
一种自动进给定位冲切装置.pdf

一吃****海逸


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动进给定位冲切装置.pdf
本发明提供了一种自动进给定位冲切装置,包括躯座、传动轴、齿条、上模板、凸模、凹模、定位块、棘齿轮、棘轮轴;所述躯座为L型架,躯座的顶部安装有可上下移动的上模板,躯座的中部与上模板同向安装有可转动的传动轴。本发明通过棘齿和分度盘结构,能利用冲床的往返运动,经过机械传动转换,达到零件沿周等距运动,保证零件在所需的位置进行加工,零件转动定位精确,定位误差小,整体自动化程度高,加工过程无需人工掌控,零件加工可以连续运行,直到所有孔依次完成,并且还避免由数控系统控制转动带来的工人学习成本高、维护成本高的问题。
一种溶胶成型自动冲切装置.pdf
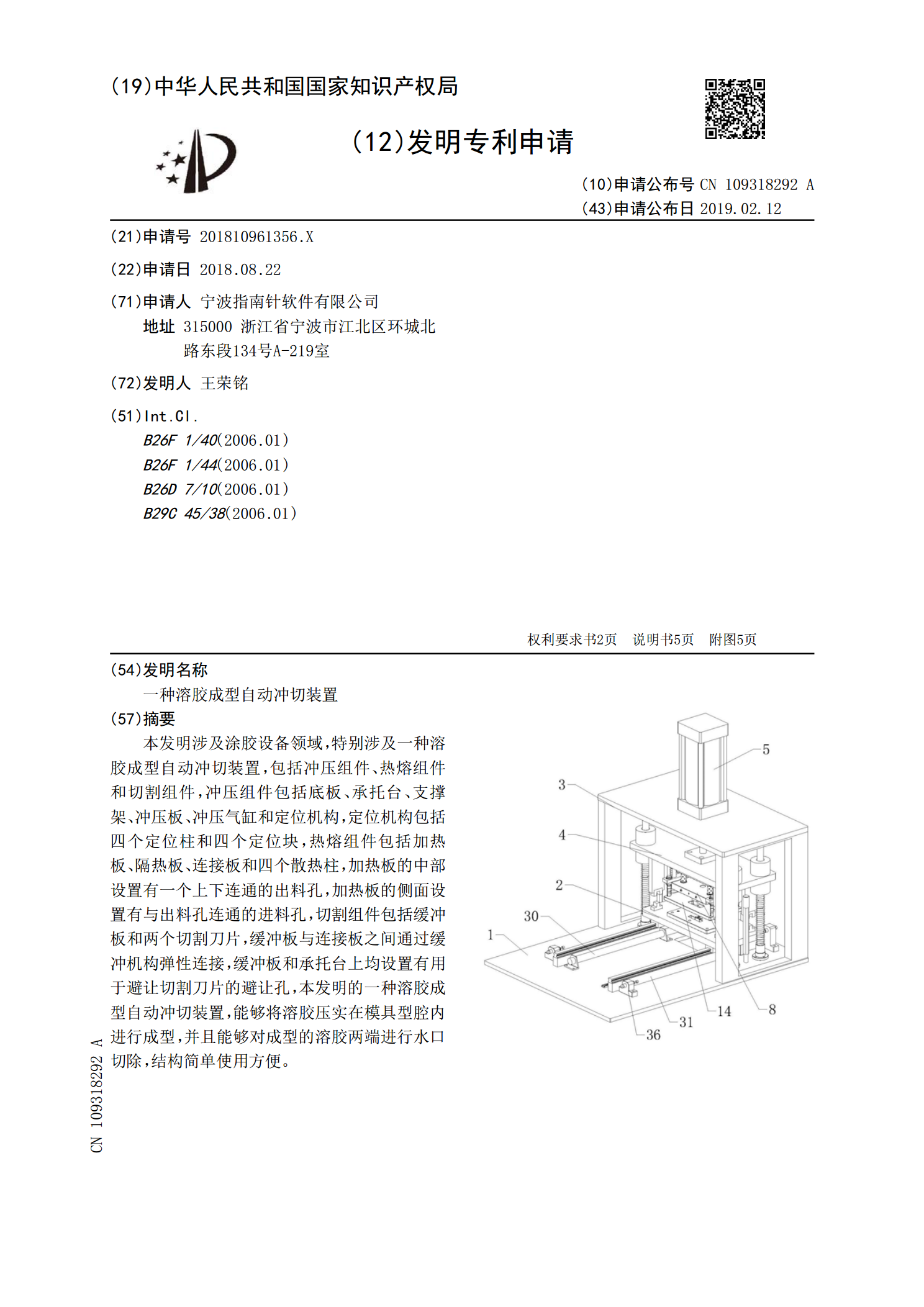
本发明涉及涂胶设备领域,特别涉及一种溶胶成型自动冲切装置,包括冲压组件、热熔组件和切割组件,冲压组件包括底板、承托台、支撑架、冲压板、冲压气缸和定位机构,定位机构包括四个定位柱和四个定位块,热熔组件包括加热板、隔热板、连接板和四个散热柱,加热板的中部设置有一个上下连通的出料孔,加热板的侧面设置有与出料孔连通的进料孔,切割组件包括缓冲板和两个切割刀片,缓冲板与连接板之间通过缓冲机构弹性连接,缓冲板和承托台上均设置有用于避让切割刀片的避让孔,本发明的一种溶胶成型自动冲切装置,能够将溶胶压实在模具型腔内进行成型
