
一种铝合金铸件表面连通缺陷的热等静压修复方法.pdf

邻家****mk

1/7

2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金铸件表面连通缺陷的热等静压修复方法.pdf
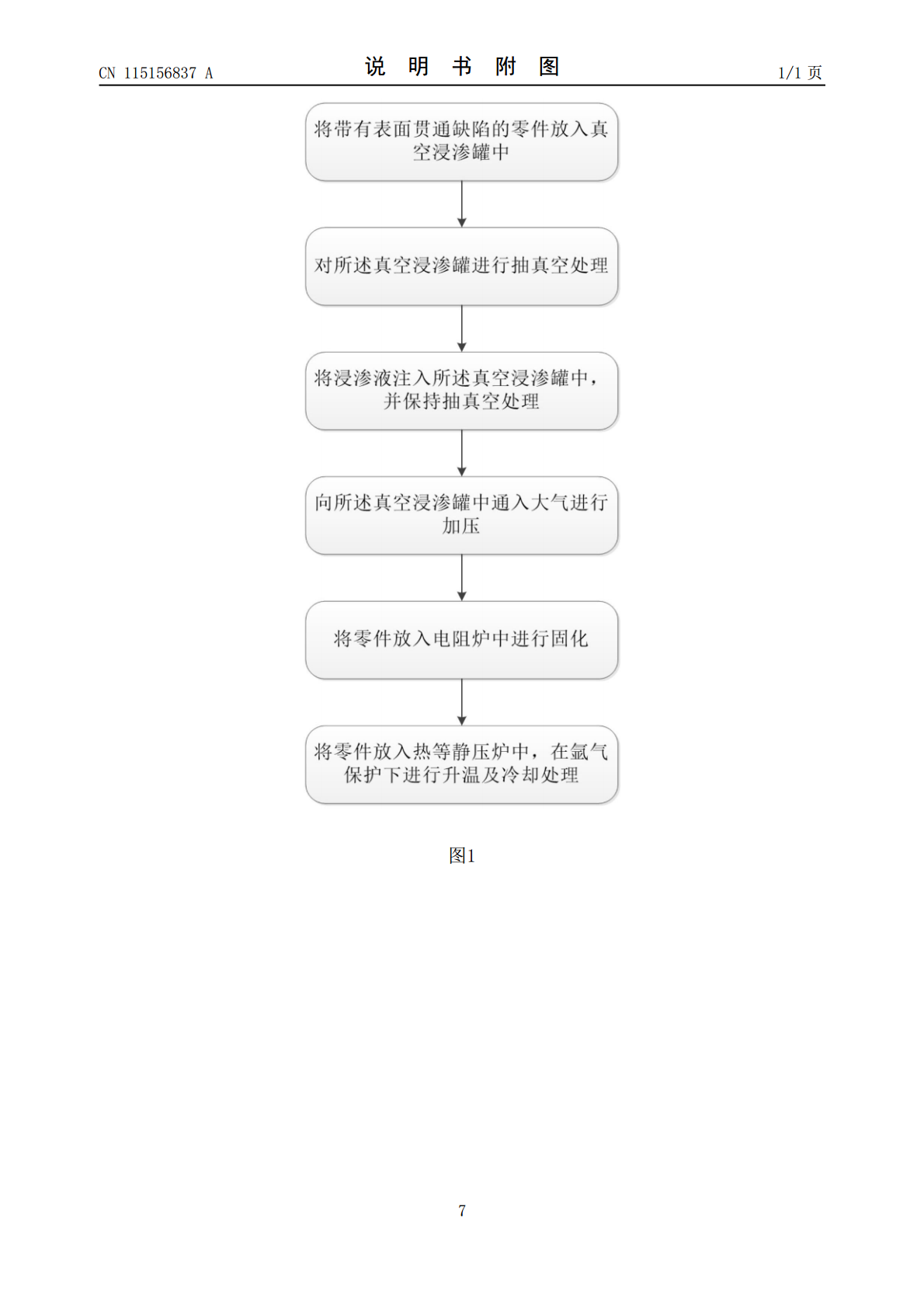
本申请属于材料处理技术领域,具体涉及一种铝合金铸件表面连通缺陷的热等静压修复方法。该方法包括步骤S1、将带有表面贯通缺陷的零件放入真空浸渗罐中;步骤S2、对所述真空浸渗罐进行抽真空处理;步骤S3、将浸渗液注入所述真空浸渗罐中,并保持抽真空处理;步骤S4、向所述真空浸渗罐中通入大气进行加压,利用压差使所述浸渗液进入零件的贯通孔隙中;步骤S5、将零件放入电阻炉中进行固化;步骤S6、将零件放入热等静压炉中,在氩气保护下进行升温及冷却处理。本申请解决了铝合金铸件表面贯通缺陷修复的技术问题,保证了铸件质量,提高了贯

