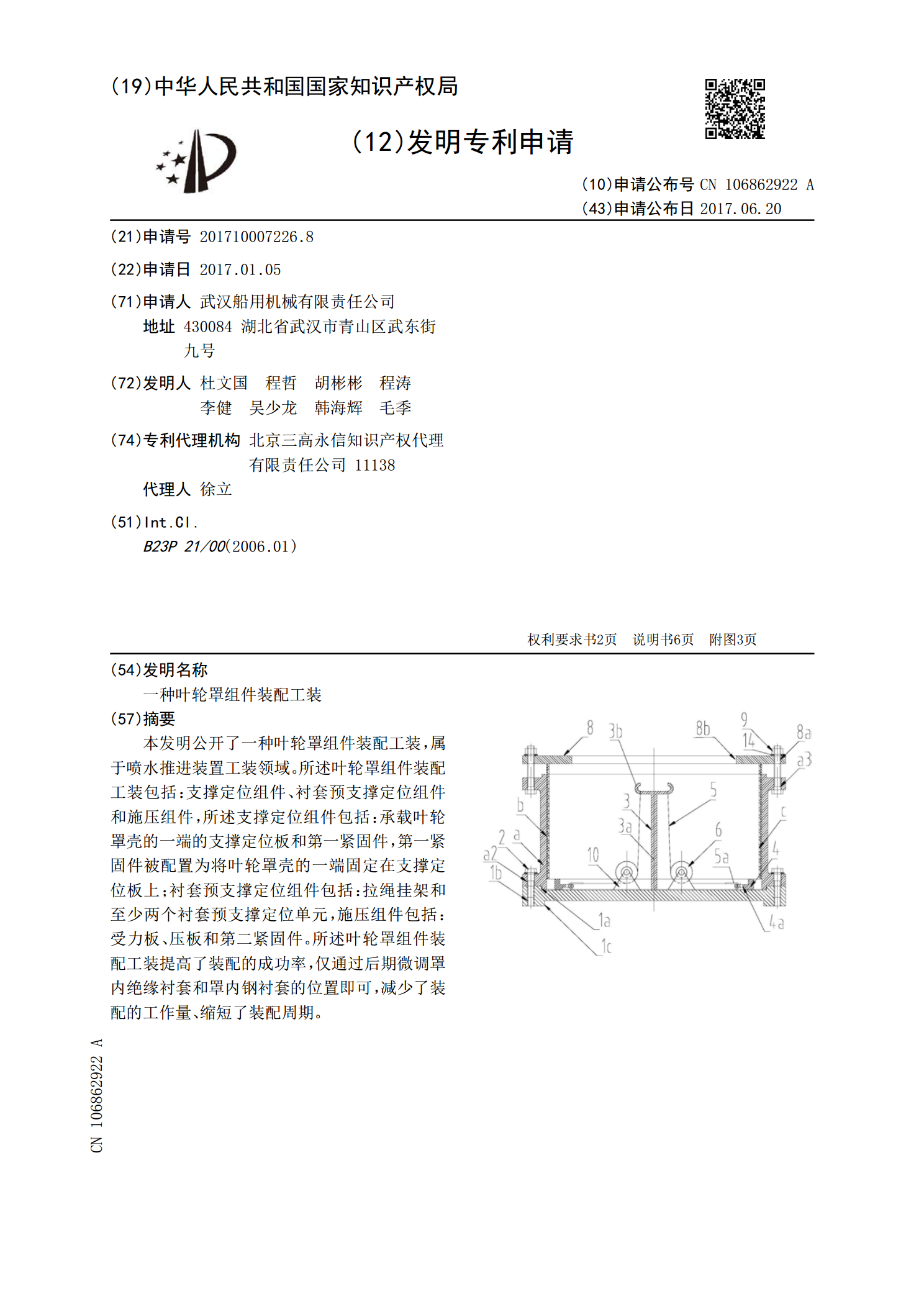
本发明公开了一种叶轮罩组件装配工装,属于喷水推进装置工装领域。所述叶轮罩组件装配工装包括:支撑定位组件、衬套预支撑定位组件和施压组件,所述支撑定位组件包括:承载叶轮罩壳的一端的支撑定位板和第一紧固件,第一紧固件被配置为将叶轮罩壳的一端固定在支撑定位板上;衬套预支撑定位组件包括:拉绳挂架和至少两个衬套预支撑定位单元,施压组件包括:受力板、压板和第二紧固件。所述叶轮罩组件装配工装提高了装配的成功率,仅通过后期微调罩内绝缘衬套和罩内钢衬套的位置即可,减少了装配的工作量、缩短了装配周期。
一种可360度调节的轴套装配工装及装配方法.pdf
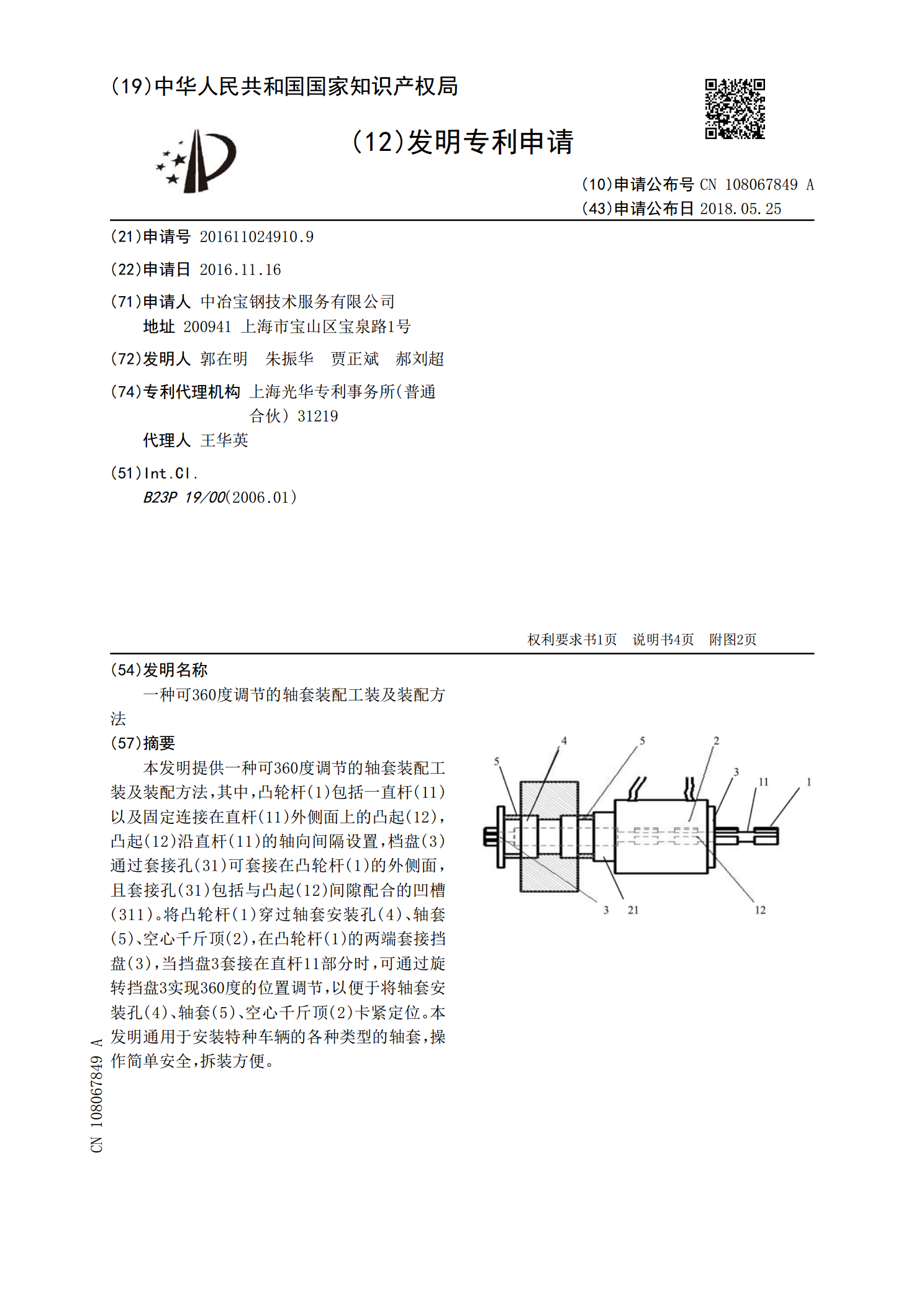
