
管材高效率冲切用定位结构.pdf

努力****妙风


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

管材高效率冲切用定位结构.pdf
本发明公开了一种管材高效率冲切用定位结构,包括管材定位机构,管材定位机构包括固定于冲床工作台的底座,底座上设置有夹持定位结构用于实现对管材左右方向的夹持且使管材沿前后方向被水平定位,并使得管材被定位夹持后上表面中部上方能够留出冲压通道;其特征在于,还包括一个管材定位时用于对管材下端中部向上施力压紧的下端压紧构件,以及一个管材冲切时用于对管材上端中部向下施力压紧的上端压紧构件。本发明能够实现管材段的水平定位,且具有结构简单,定位可靠,能够方便试样的冲切成形并提高制样效率等优点。
一种管材冲切设备.pdf
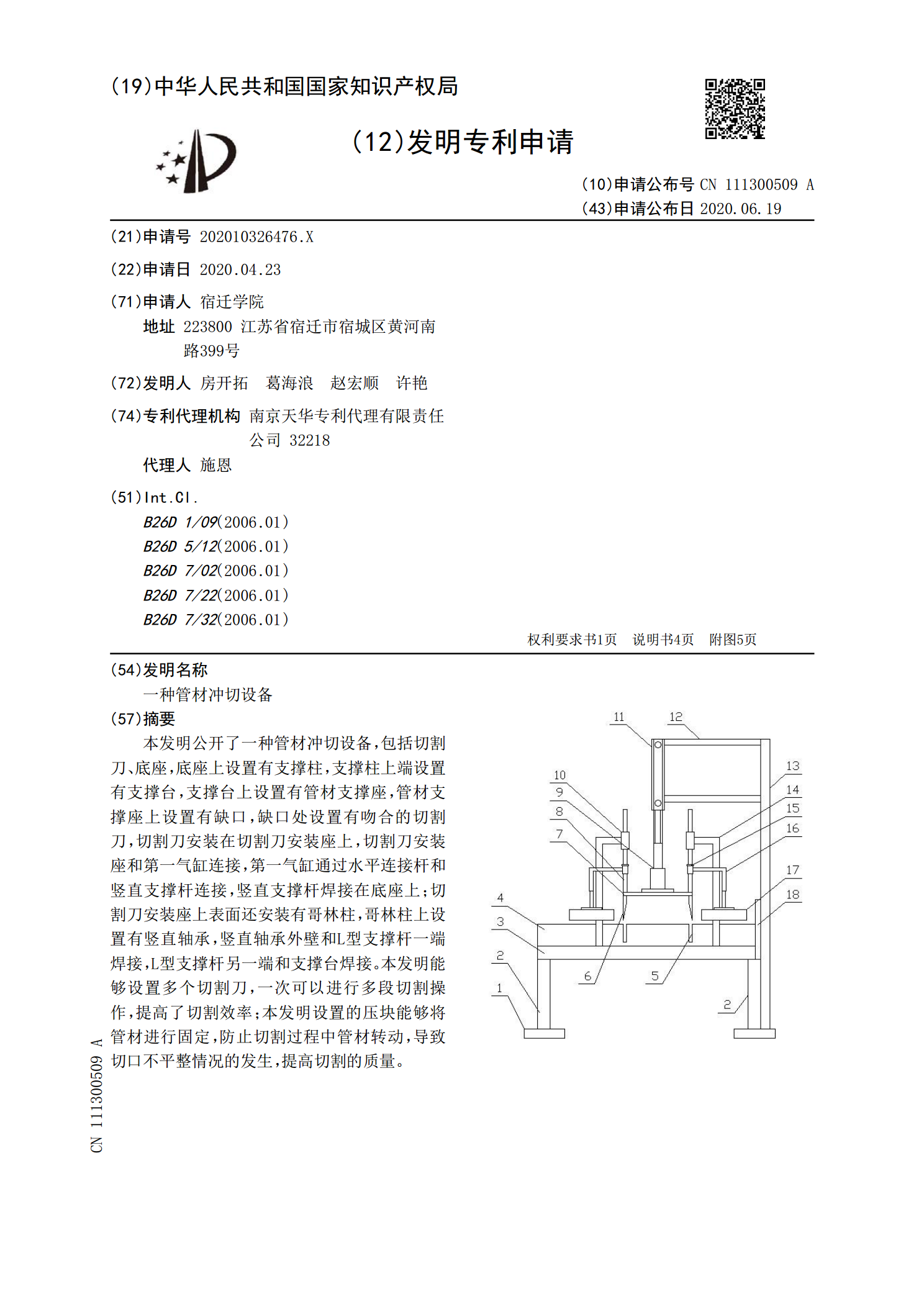
本发明公开了一种管材冲切设备,包括切割刀、底座,底座上设置有支撑柱,支撑柱上端设置有支撑台,支撑台上设置有管材支撑座,管材支撑座上设置有缺口,缺口处设置有吻合的切割刀,切割刀安装在切割刀安装座上,切割刀安装座和第一气缸连接,第一气缸通过水平连接杆和竖直支撑杆连接,竖直支撑杆焊接在底座上;切割刀安装座上表面还安装有哥林柱,哥林柱上设置有竖直轴承,竖直轴承外壁和L型支撑杆一端焊接,L型支撑杆另一端和支撑台焊接。本发明能够设置多个切割刀,一次可以进行多段切割操作,提高了切割效率;本发明设置的压块能够将管材进行固