镁、铝合金铸件缺陷修复方法.pdf
本发明提供一种镁、铝合金铸件缺陷修复方法,包括:根据镁、铝合金的材料特点,设计搅拌针的规格;在缺陷修复前定位铸件缺陷部位,根据铸件结构形式设计背面顶紧工装;根据铸件缺陷面积及分布位置,利用可编程控制设备设定搅拌头行走路线,所述搅拌针随搅拌头在铸件表面下压行走,进行固相修复,所述搅拌针道间距离小于等于φ/2,φ为搅拌针根部直径,所述搅拌头转速与所述搅拌针行走速度比值大于等于10;固相修复完成后填补搅拌针留下的尾部匙孔。本发明提供的镁、铝合金铸件缺陷修复方法,铸件的缺陷修复是在塑形状态下完成的,微观组织不存在
一种铝合金铸件缺陷激光焊接修复方法.pdf
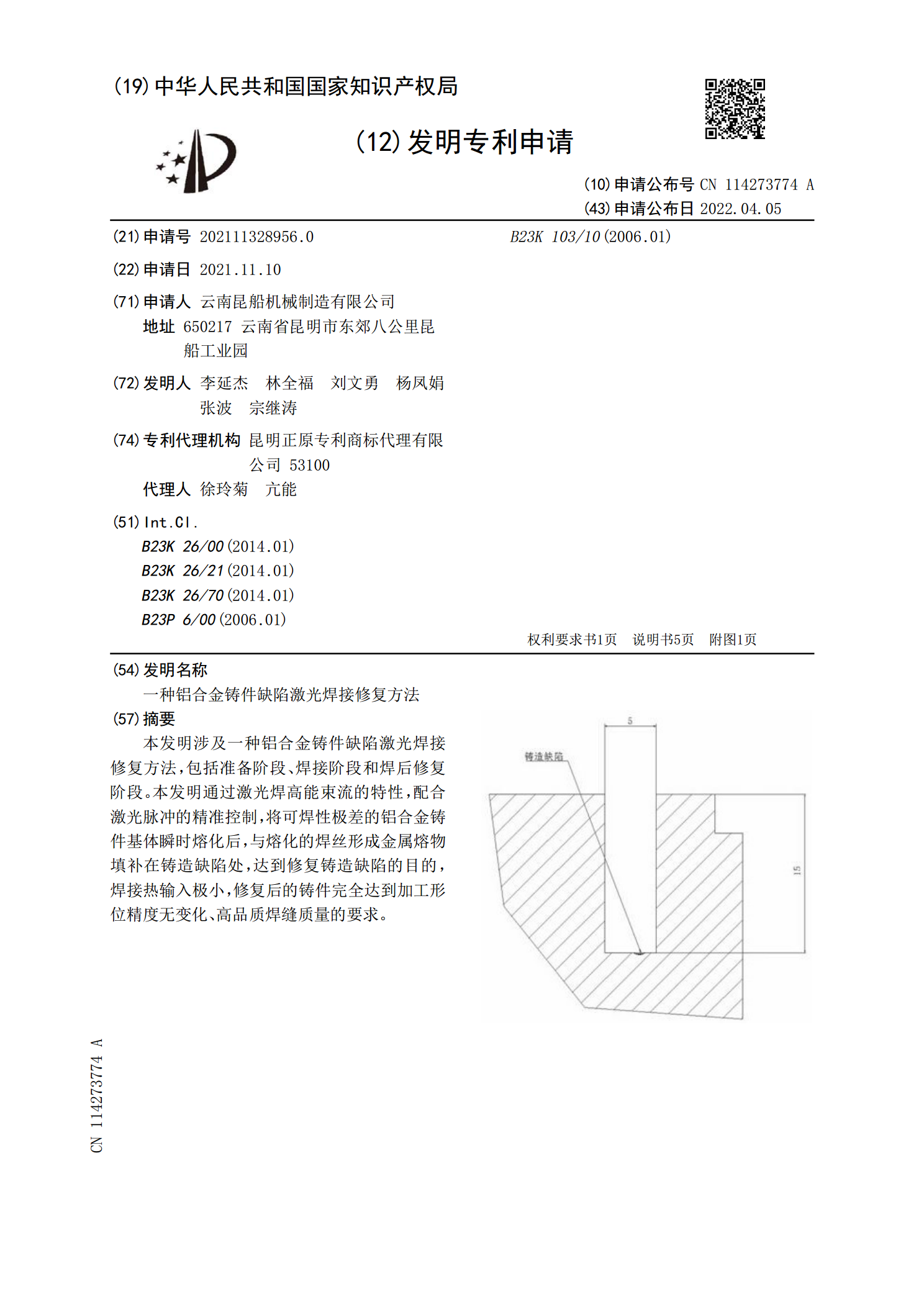
本发明涉及一种铝合金铸件缺陷激光焊接修复方法,包括准备阶段、焊接阶段和焊后修复阶段。本发明通过激光焊高能束流的特性,配合激光脉冲的精准控制,将可焊性极差的铝合金铸件基体瞬时熔化后,与熔化的焊丝形成金属熔物填补在铸造缺陷处,达到修复铸造缺陷的目的,焊接热输入极小,修复后的铸件完全达到加工形位精度无变化、高品质焊缝质量的要求。