一种COF卷料自动冲切装置.pdf
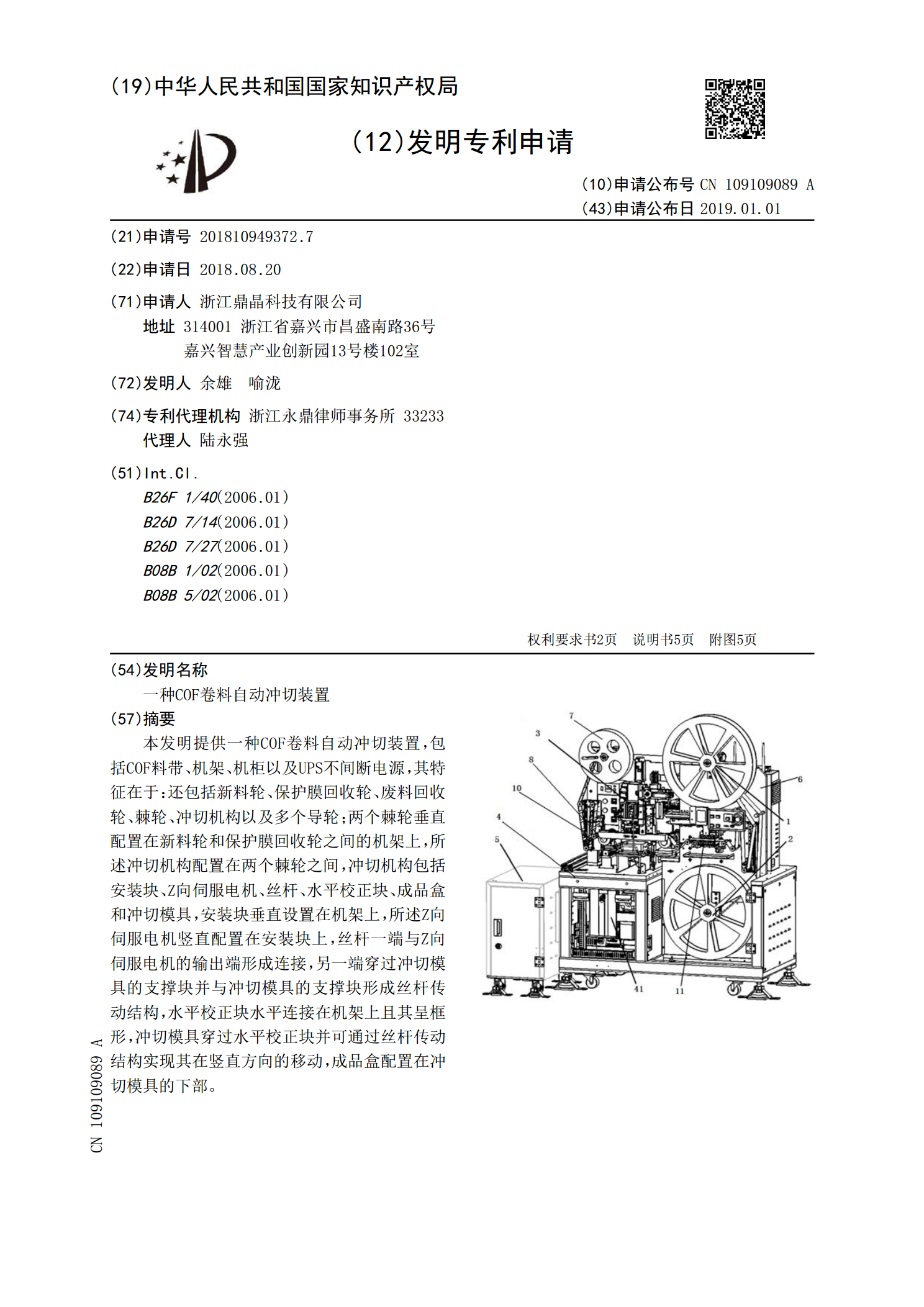
本发明提供一种COF卷料自动冲切装置,包括COF料带、机架、机柜以及UPS不间断电源,其特征在于:还包括新料轮、保护膜回收轮、废料回收轮、棘轮、冲切机构以及多个导轮;两个棘轮垂直配置在新料轮和保护膜回收轮之间的机架上,所述冲切机构配置在两个棘轮之间,冲切机构包括安装块、Z向伺服电机、丝杆、水平校正块、成品盒和冲切模具,安装块垂直设置在机架上,所述Z向伺服电机竖直配置在安装块上,丝杆一端与Z向伺服电机的输出端形成连接,另一端穿过冲切模具的支撑块并与冲切模具的支撑块形成丝杆传动结构,水平校正块水平连接在机架上