用于冲切模中表皮孔位冲切模具结构.pdf
本发明提供了用于冲切模中表皮孔位冲切模具结构,包括冲压头机构、落料机构、骨架机构以及冲齿结构,冲压头机构包括冲压凸头,冲齿结构设于冲压凸头的端部顶面;落料机构包括落料架,落料架上开设有落料孔槽,落料孔槽与冲齿结构对应设置;骨架机构包括设于落料架顶面的骨架体,骨架体开设有与落料孔槽正对的冲压孔,冲压孔的孔壁由落料孔槽的边缘向中心逐渐收缩。本发明提供的用于冲切模中表皮孔为冲切模具结构,冲压孔的孔壁由落料孔槽的边缘向中心逐渐收缩设置,突出于落料孔槽上方的骨架体部分,为冲压头机构冲压表皮产品的边沿提供支撑位,有助
一种管材冲切用密齿型可缩胀内轴机构.pdf
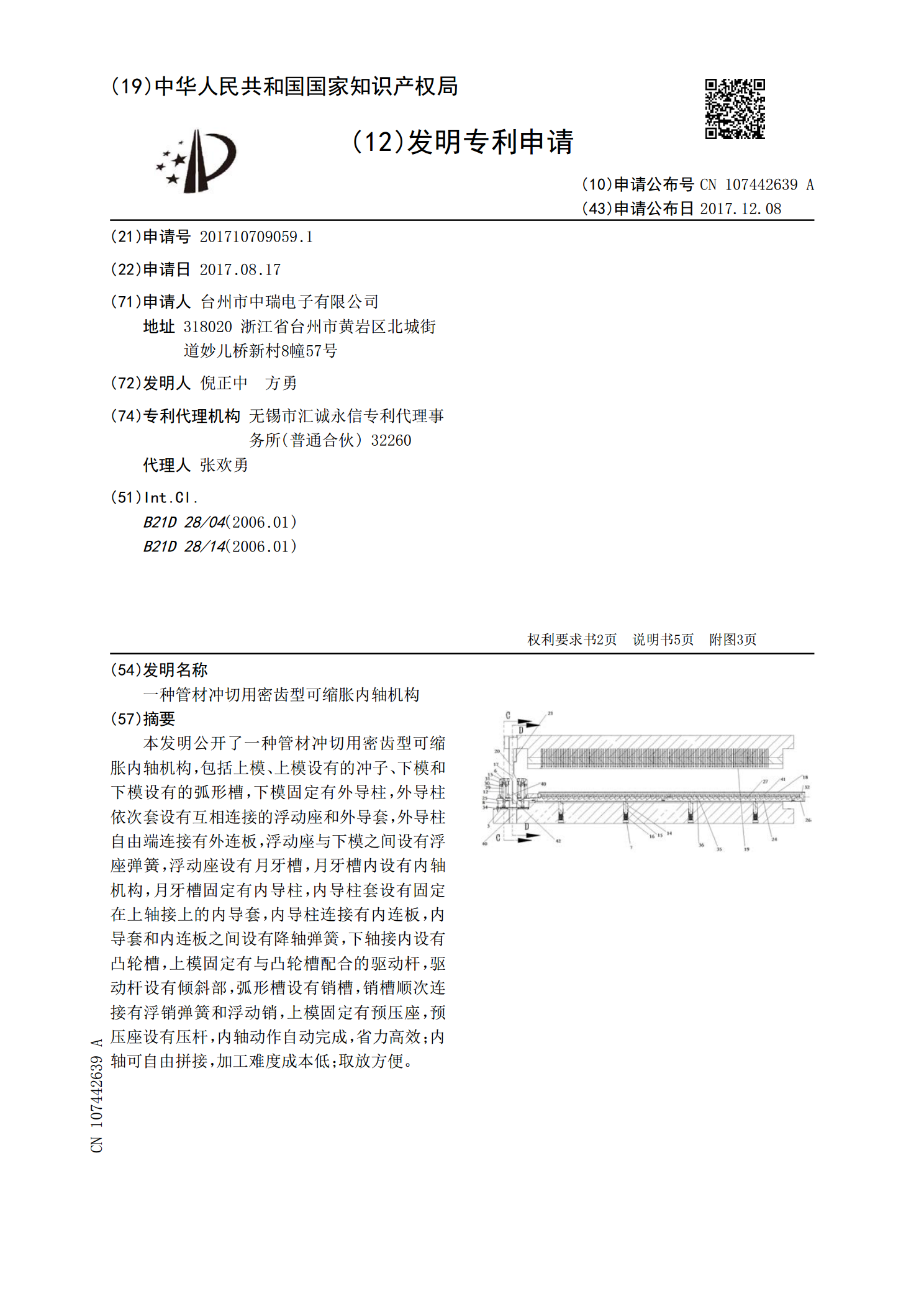
本发明公开了一种管材冲切用密齿型可缩胀内轴机构,包括上模、上模设有的冲子、下模和下模设有的弧形槽,下模固定有外导柱,外导柱依次套设有互相连接的浮动座和外导套,外导柱自由端连接有外连板,浮动座与下模之间设有浮座弹簧,浮动座设有月牙槽,月牙槽内设有内轴机构,月牙槽固定有内导柱,内导柱套设有固定在上轴接上的内导套,内导柱连接有内连板,内导套和内连板之间设有降轴弹簧,下轴接内设有凸轮槽,上模固定有与凸轮槽配合的驱动杆,驱动杆设有倾斜部,弧形槽设有销槽,销槽顺次连接有浮销弹簧和浮动销,上模固定有预压座,预压座设有压

一种自动进给定位冲切装置.pdf
本发明提供了一种自动进给定位冲切装置,包括躯座、传动轴、齿条、上模板、凸模、凹模、定位块、棘齿轮、棘轮轴;所述躯座为L型架,躯座的顶部安装有可上下移动的上模板,躯座的中部与上模板同向安装有可转动的传动轴。本发明通过棘齿和分度盘结构,能利用冲床的往返运动,经过机械传动转换,达到零件沿周等距运动,保证零件在所需的位置进行加工,零件转动定位精确,定位误差小,整体自动化程度高,加工过程无需人工掌控,零件加工可以连续运行,直到所有孔依次完成,并且还避免由数控系统控制转动带来的工人学习成本高、维护成本高的问题。