
一种打孔无纺布及其生产方法.pdf

白凡****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种打孔无纺布及其生产方法.pdf
一种打孔无纺布及其生产方法,由二层开孔无纺布的立体漏斗形开孔套孔重叠复合而成;所述第一层开孔无纺布具凸起部分与凹入部分,所述的凸起部分具有内部空间;所述第二层开孔无纺布的上侧与第一层开孔无纺布的凹入部分的下侧进行粘结;所述套孔重叠的立体漏斗形开孔贯穿第一层开孔无纺布和第二层开孔无纺布。第一层开孔无纺布凸起部分的内部连续空间与第二层开孔无纺布之间形成有气流通道,为无纺布的渗透提供一个渗透通道,进而加快液体,排泄物软便渗透和减少残留,提供气流的内外循环,减少湿闷感。在加工中采用针尖的穿刺工序将第一层开孔无纺布
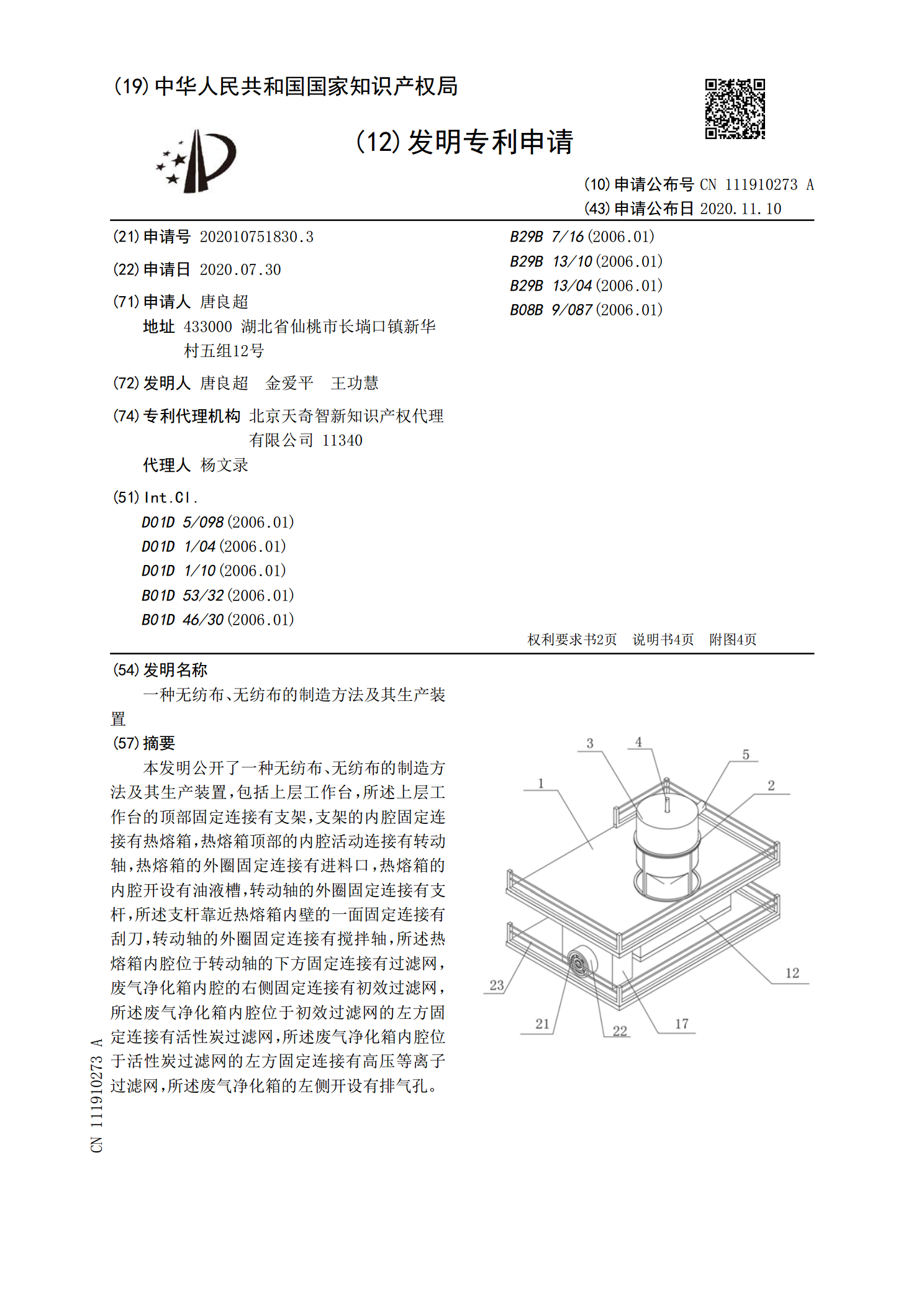
一种无纺布、无纺布的制造方法及其生产装置.pdf
本发明公开了一种无纺布、无纺布的制造方法及其生产装置,包括上层工作台,所述上层工作台的顶部固定连接有支架,支架的内腔固定连接有热熔箱,热熔箱顶部的内腔活动连接有转动轴,热熔箱的外圈固定连接有