一种自动送料的冲切设备及自动冲切方法.pdf
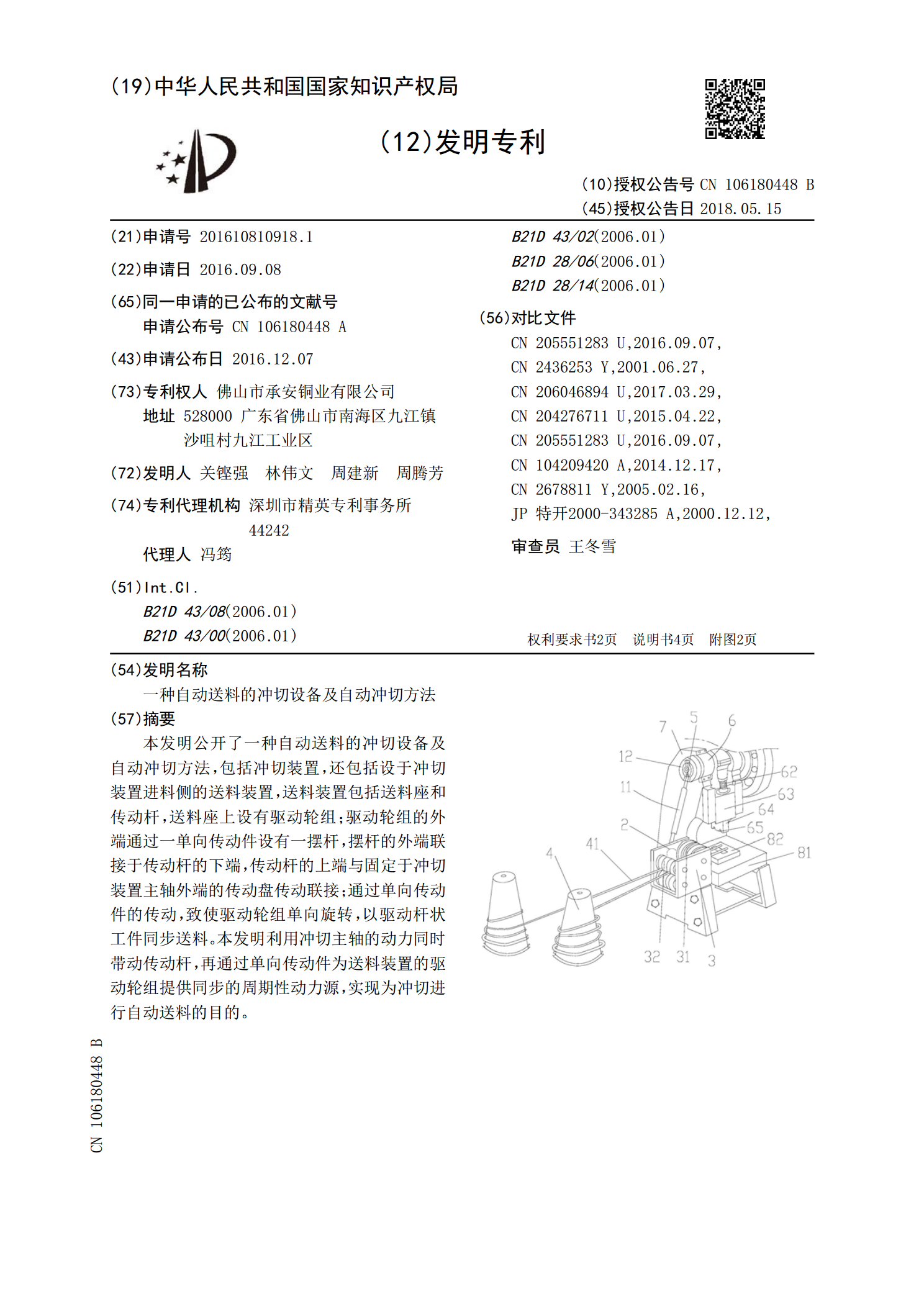
本发明公开了一种自动送料的冲切设备及自动冲切方法,包括冲切装置,还包括设于冲切装置进料侧的送料装置,送料装置包括送料座和传动杆,送料座上设有驱动轮组;驱动轮组的外端通过一单向传动件设有一摆杆,摆杆的外端联接于传动杆的下端,传动杆的上端与固定于冲切装置主轴外端的传动盘传动联接;通过单向传动件的传动,致使驱动轮组单向旋转,以驱动杆状工件同步送料。本发明利用冲切主轴的动力同时带动传动杆,再通过单向传动件为送料装置的驱动轮组提供同步的周期性动力源,实现为冲切进行自动送料的目的。