本发明提供一种可360度调节的轴套装配工装及装配方法,其中,凸轮杆(1)包括一直杆(11)以及固定连接在直杆(11)外侧面上的凸起(12),凸起(12)沿直杆(11)的轴向间隔设置,档盘(3)通过套接孔(31)可套接在凸轮杆(1)的外侧面,且套接孔(31)包括与凸起(12)间隙配合的凹槽(311)。将凸轮杆(1)穿过轴套安装孔(4)、轴套(5)、空心千斤顶(2),在凸轮杆(1)的两端套接挡盘(3),当挡盘3套接在直杆11部分时,可通过旋转挡盘3实现360度的位置调节,以便于将轴套安装孔(4)、轴套(5)、
一种辅助工装、高压组件和装配方法.pdf
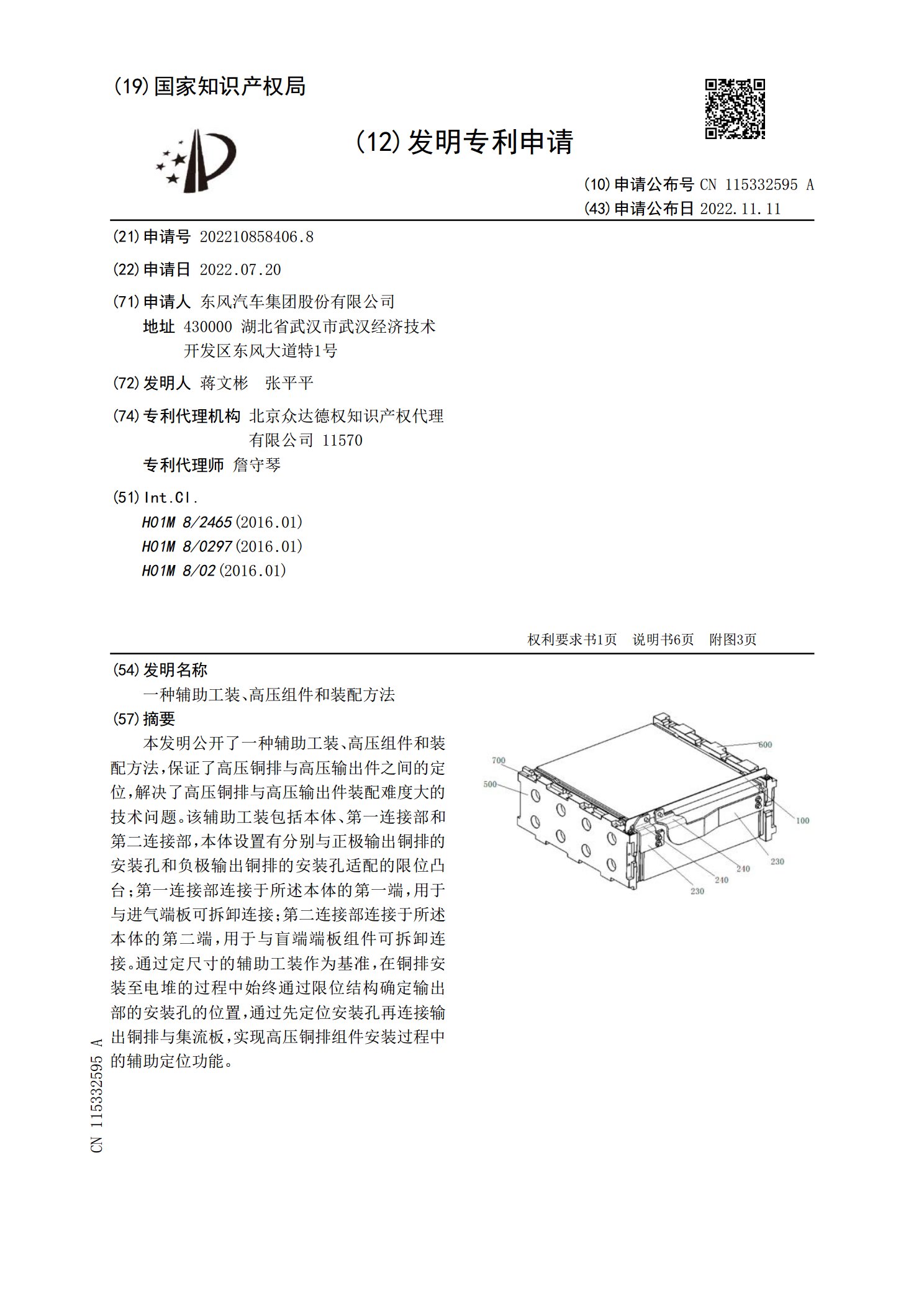
本发明公开了一种辅助工装、高压组件和装配方法,保证了高压铜排与高压输出件之间的定位,解决了高压铜排与高压输出件装配难度大的技术问题。该辅助工装包括本体、第一连接部和第二连接部,本体设置有分别与正极输出铜排的安装孔和负极输出铜排的安装孔适配的限位凸台;第一连接部连接于所述本体的第一端,用于与进气端板可拆卸连接;第二连接部连接于所述本体的第二端,用于与盲端端板组件可拆卸连接。通过定尺寸的辅助工装作为基准,在铜排安装至电堆的过程中始终通过限位结构确定输出部的安装孔的位置,通过先定位安装孔再连接输出铜排与集流板,

小型轴套类组件自动装配机的产品平台的参数化设计方法.pdf
本发明实施例公开了一种小型轴套类组件自动装配机的产品平台的参数化设计方法,所述产品平台包括机架、预紧机构及传动机构,所述机架包括底座与主侧板,所述预紧机构安装于所述机架上,包括螺杆、弹簧及滑块,所述传动机构安装于所述机架上,包括电机、主传动链轮、从传动链轮及传动链条,各传动轮轴及电机轴的轴线均为水平布置,所述主传动链轮安装于所述电机轴上,所述的产品平台至少设置有两个以上工位,所述的参数化设计方法以工位数量为主参数。采用本发明,只需要输入主参数,就可以产生所需的零部件三维模型图、三维装配图及工程图,极大地提