进料口,热熔箱的内腔开设有油液槽,转动轴的外圈固定连接有支杆,所述支杆靠近热熔箱内壁的一面固定连接有刮刀,转动轴的外圈固定连接有搅拌轴,所述热熔箱内腔位于转动轴的下方固定连接有过滤网,废气净化箱内腔的右侧固定连接有初效过滤网,所述废气净化箱内腔位于初效过滤网的左方固定连接有活性炭过滤网,所述废气净化箱内腔位于活性炭过滤
一种路灯生产用打孔装置及其打孔方法.pdf
本发明公开了一种路灯生产用打孔装置及其使用方法,涉及一种打孔设备,具体包括加工台,所述加工台的底面四角处均通过螺栓固定有支撑脚,加工台的顶面两端分别通过支撑杆与顶板的底面两端固定连接,顶板的底面两端分别通过液压杆与升降板的顶面两端固定连接,升降板的底面两端分别通过第二连接杆与连接板的顶面两端固定连接,连接板的底面两端分别与一根竖直安装的第一连接杆的顶端固定连接,第一连接杆的底端分别与刀具盘的顶面两端固定连接。在每个滑块底部的连接块上安装有不同规格和形状的打孔刀具,无需翻找刀具盒,只需要预先将需要的刀具安装

一种无纺布蜂巢帘面料打孔方法.pdf
