
镁、铝合金铸件缺陷修复方法.pdf

一条****轩吗


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镁、铝合金铸件缺陷修复方法.pdf
本发明提供一种镁、铝合金铸件缺陷修复方法,包括:根据镁、铝合金的材料特点,设计搅拌针的规格;在缺陷修复前定位铸件缺陷部位,根据铸件结构形式设计背面顶紧工装;根据铸件缺陷面积及分布位置,利用可编程控制设备设定搅拌头行走路线,所述搅拌针随搅拌头在铸件表面下压行走,进行固相修复,所述搅拌针道间距离小于等于φ/2,φ为搅拌针根部直径,所述搅拌头转速与所述搅拌针行走速度比值大于等于10;固相修复完成后填补搅拌针留下的尾部匙孔。本发明提供的镁、铝合金铸件缺陷修复方法,铸件的缺陷修复是在塑形状态下完成的,微观组织不存在
一种铝合金铸件缺陷激光焊接修复方法.pdf
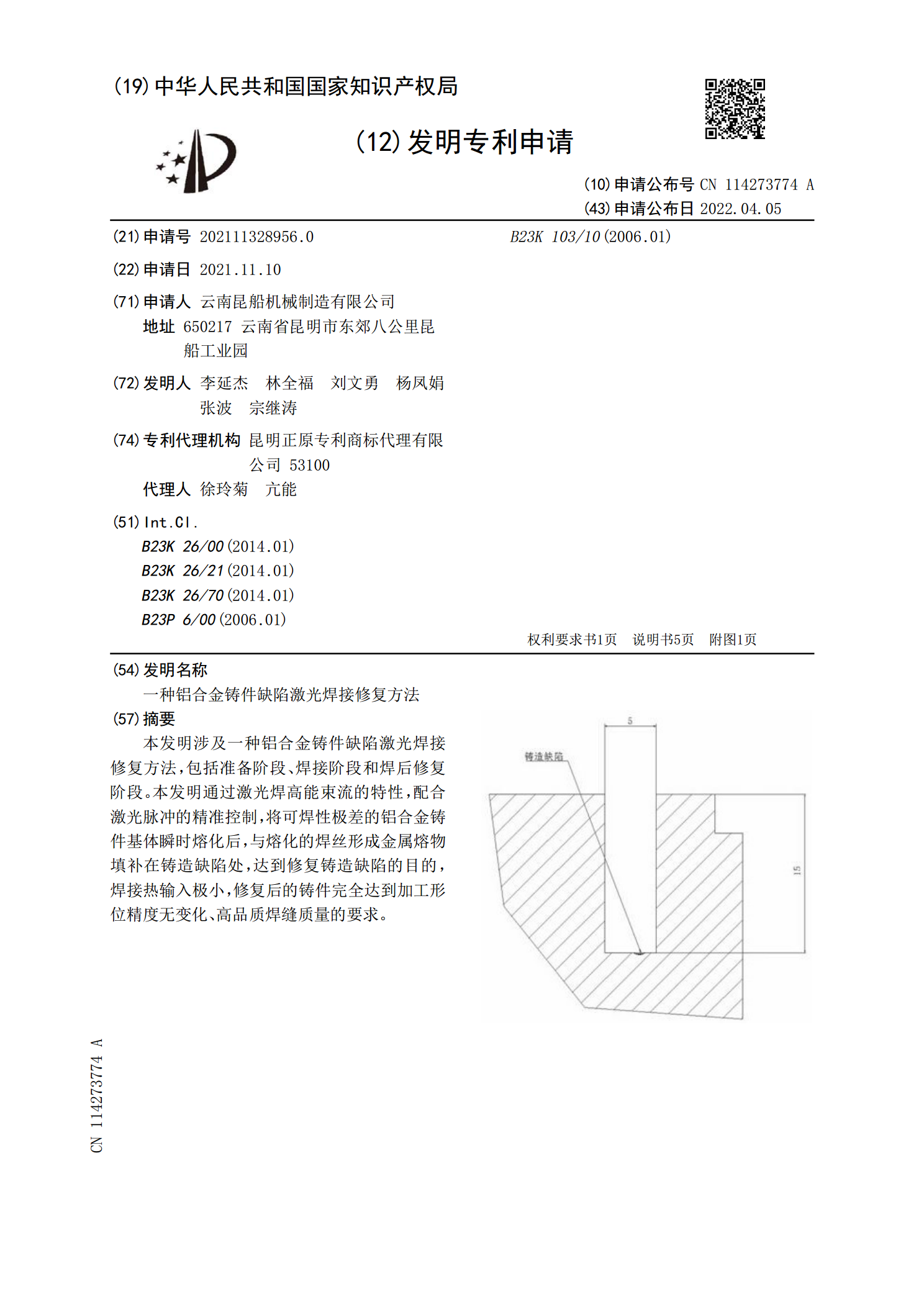
