
模压成型板的制备方法.pdf

一只****爱敏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模压成型板的制备方法.pdf
本发明公开了一种模压成型板的制备方法,包括:依次通过原料制备工艺和成型热压工艺加工制得成型板,在该成型板上形成多个待加工的制品,相邻两制品之间预留有切割缝。本发明能够工业化、自动化及规模化的将需要加工的若干个制品模压在一张成型板上,再通过切割成型板得到单个制品,实现大批量生产模压制品。

一种模压成型坐垫及其制备方法.pdf
一种模压成型坐垫,包括上外表包覆材料、下外表包覆材料及位于两者之间的蜂巢棉制作的内胆,上、下外表包覆材料的边缘相互连接为坐垫边缘部,所述内胆为一个成型的立体结构,上、下外表包覆材料的中部分别与内胆的顶、底面相连接,坐垫的凹凸立体结构由外表包覆材料、内胆上的凹凸立体结构所体现,制备时,模具对外表包覆材料、蜂巢棉一次成型以获得坐垫,还可兼顾印花。本设计不仅制备效率较高、生产成本较低、结合牢固性较强、环保性较佳,而且具备高弹性、回复性的优点,立体感强,支撑性好,美观性佳。

模压玻璃钢离心风机叶轮及其制备方法.pdf
本发明涉及一种模压玻璃钢离心风机叶轮及其制作工艺,玻璃钢离心风机叶轮通过在叶轮片上制出檐口,插接到上盘上的嵌接槽中,再通过卡口丝杆的卡入,使檐口适度撑开,从而固定连接在上盘上,由此实现了叶轮片与上盘和底盘的稳定连接,可以保证叶轮风机的整体强度,解决了传统的玻璃钢风机叶轮中的叶轮片不能与上盘和底盘稳定连接的问题。而且,本发明制作工艺可以实现玻璃钢风机叶轮的机械化加工和批量化生产,相比于传统的玻璃钢离心风机叶轮的人工制作工艺,可以大幅提高生产效率,节省用工人员,降低生产成本,提高产品的市场竞争力。

一种复杂截面U型板件的模压大塑性变形模具、使用方法.pdf
本发明公开了一种复杂截面U型板件的模压大塑性变形模具、使用方法,所述上模和下模的顶面具有啮合齿,底面为平面,所述上模和下模具有啮合齿的一面相互啮合为一副压平模,两副压弯模具的啮合齿的齿型相互错开,所述上模和下模的啮合齿分别具有侧边平面齿、斜面齿、曲面齿和圆弧平面齿,所述上模和下模的U型侧边上交替设置侧边平面齿和斜面齿,所述上模和下模的U型底部的圆弧过渡处交替设置曲面齿和圆弧平面齿。本发明模具形式的巧妙设计使得实施过程中不再需要旋转坯料,突破了传统模压需要对坯料进行旋转,只能对方形等规则截面板件实施大变形的
用于极限温度的模压木塑复合材的制备方法及制备装置.pdf
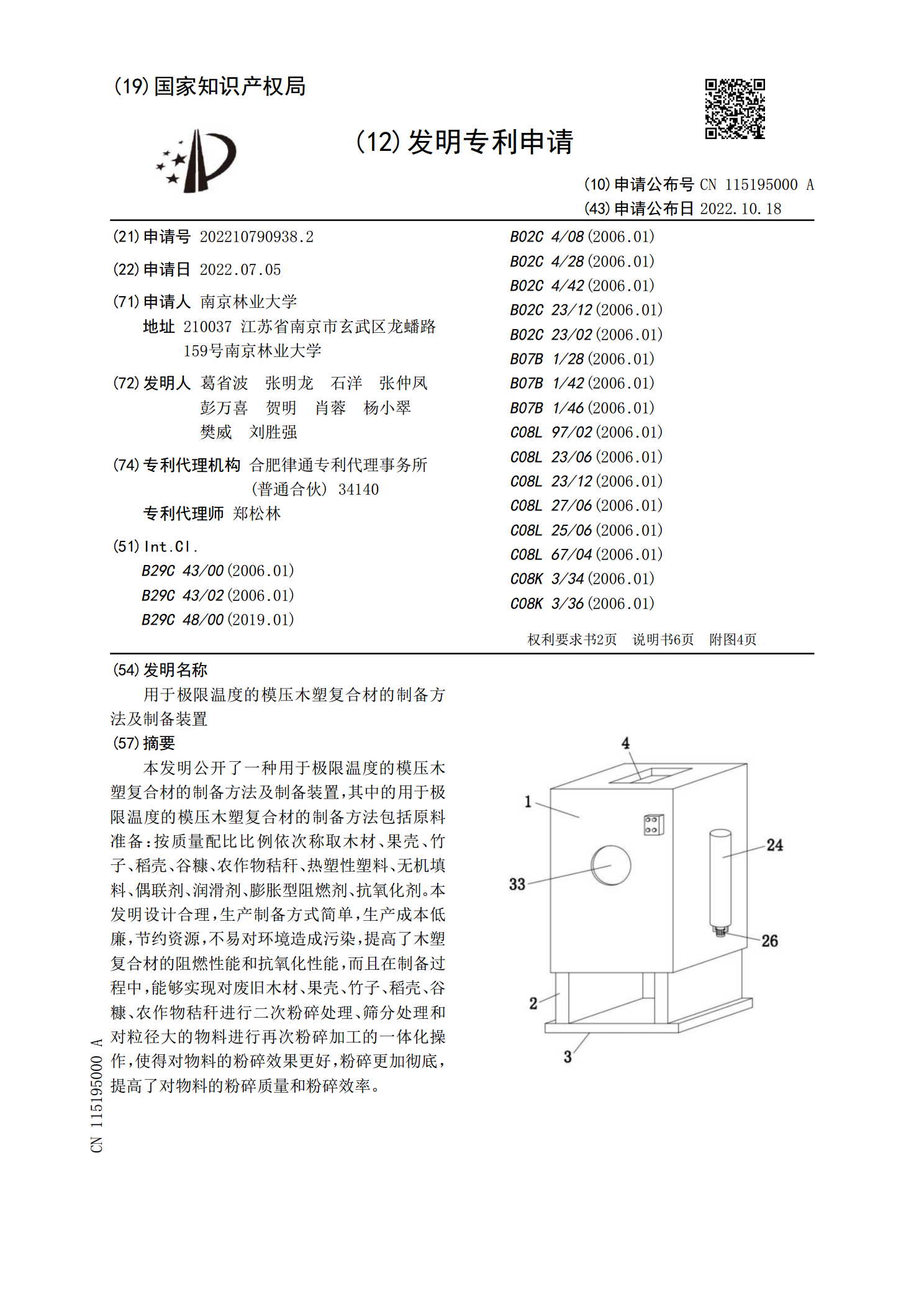
本发明公开了一种用于极限温度的模压木塑复合材的制备方法及制备装置,其中的用于极限温度的模压木塑复合材的制备方法包括原料准备:按质量配比比例依次称取木材、果壳、竹子、稻壳、谷糠、农作物秸秆、热塑性塑料、无机填料、偶联剂、润滑剂、膨胀型阻燃剂、抗氧化剂。本发明设计合理,生产制备方式简单,生产成本低廉,节约资源,不易对环境造成污染,提高了木塑复合材的阻燃性能和抗氧化性能,而且在制备过程中,能够实现对废旧木材、果壳、竹子、稻壳、谷糠、农作物秸秆进行二次粉碎处理、筛分处理和对粒径大的物料进行再次粉碎加工的一体化操作