一种铸件表面缺陷的3D打印修复方法.pdf
本发明涉及一种铸件表面缺陷的3D打印修复方法,包括:(1)对于铸件表面进行打磨和清理,清除杂质;(2)采用3D打印金属粉作为成型粉料,逐层堆叠到砂眼或气孔内;(3)在还原气氛下对于粉料进行高温烧结;(4)重复步骤(2)和步骤(3),直至砂眼或气孔完全填满并略高于铸件表面;(5)对铸件进行铣削或磨削处理,直至符合铸件表面质量要求。本发明采用3D打印方法修复铸件表面的缺陷,将金属粉末烧结形成一体并填充铸件的砂眼或气孔,既适用于对铸件毛坯表面缺陷的修复,也适用于已经机加工完成的铸件缺陷的修复。本发明修复后的铸件
一种铸件表面缺陷的3D打印修复方法.pdf
本发明涉及一种铸件表面缺陷的3D打印修复方法,包括:(1)对于铸件表面进行打磨和清理,清除杂质;(2)采用3D打印金属粉作为成型粉料,逐层堆叠到砂眼或气孔内;(3)在还原气氛下对于粉料进行高温烧结;(4)重复步骤(2)和步骤(3),直至砂眼或气孔完全填满并略高于铸件表面;(5)对铸件进行铣削或磨削处理,直至符合铸件表面质量要求。本发明采用3D打印方法修复铸件表面的缺陷,将金属粉末烧结形成一体并填充铸件的砂眼或气孔,既适用于对铸件毛坯表面缺陷的修复,也适用于已经机加工完成的铸件缺陷的修复。本发明修复后的铸件