本发明涉及一种铝合金铸件缺陷激光焊接修复方法,包括准备阶段、焊接阶段和焊后修复阶段。本发明通过激光焊高能束流的特性,配合激光脉冲的精准控制,将可焊性极差的铝合金铸件基体瞬时熔化后,与熔化的焊丝形成金属熔物填补在铸造缺陷处,达到修复铸造缺陷的目的,焊接热输入极小,修复后的铸件完全达到加工形位精度无变化、高品质焊缝质量的要求。

用粘接工艺修复铝合金铸件缺陷.docx
用粘接工艺修复铝合金铸件缺陷粘接工艺修补铝合金铸件缺陷摘要:铝合金铸件广泛应用于航空、汽车、电子等行业,然而由于生产过程中的缺陷问题,导致一些铝合金铸件不可避免地出现缺陷。本文综述了目前常用的粘接工艺修复铝合金铸件缺陷的方法,包括焊接、高温胶粘剂、冷喷涂等技术。并分析了每种方法的优缺点及适用范围,以期为铝合金铸件缺陷修复提供一定的理论指导和工艺参考。1.引言铝合金铸件由于其优异的性能和广泛的应用前景,成为各行业生产中不可或缺的组件。然而,由于生产过程中的材料和工艺等因素,铝合金铸件常常会出现缺陷,如气孔、

精密薄壁铝合金铸件表面缺陷的修复技术.docx
精密薄壁铝合金铸件表面缺陷的修复技术摘要:随着社会进步和工业发展,精密薄壁铝合金铸件已经成为了重要的工业零部件。