
一种丰田手刹支架光洁冲裁方法.pdf

沛芹****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种丰田手刹支架光洁冲裁方法.pdf
本发明公开了一种丰田手刹支架光洁冲裁方法,包括如下步骤:(1)使用PVD镀膜技术在冲头表面形成一层TiCN膜;(2)采用小间隙冲裁并留量,尽量减小塌角及撕裂带尺寸,减小塌角及撕裂带的尺寸缩减;(3)采用二次及三次精切,使用小间隙及小的切削量。本发明的优点是:由于极小的冲裁间隙使得冲裁力成倍增加,产品与冲头之间的摩擦力大幅增加,易产生高温和积屑,使得冲头的寿命急剧下降,使用常规的冲头,寿命最多只有几百次,使用本发明的方法得到的手刹支架亮度高,同时冲头使用寿命达到20万次以上。

光洁冲裁压力机.pdf
光洁冲裁压力机,属于金属板材冲压领域。光洁冲裁采用比精冲更小的间隙,一次冲裁即可获得剪切面光洁的零件,如齿轮、棘轮、链轮、杠杆、拨叉等,剪切面粗糙度Ra2.5~0.63μm,尺寸公差7~8级,质量和精度相当,但是它却不需要强力压边,生产同样的零件光洁冲裁比精冲可节省能量三分之一以上,减少材料消耗15%以上。
一种微孔冲裁方法.pdf
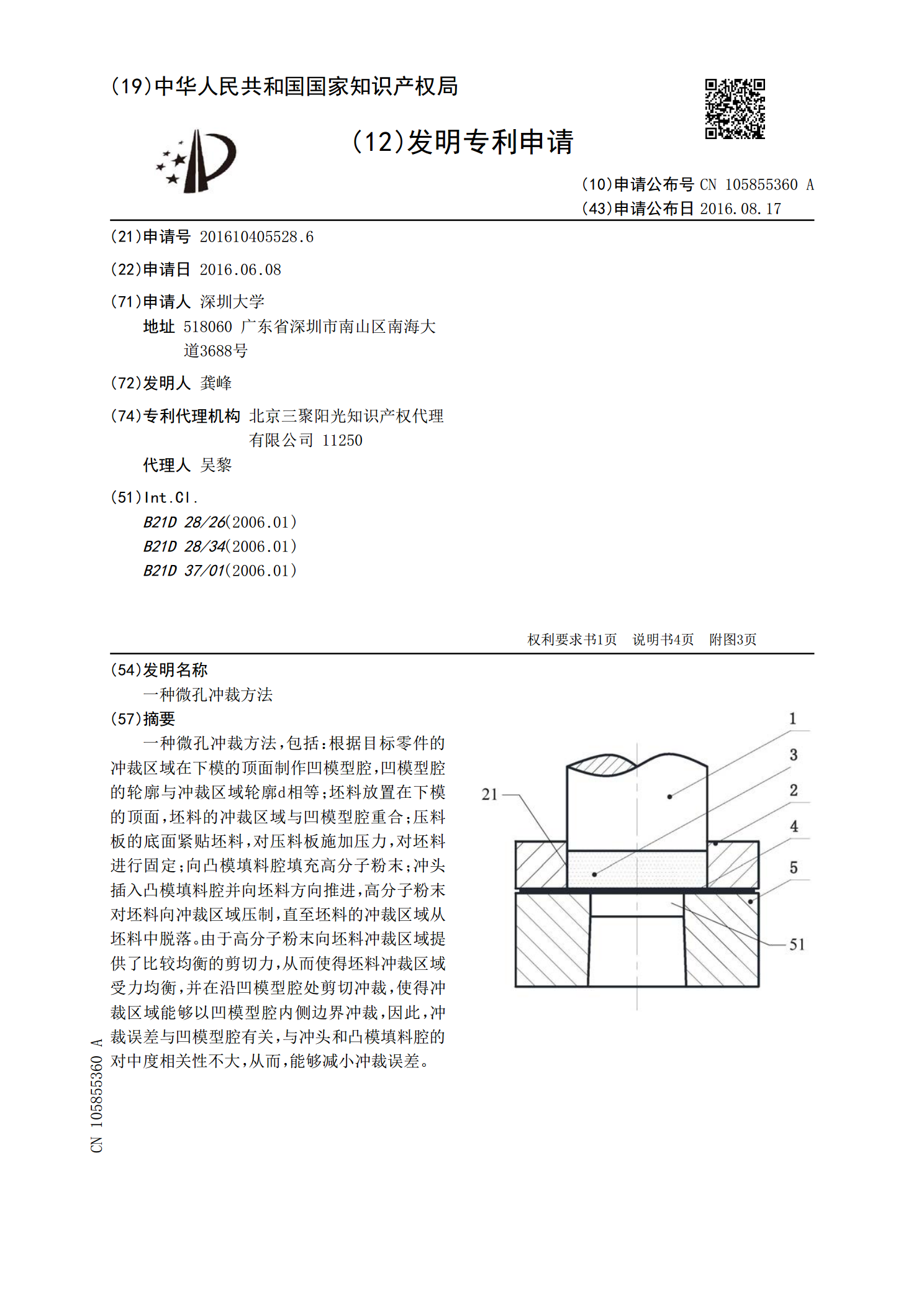
一种微孔冲裁方法,包括:根据目标零件的冲裁区域在下模的顶面制作凹模型腔,凹模型腔的轮廓与冲裁区域轮廓d相等;坯料放置在下模的顶面,坯料的冲裁区域与凹模型腔重合;压料板的底面紧贴坯料,对压料板施加压力,对坯料进行固定;向凸模填料腔填充高分子粉末;冲头插入凸模填料腔并向坯料方向推进,高分子粉末对坯料向冲裁区域压制,直至坯料的冲裁区域从坯料中脱落。由于高分子粉末向坯料冲裁区域提供了比较均衡的剪切力,从而使得坯料冲裁区域受力均衡,并在沿凹模型腔处剪切冲裁,使得冲裁区域能够以凹模型腔内侧边界冲裁,因此,冲裁误差与凹