一种冲切多孔反射自动落料装置.pdf
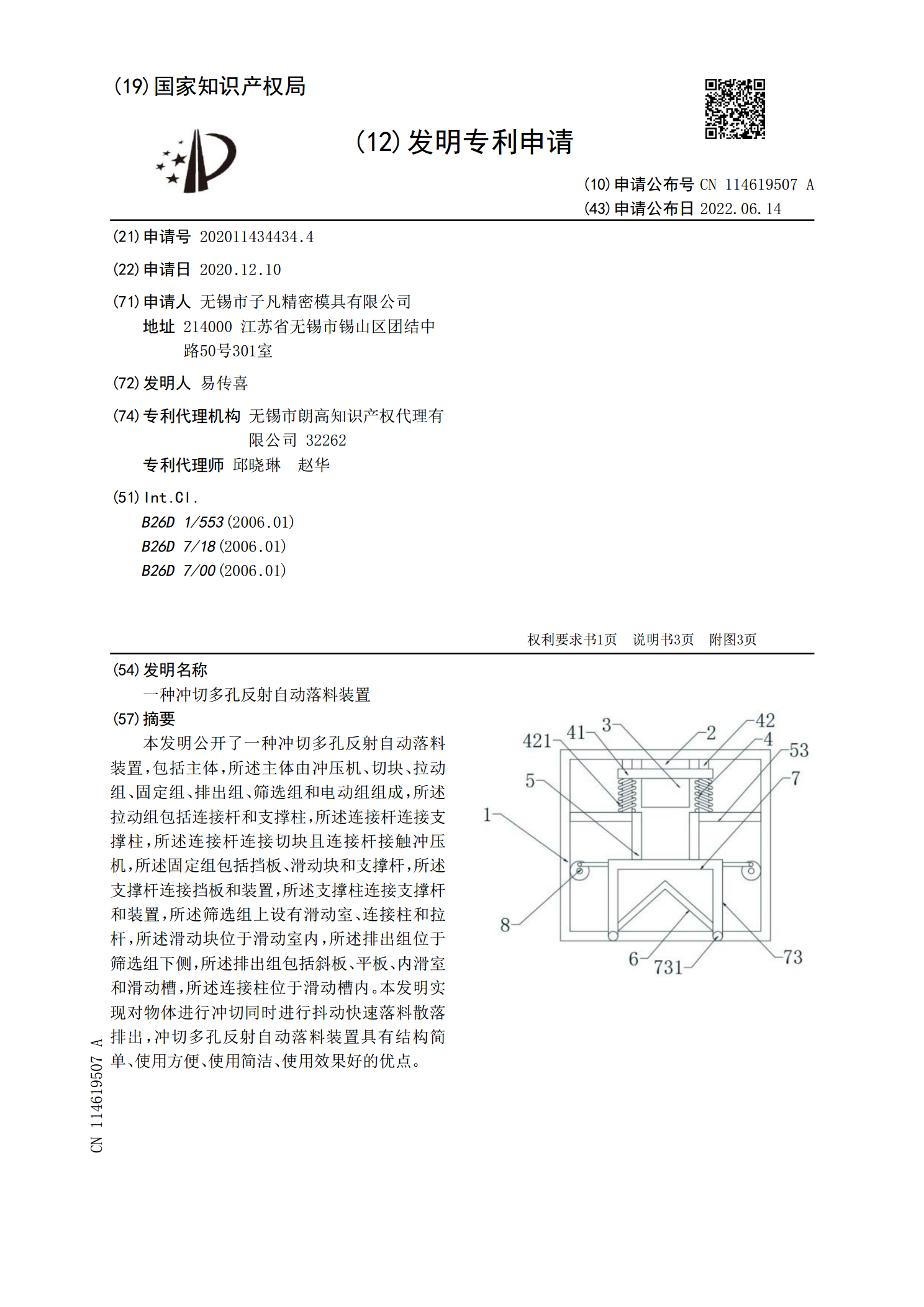
本发明公开了一种冲切多孔反射自动落料装置,包括主体,所述主体由冲压机、切块、拉动组、固定组、排出组、筛选组和电动组组成,所述拉动组包括连接杆和支撑柱,所述连接杆连接支撑柱,所述连接杆连接切块且连接杆接触冲压机,所述固定组包括挡板、滑动块和支撑杆,所述支撑杆连接挡板和装置,所述支撑柱连接支撑杆和装置,所述筛选组上设有滑动室、连接柱和拉杆,所述滑动块位于滑动室内,所述排出组位于筛选组下侧,所述排出组包括斜板、平板、内滑室和滑动槽,所述连接柱位于滑动槽内。本发明实现对物体进行冲切同时进行抖动快速落料散落排出,冲