由于生产过程中的各种原因,精密薄壁铝合金铸件表面存在各种缺陷,如气孔、夹杂物、裂纹等,这些缺陷将会对工件的性能和质量产生不良的影响,需要及时修复。本文将从表面缺陷的类型和原因出发,介绍了铝合金铸件表面缺陷的修复技术,并分析了各种修复方法的优缺点,以期为相关领域的研究人员提供一定的参考和借鉴。关键字:精密薄壁铝合金铸件,表面缺陷,修复技术引言:近年来,随着制造技术的不断进步和应用范围的扩大,精密薄
一种铝合金铸件表面连通缺陷的热等静压修复方法.pdf
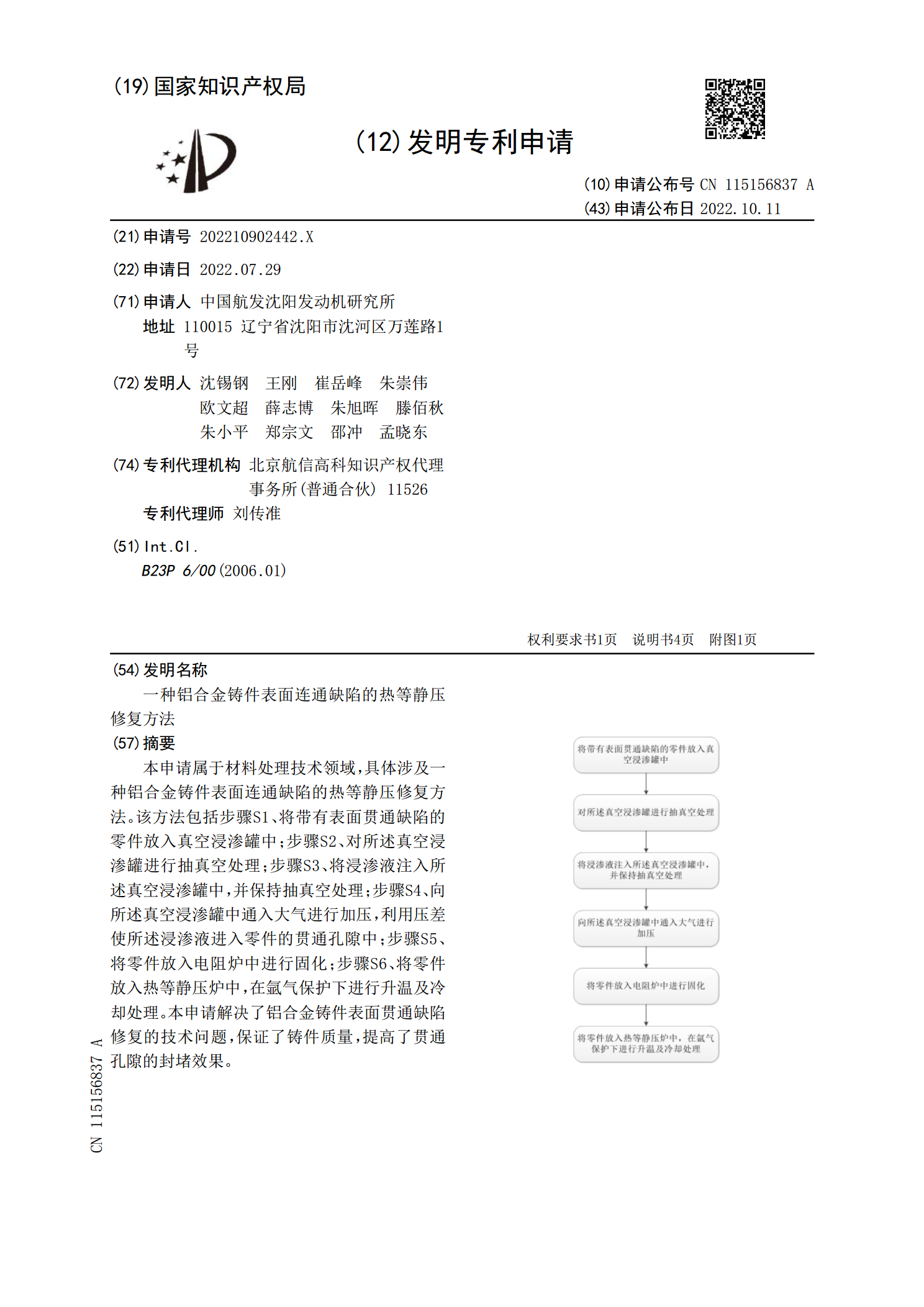
本申请属于材料处理技术领域,具体涉及一种铝合金铸件表面连通缺陷的热等静压修复方法。该方法包括步骤S1、将带有表面贯通缺陷的零件放入真空浸渗罐中;步骤S2、对所述真空浸渗罐进行抽真空处理;步骤S3、将浸渗液注入所述真空浸渗罐中,并保持抽真空处理;步骤S4、向所述真空浸渗罐中通入大气进行加压,利用压差使所述浸渗液进入零件的贯通孔隙中;步骤S5、将零件放入电阻炉中进行固化;步骤S6、将零件放入热等静压炉中,在氩气保护下进行升温及冷却处理。本申请解决了铝合金铸件表面贯通缺陷修复的技术问题,保证了铸件质量,提高了贯