一种冲裁机构和冲裁机.pdf
本发明提供一种冲裁机构,包括:机架、刀模、驱动机构、物料推送机构;所述机架上设置有冲裁工位,所述冲裁工位的顶部设置有压料部;所述刀模活动设置在所述机架上,其具有冲裁型腔,所述冲裁型腔的顶部和底部具有开口;所述驱动机构设置在所述机架上,驱动所述刀模进入和离开所述冲裁工位;所述物料推送机构设置在所述机架上并位于所述压料部一侧。本发明的冲裁机构在冲裁完成后,利用压料部将从冲裁完成的产品与刀模分离,而物料留在冲裁型腔内并被带出冲裁工位,在进行下一次冲裁时,冲裁下一个工件产生的新物料将冲裁型腔内的原物料自动顶出,而

无毛刺冲裁方法和冲裁系统.pdf
本发明涉及无毛刺冲裁方法和冲裁系统,其冲裁方法包括以下步骤:S1、在条料(1)上的预冲裁位置(3)的两侧冲压成形凹槽(4),使工件(2)的预成形部分与条料(1)分离;S2、对条料(1)的预冲裁位置(3)进行冲裁,使工件(2)与条料(1)分离,冲裁过程包括冲孔和/或落料工序;其冲裁系统包括在条料(1)上成形凹槽(4)的预成形装置和冲裁工件(2)的冲裁装置,所述凹槽(4)位于所述条料(1)上的工件(2)的预冲裁位置(3)的两侧。采用本发明无毛刺冲裁方法和冲裁系统制得的工件在与凸模运行方向垂直的大平面的周边轮廓