本发明公开了一种无纺布蜂巢帘面料打孔方法,包括以下依次步骤,a、采用夹具夹紧蜂巢帘面料,使得蜂巢帘面料处于最大程度的压缩状态,b、采用刃部为外倒角的第一空心钻头在蜂巢帘面料上加工出穿线孔;在步骤b中,所述的第一空心钻头以6000~11000转每分钟的速度转动,第一空心钻头的钻孔速度为0.01~0.02m/s;在所述骤b中,第一空心钻头的钻孔间隔距离小于40cm;在所述骤b后,采用刃部为内倒角的第二空心钻头穿过穿线孔,用以去除穿线孔上的烧结颗粒;所述第二空心钻头转速为零,第二空心钻头穿过穿线孔的次数为两次。
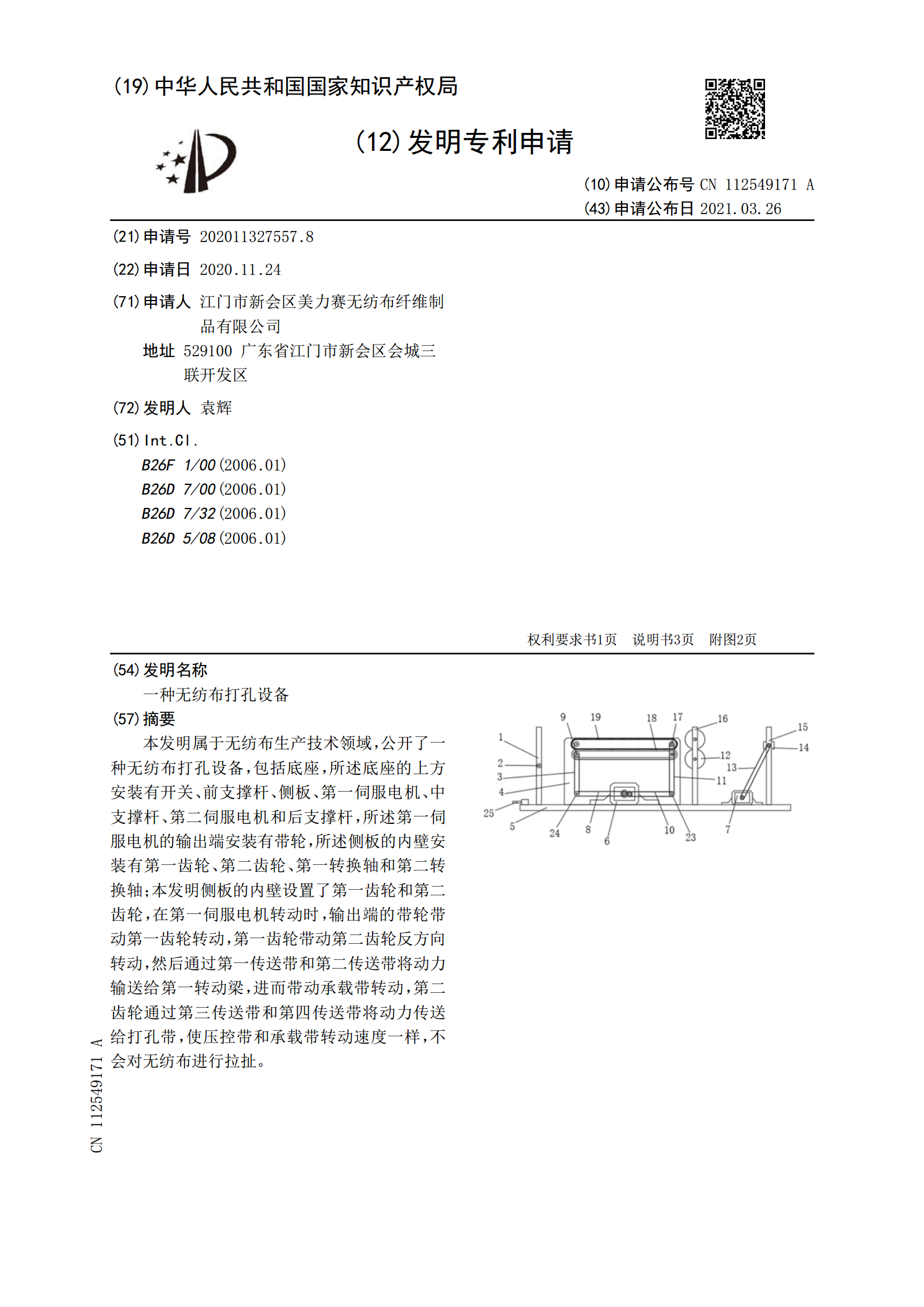
一种无纺布打孔设备.pdf
本发明属于无纺布生产技术领域,公开了一种无纺布打孔设备,包括底座,所述底座的上方安装有开关、前支撑杆、侧板、第一伺服电机、中支撑杆、第二伺服电机和后支撑杆,所述第一伺服电机的输出端安装有带轮,所述侧板的内壁安装有第一齿轮、第二齿轮、第一转换轴和第二转换轴;本发明侧板的内壁设置了第一齿轮和第二齿轮,在第一伺服电机转动时,输出端的带轮带动第一齿轮转动,第一齿轮带动第二齿轮反方向转动,然后通过第一传送带和第二传送带将动力输送给第一转动梁,进而带动承载带转动,第二齿轮通过第三传送带和第四传送带将动力传送给打孔带,